目录
P1R31FG30 - 002Q : Funzionamento
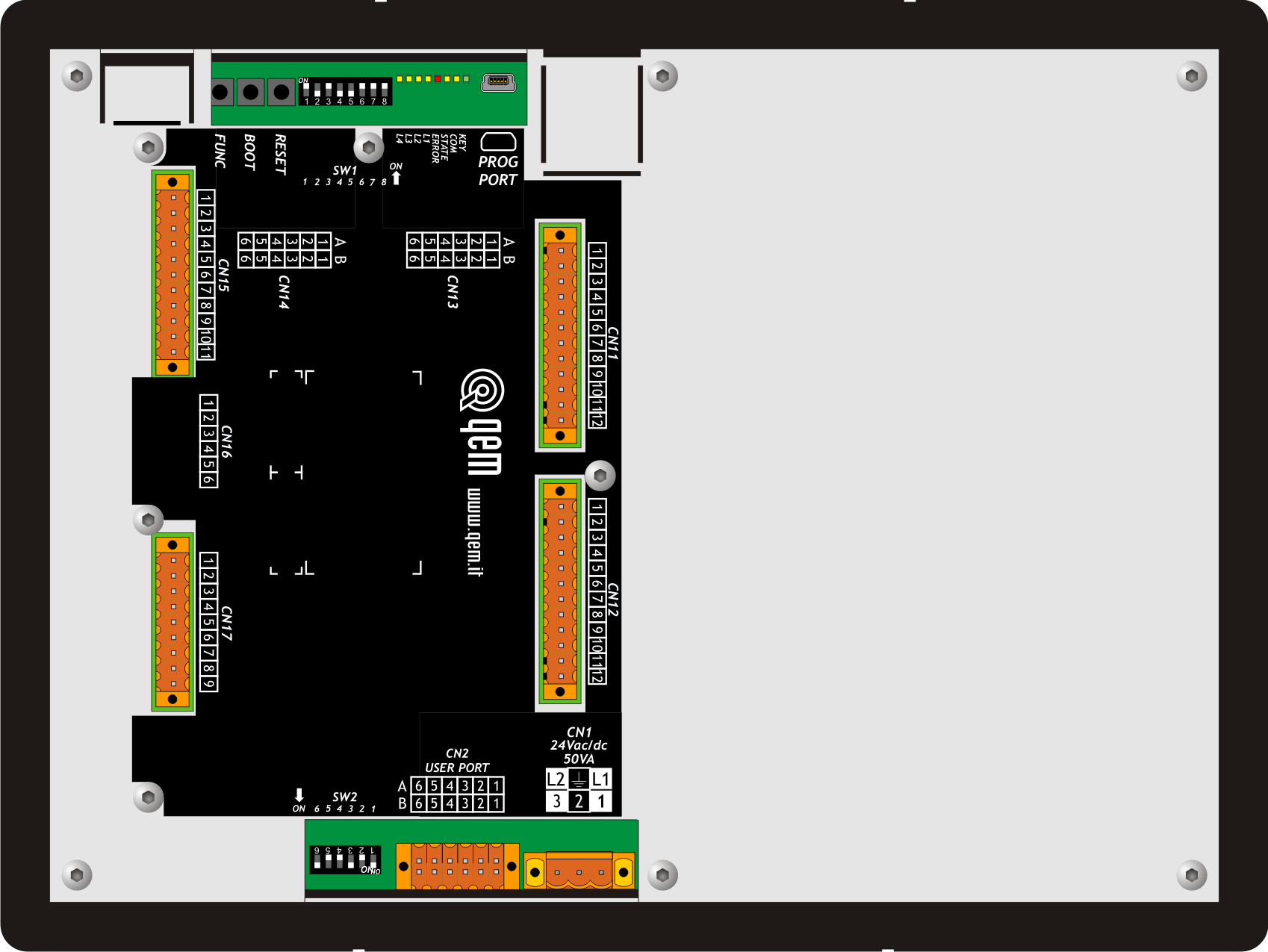
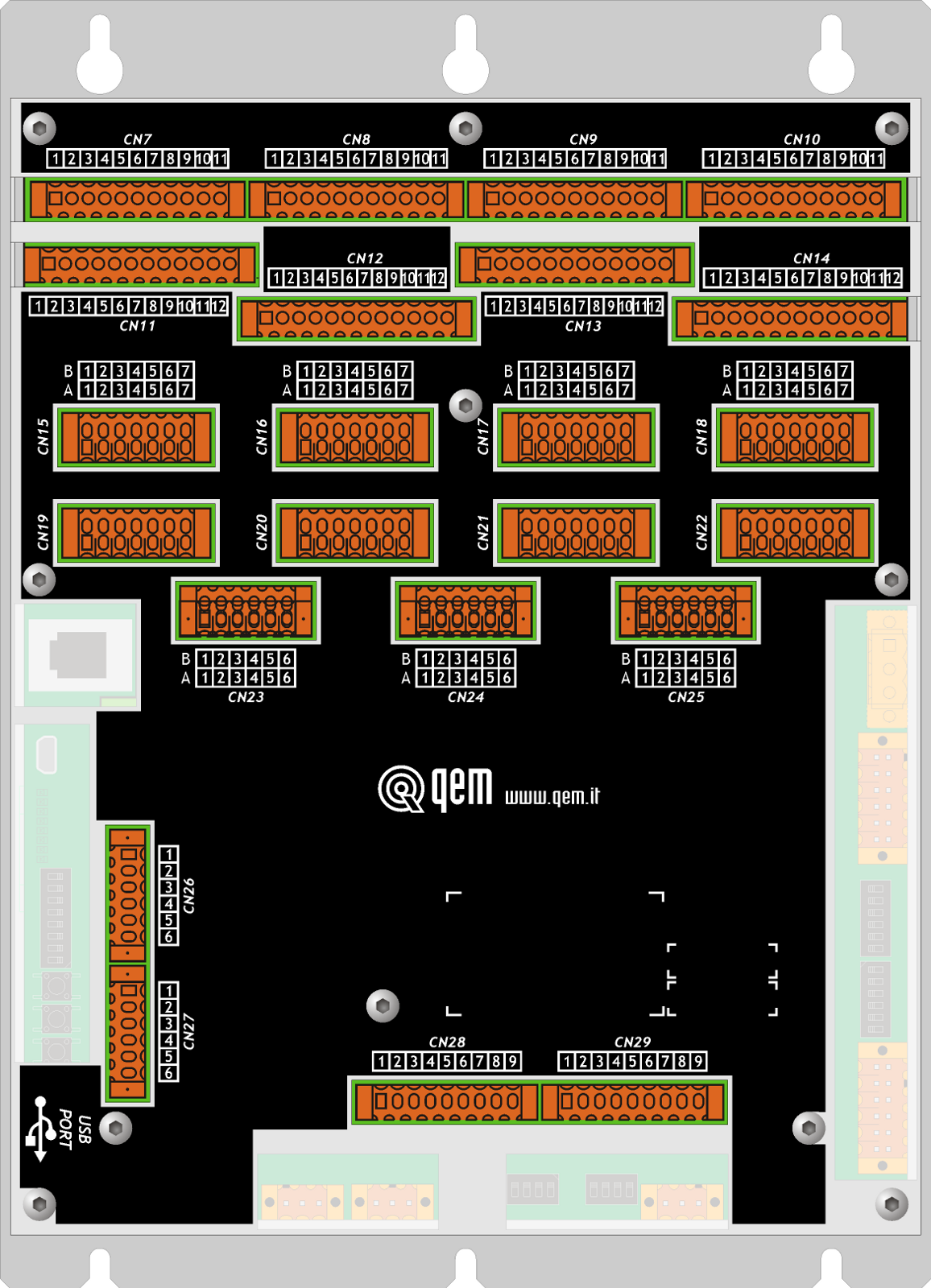
1. Hardware
2. Informazioni
2.1 Release
Il presente documento è valido integralmente salvo errori od omissioni.
| Release | Descrizione | Data |
|---|---|---|
| 1.0 | Nuovo manuale. | 17/04/15 |
2.1.1 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
3. Descrizione
L'applicazione P1R31FG30-002Q, installata nell'hardware Qmove (C1-R31-FG30), è realizzata per controllare una fresa a ponte con 4 assi per la lavorazione del marmo e del granito (più due assi solo visualizzati). Di seguito riportiamo le caratteristiche principali del software P1R31FG30-002Q.
Nel resto del documento sarà nostra cura distinguere tra le caratteristiche standard disponibili subito e le caratteristiche sviluppabili in futuro e opzionali.
3.1 Caratteristiche implementate nella attuale proposta

3.1.1 Assi
-
Assi X, Y, Z controllati con PID di spazio (brushless o motori asincroni con inverter vettoriali).
-
Asse W per rotazione del banco con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F).
-
Asse H per inclinazione della testa con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F).
3.1.2 Lavorazioni
i
-
Tagli multipli per il taglio di blocchi e lastre (Fig. 2).
-
Sagomatura con disco orizzontale o verticale di sagome programmate (Figg. 3, 5).
-
Finitura della sagoma ottenuta con il bordo dalla lama (interpolazione YZ) (Figg. 4, 6).
-
Sagomatura con disco orizzontale o verticale e con taglio sagomato (interpolazione XZ o XY) (Figg. 8, 9).
-
Taglio 2D da lastre.
3.1.3 Disegni
-
Programmazione dei profili attraverso un miniCAD implementato direttamente sullo strumento.
-
Importazione di profili da un software CAD sotto forma di file DXF.
3.1.4 Modalità di lavoro
-
Ripetizione della sagoma programmata(Fig. 7).
-
Impostazione del grado di precisione della finitura.
-
Modifica della velocità di movimento della lama durante la lavorazione.
-
Compensazione dello spessore e del diametro della lama.
-
Lubrificazione programmabile.
3.1.5 Funzioni accessorie, segnalazioni e allarmi
-
Scelta della lingua;
-
Visualizzazione del profilo e della posizione della lama durante la lavorazione.
-
Diagnostica degli ingressi e delle uscite.
-
Backup e restore dei dati su memoria non volatile (FLASH EPROM).
-
Messaggi relativi alla anomalia in corso per facilitare l'identificazione e la soluzione del problema della macchina.
-
Messaggi di aiuto per l'operatore.
-
Interfaccia modbus per la lettura della corrente assorbita dal disco
3.1.6 Lavorazioni opzionali (sviluppabili in futuro)
-
Profili realizzati con il banco girevole (tipo tornio verticale).
-
Tornio orizzontale per colonne.
-
Sagomatura con disco orizzontale o verticale e con taglio sagomato (interpolazione XZ o XY).
-
Copiatura tramite fotocellula di una sagoma in cartone o di un tratto nero su lavagna bianca.
3.1.7 Interfaccia MODBUS
-
Tramite la porta di comunicazione seriale USER, sarà possibile creare una rete MODBUS RTU (RS485) per leggere gli RPM del disco.
-
Collegamento tramite porta seriale con una banda magnetica per la lettura della posizione assoluta dell'asse.
4. Funzionamento
4.1 Convenzioni adottate
Le convenzioni adottate per tutta l'interfaccia operatore sono:
1. I valori di colore giallo sono modificabili dall'operatore.
Per modificarli è sufficiente toccarli per porli nello stato di Entry ed utilizzare la tastiera meccanica per introdurre il dato, seguito dal tasto  per confermare.
per confermare.
2. Alcuni parametri prevedono una scelta tra due o più impostazioni. In questo per selezionare l'impostazione desiderata si usa il tasto 
Nel resto del documento le aree di tocco del touch screen verranno chiamate “tasti”.
I seguenti tasti sono visualizzati in diverse pagine. Il loro significato è sempre il seguente:
| Esce dalla attuale visualizzazione e torna alle visualizazioni precedenti | |
| Visualizza la lista degli alarmi attualmente attivi |
4.2 Tasti funzione e led
| Tasto | Icona | Funzione | LED |
|---|---|---|---|
| F1 |   | MANUALE / AUTOMATICO | |
| F2 |   | SELEZIONE DISCO/FRESA | |
| F3 |   | ASSE A 90 GRADI | |
| F4 |   | BY-PASS BARRIERE | |
| F5 |   | LASER | LASER OFF: chiusa. ON: aperta. |
| F6 |   | ACQUA |
5. Pagina iniziale
All'accensione della macchina la sequenza delle visualizzazioni è la seguente:
![]()
Confermare premendo 
6. Pagina Homing
  | 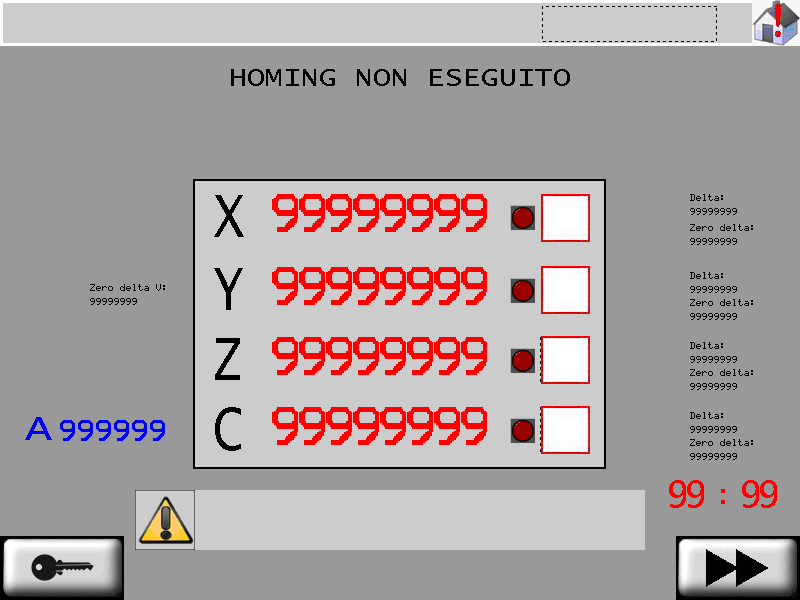 |
Per il funzionamento vedi capitolo Homing
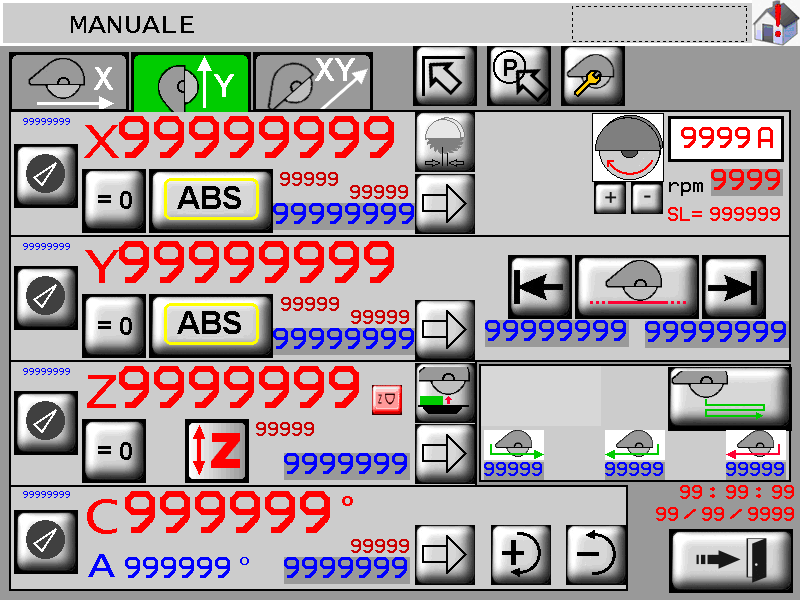
7. Manuale / Semiautomatico
 | 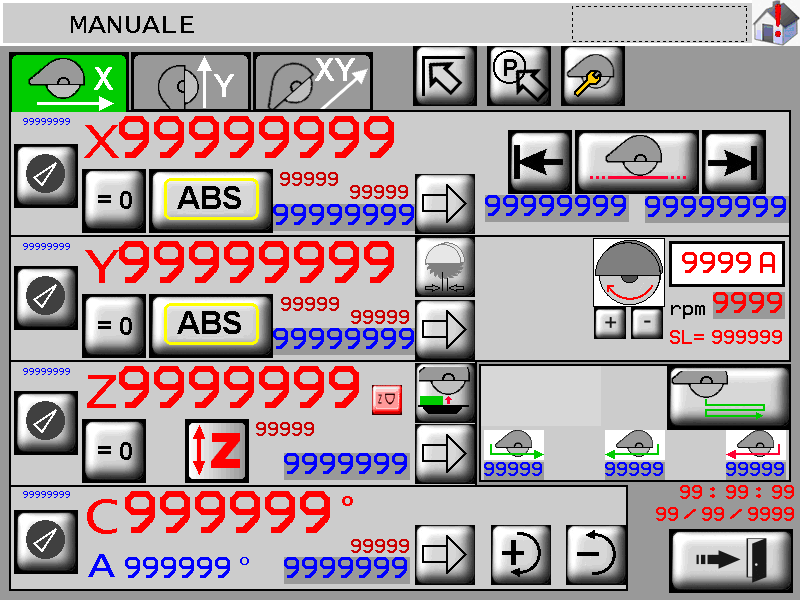 | ||
 | | Questa pagina viene utilizzata per la movimentazione in manuale e per il taglio manuale-semiautomatico con la testa ruotata a 0 gradi oppure a 180 gradi, cioè taglio nel senso di movimento dell'asse X. Da questa pagina è possibile effettuare: • Movimentazione manuale degli assi X, Y e Z dai joystick con regolazione delle velocità dai potenziometri • Movimentazioni da schermo • Altre funzionalità |
|
 |  | Per le funzionalità di questa pagina seguire le stesse indicazioni dell'asse X con le sole differenze: • Viene utilizzata per effettuare tagli in manuale-semiautomatico con il disco che si muove nel senso dell'asse Y, dunque la testa (asse C) deve essere ruotata a 90 gradi oppure -90 gradi • La compensazione della lama viene fatta adesso per l'asse X invece dell'asse Y • I finecorsa software di taglio vengono applicati adesso all'asse Y invece dell'asse X |
|
 | 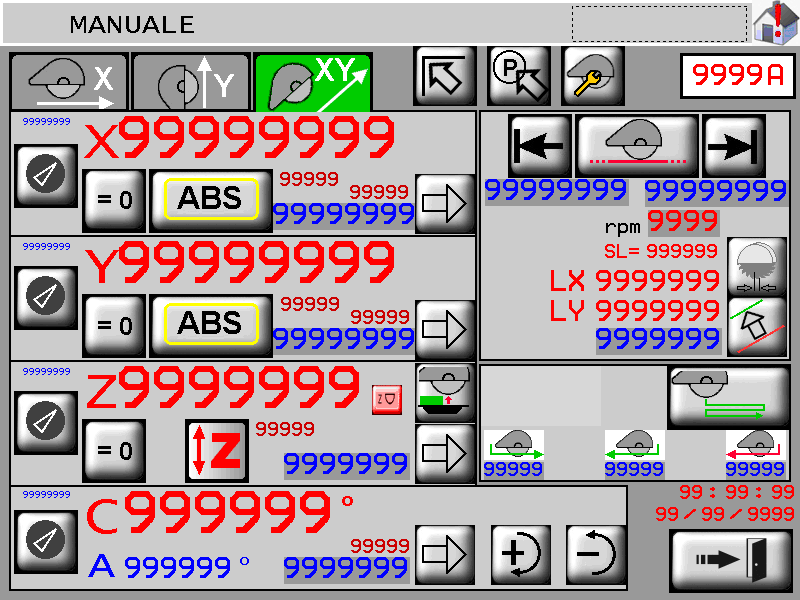 | Questa pagina viene utilizzata quando si devono effettuare tagli diagonali in modalità manuale-semiautomatico, cioè con la testa ruotata in una qualsiasi posizione diversa da -90, 0, 90 o 180 gradi. | |
In questa modalità è possibile movimentare ogni asse in modo manuale oppure effettuare alcune movimentazioni in modo semiautomatico.
Tutti i movimenti semiautomatici partono in seguito all'attivazione impulsiva di una delle due direzioni di jog.
Il jog+ attiverà un posizionamento semiautomatico in avanti, mentre il jog- lo attiverà all'indietro.
IMPORTANTE. IN SEMIAUTOMATICO GLI ASSI POSSONO MUOVERSI SOLAMENTE UNO ALLA VOLTA. PER POSIZIONAMENTI SUCCESSIVI E' NECESSARIO RIATTIVARE IL SEMIAUTOMATICO.
| | Visualizzazione homing eseguito |
| | Posizionamento automatico al punto zero pezzo |
| | Posizionamento automatico al punto di parcheggio |
| | Posizionamento automatico al punto cambio utensile |
 | Movimentazione asse incrementale o assoluta |
| | Azzeramento asse |
| | Movimentazione asse in automatico |
| | Movimento asse Z verticale o interpolato |
| | Movimentazione asse C in manuale |
| | Aabilita / Disabilita compensazione lama |
| | Risalita asse Z in automatico alla quota di sicurezza |
 | X, Y e Z = quota asse per movimentazione in automatico C = gradi asse per movimentazione in automatico |
| | Abilitazione movimentazione asse da volantino |
 | Visualizzazione gradi inclinazione asse A |
 | Abilitazione / disabilitazione finecorsa software per movimentazione asse da joystick |
| | Autoapprendimento finecorsa software sinistro asse |
| | Autoapprendimento finecorsa software destro asse |
 | Visualizzazione assorbimento motore principale |
 | Visualizzazione RPM motore principale |
 | Visualizzazione spessore lama |
 | Modifica real time RPM motore principale |
| | Movimentazione assi X-Y in automatico |
 | Quota in diagonale per movimentazione in automatico |
 | Uscita a menù principale |
8. Selezione utensile
 |  |
9. Menù principale
| | 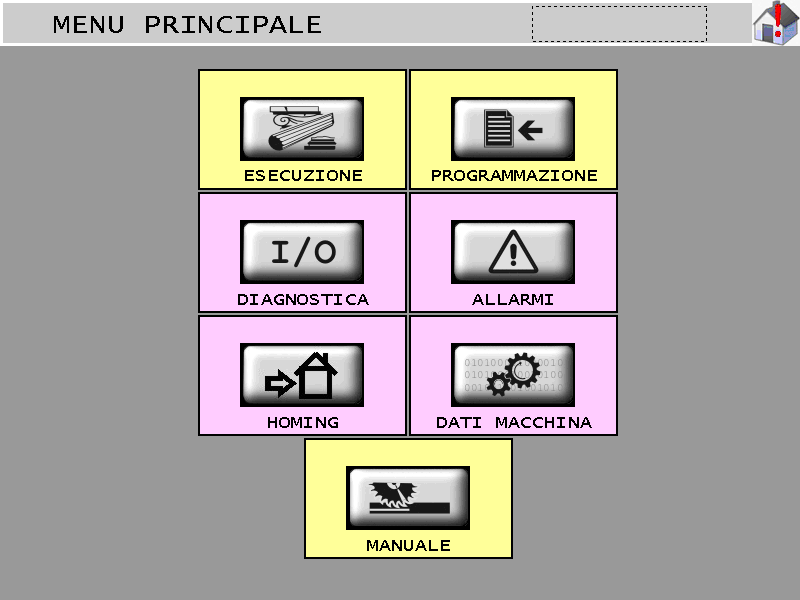 |
10. Funzionamento
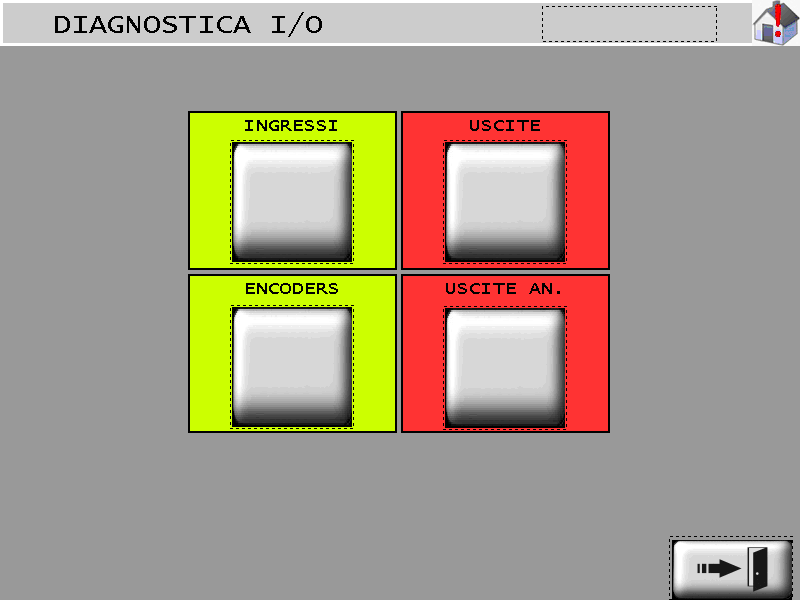
10.1 Pagine installatore - Accesso alla diagnostica
| | |
||
 |  |
||
| INGRESSI  |  |
||
| USCITE | 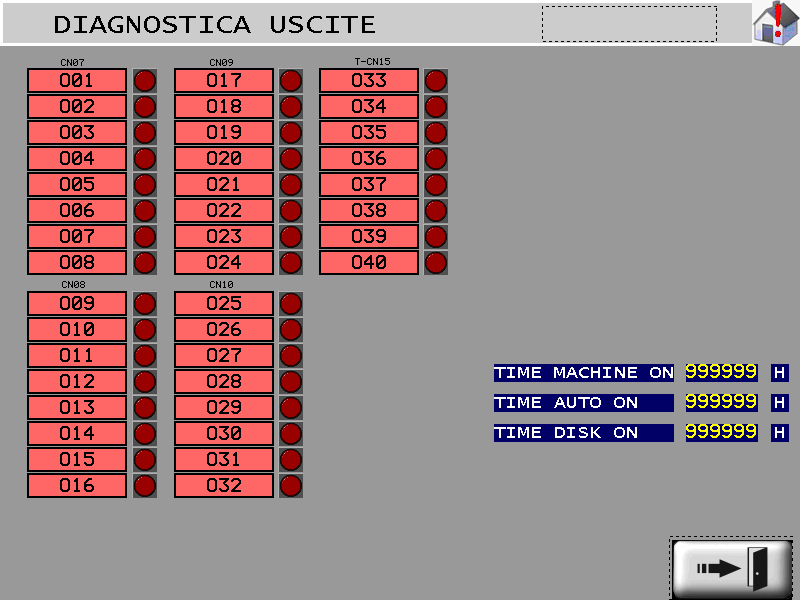 |
||
| ENCODERS | 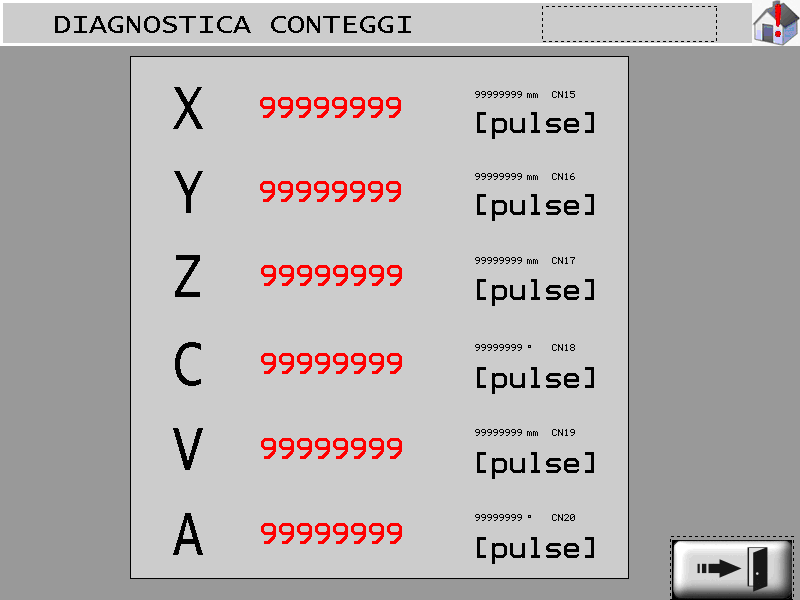 |
||
| USCITE AN. |  |
||
10.2 Pagine installatore - Accesso ai dati macchina
| | |
||
 |  |
||
| |  |
||
10.3 Pagine installatore - Accesso ai parametri
| | |
|||
| | |
|||
 PASSWORD:462  |  |
|||
| GENERICO | 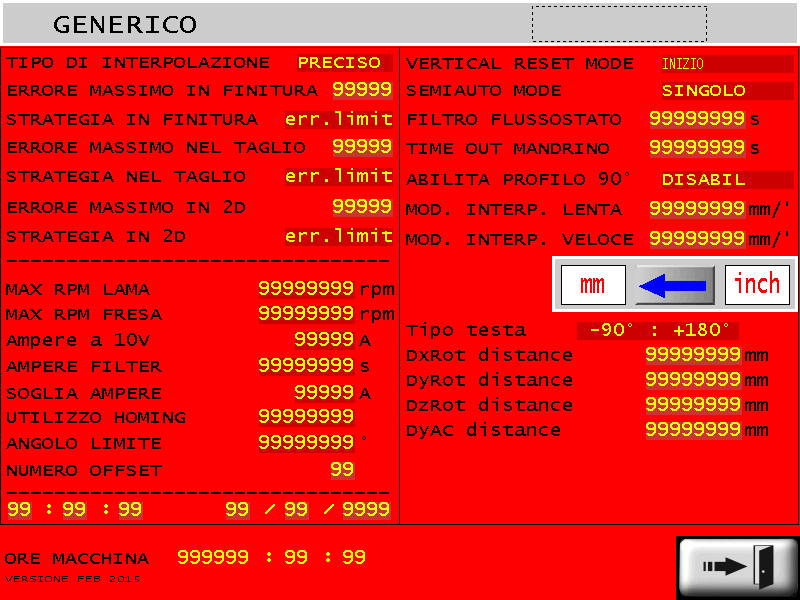 |
|||
| SETUP X | 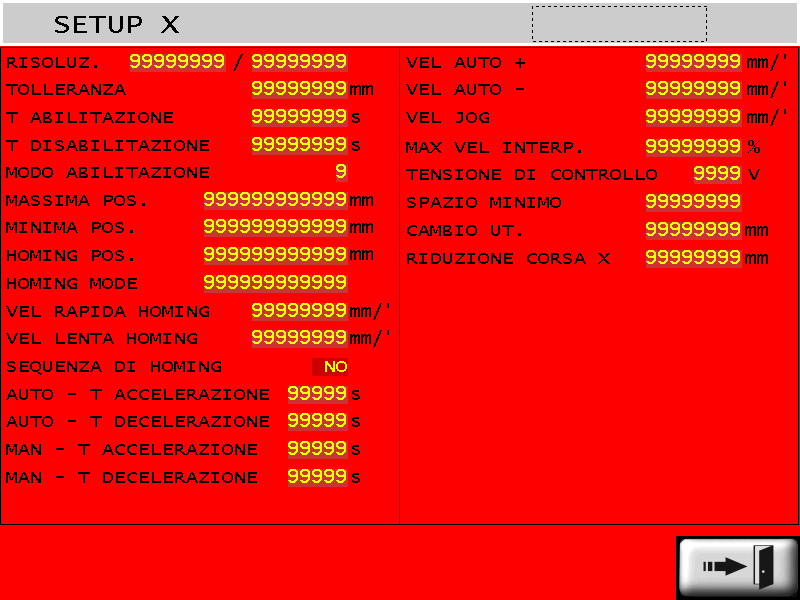 |
|||
| SETUP Y | 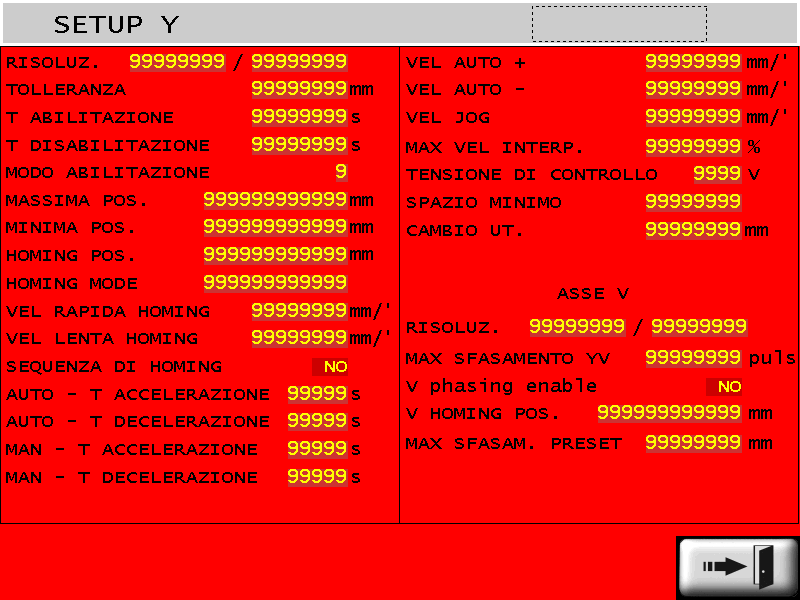 |
|||
| SETUP Z | 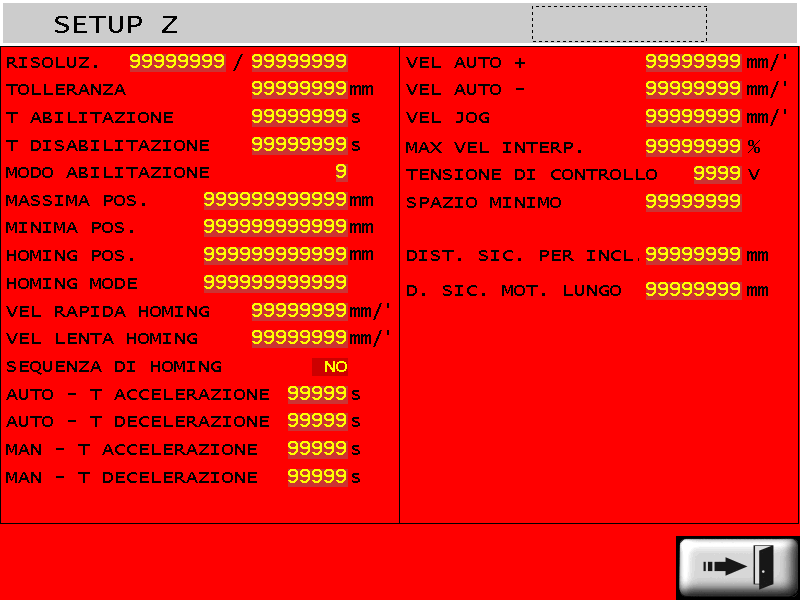 |
|||
| SETUP A |  |
|||
| SETUP C | 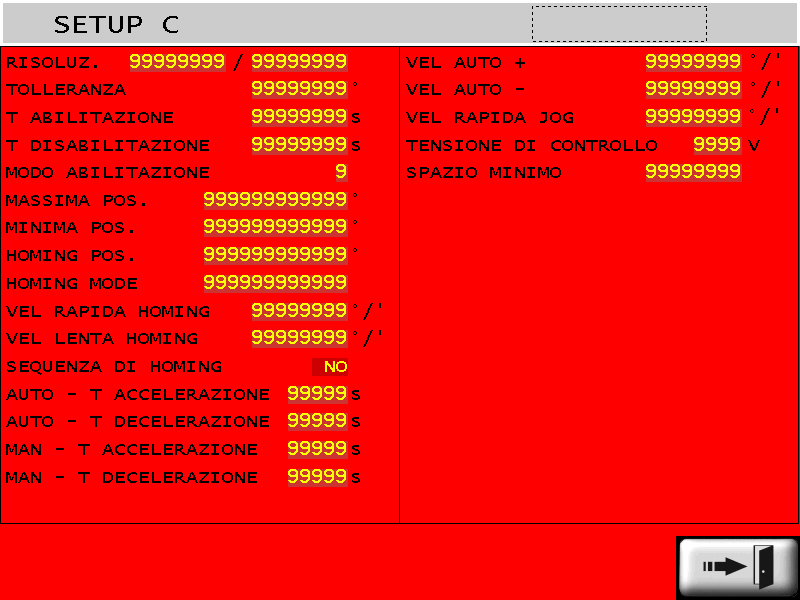 |
|||
10.4 Pagine installatore - Taratura assi
| | |
|||
| | |
|||
| PASSWORD:462 | |
|||
| C.&T. X | 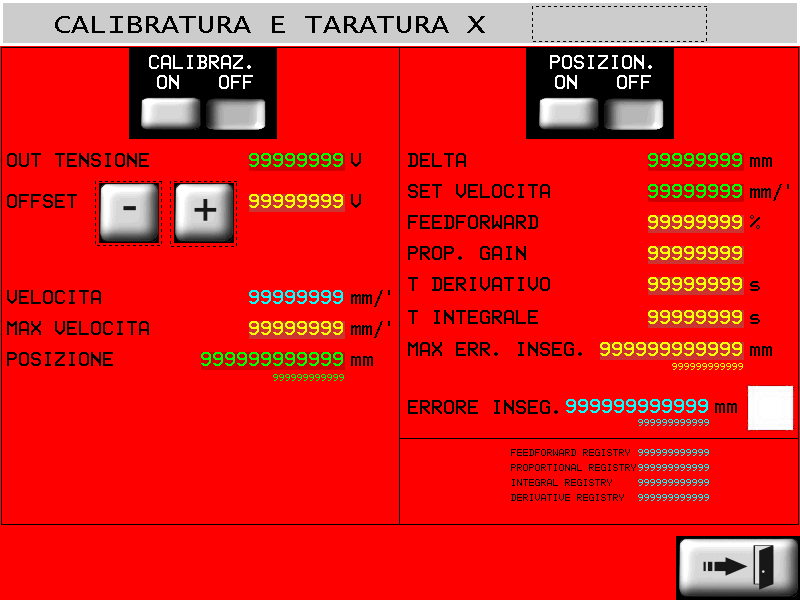 |
|||
| C.&T. y/v |  |
|||
| C.&T. Z |  |
|||
| C.&T. C | 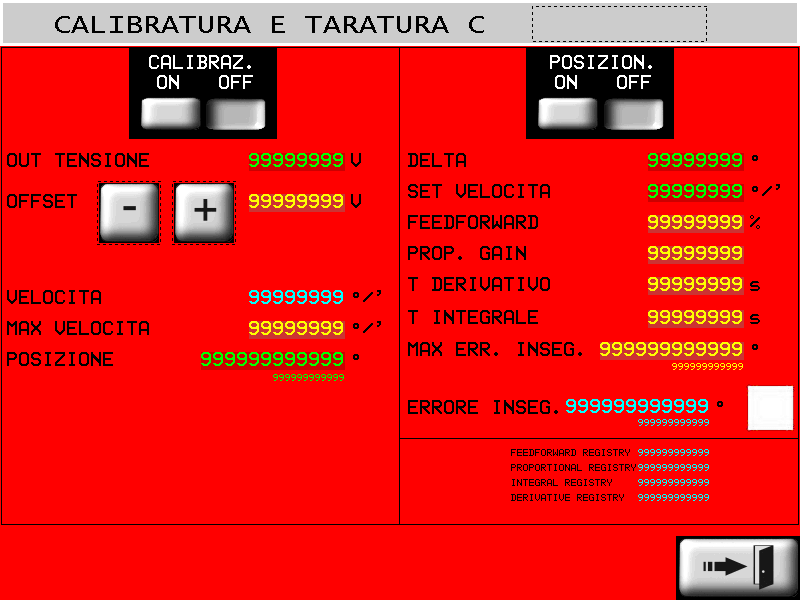 |
|||
10.5 Pagine installatore - Save/Recall data
| | |
||||
| | |
||||
| PASSWORD:462 | |
||||
| MEDIA SAVE/RECALL DATA PASSWORD:264 |  |
||||
| SAVE |  |
||||
| RECALL |  |
||||
10.6 Pagine installatore - Backup Restore Data
| | |
||||
| | |
||||
| PASSWORD:462 | |
||||
| BACKUP RESTORE DATA PASSWORD:264 |  |
||||
| BACKUP |  |
||||
| RESTORE |  |
||||
10.7 Pagine operatore - Allarmi
| | | ||||
 |  | ||||
 |  |
||||
| | |
||||
10.8 Pagine operatore - Homing
| | |
|
 | |
|
10.9 Pagine operatore - Manuale
| | |
|
 | |
|
10.10 Pagine operatore - Nuovo programma lavorazione profili
| | |
||||
 |  |
||||
 |  |
||||
| |  |
||||
| |  |
||||
| |  |
||||
| |  |
||||
 |  |
||||
 |  |
||||
 |   |
||||
10.11 Pagine operatore - Nuovo programma lavori 2D
| | |
||||
| | |
||||
 |  |
||||
| | |
||||
| |  |
||||
| | |
||||
| | |
||||
| |  |
||||
| |  |
||||
| |  |
||||
10.12 Pagine operatore - Esecuzione tagli multipli
| TAGLI MULTIPLI | |
||
| |  |
||
 |  |
||
10.13 Pagine operatore - Esecuzione tagli mattonelle mono./poli.
| | |
||
| | |
||
| TAGLI MAT. - MONO  | 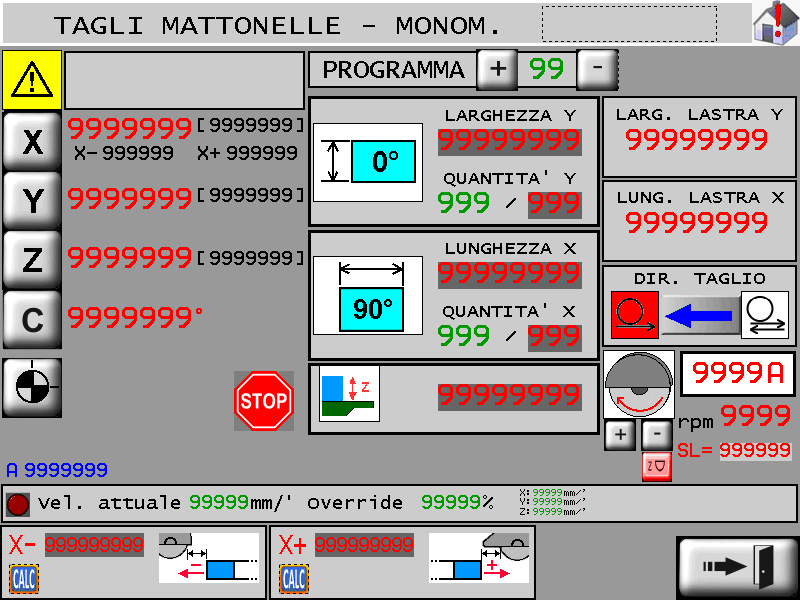 |
||
| TAGLI MAT. - POLI | 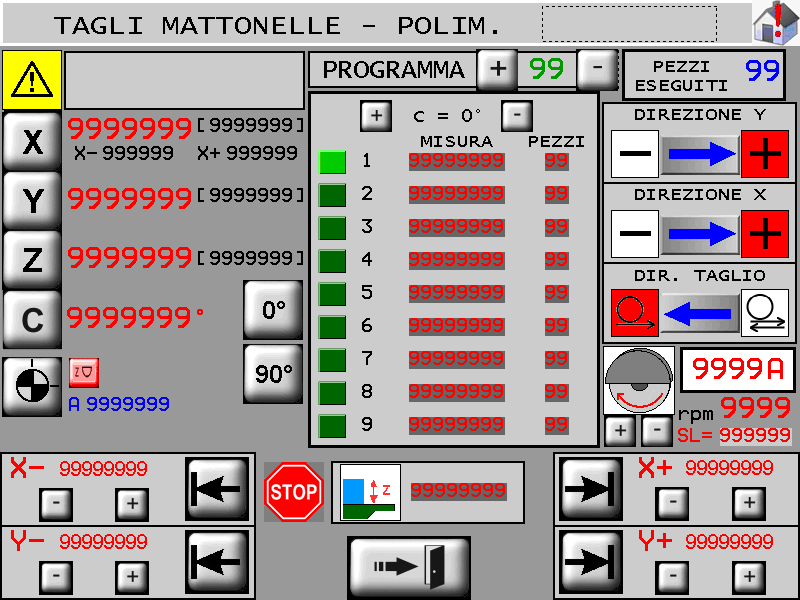 |
||
10.14 Pagine operatore - Esecuzione tagli rettangolo
| | |
||
| | |
||
| RETTANGOLO  | 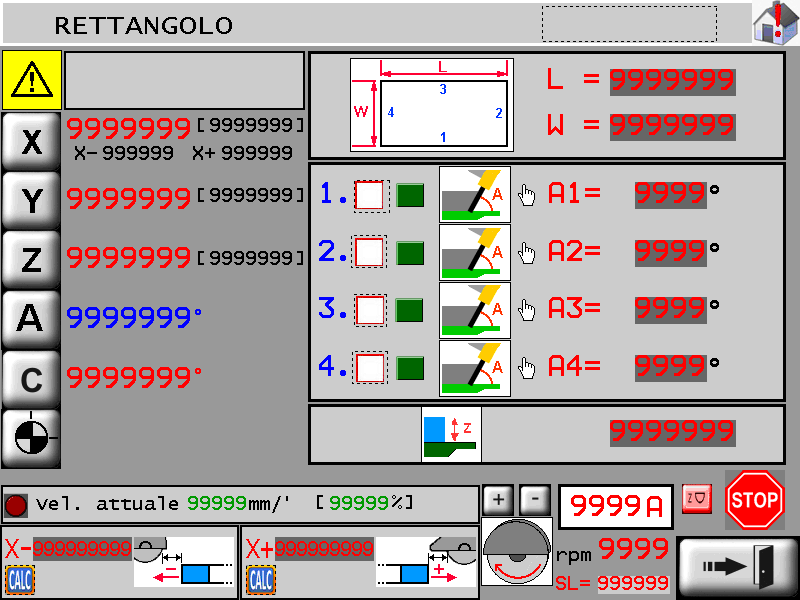 |
||
10.15 Pagine operatore - Esecuzione taglio profili
| | |
|||
| | |
|||
| PROFILI | 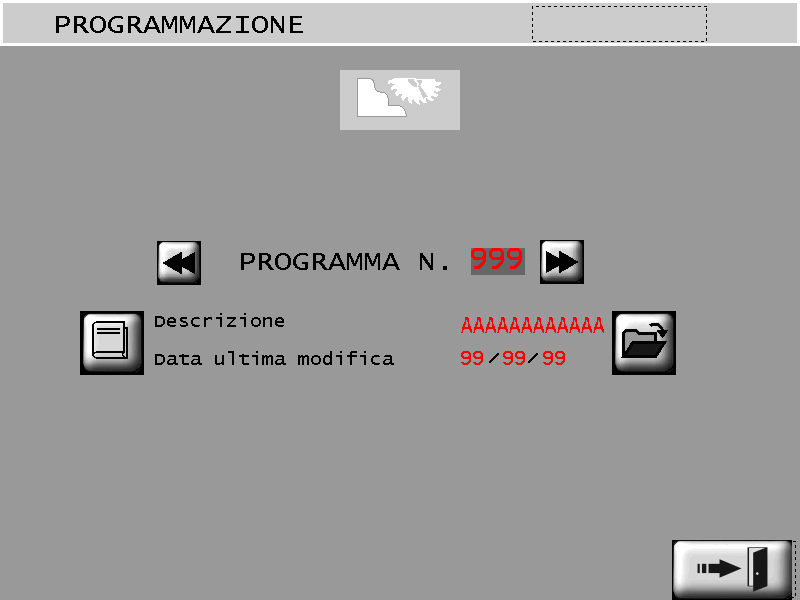 |
|||
| | |
|||
10.16 Pagine operatore - Esecuzione taglio 2D
| | |
|||
| | |
|||
| 2D  | |
|||
| | |
|||
11. Setup
11.1 Parametri generici
| GENERICO | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| TIPO DI INTERPOLAZIONE | - | - | PRECISO, NORMALE, RAPIDO | Modalità di interpolazione prefissata. Si deve impostare una delle tre categorie (preciso, normale, rapido) e quindi inserire i valori corrispondenti nei quattro parametri successivi. |
| ERRORE MASSIMO IN FINITURA | mm | 0.1 (preciso) 0.5 (normale) | 0 ÷ 99.9 | Errore applicato durante la finitura associato ad ogni modalità di interpolazione |
| STRATEGIA IN FINITURA | - | Err limit (preciso) Mix limit (normale) Vel limit (rapido) | Err limit, Mix limit, Vel limit | Strategia applicata durante la finitura associato ad ogni modalità di interpolazione |
| ERRORE MASSIMO NEL TAGLIO | mm | 0.1 (preciso) 0.5 (normale) | 0 ÷ 99.9 | Errore applicato durante il taglio sagomato associato ad ogni modalità di interpolazione |
| STRATEGIA NEL TAGLIO | - | Err limit (preciso) Mix limit (normale) Vel limit (rapido) | Err limit, Mix limit, Vel limit, Err limit, Mix limit, Vel limit | Strategia applicata durante il taglio sagomato associato ad ogni modalità di interpolazione |
| ERRORE MASSIMO IN 2D | mm | 0.1 (preciso) 0.5(normale) | 0 ÷ 99.9 | Errore applicato durante la lavorazione in 2D associata ad ogni modalità di interpolazione |
| STRATEGIA IN 2D | - | Err limit (preciso) Mix limit (normale) Vel limit (rapido) | Err limit, Mix limit, Vel limit | Strategia applicata durante la lavorazione 2D associata ad ogni modalità di interpolazione |
| MAX RPM LAMA | Giri/1 | 2480 | 0 ÷ 4000 | Giri al minuto del disco associati ad una lettura di 10V dell'ingresso analogico. |
| MAX RPM FRESA | Giri/1 | - | - |  |
| Ampere a 10V | A | - | - | Valore di corrente associata a 10V. |
| AMPERE FILTER | s | 0.2 s | 0 ÷ 10s | Filtro della lettura dell'ingresso analogico. |
| SOGLIA AMPERE | A | - | - | Se la lettura del valore di corrente assorbita supera questa soglia viene generato un allarme con relativo messaggio. |
| UTILIZZO HOMING | - | 1 | 0, 1, 2, 3 | 0: homing obbligatorio per poter eseguire qualsiasi operazione; 1: homing non obbligatorio, è possibile ignorare la richiesta e continuare ad usare la macchina; 2: homing obbligatorio per i cicli automatici, sono permessi solo i movimenti manuali; 3: homing obbligatorio per poter eseguire qualsiasi operazione. La procedura di homing viene avviata automaticamente senza premere il tasto “START”. Deve essere impostata questa modalità se TUTTI gli assi acquisiscono la loro posizione via seriale. |
| ANGOLO LIMITE | gradi | 90° | 0 ÷ 180° | Quando la variazione di direzione durante l'interpolazione supera questo angolo, viene inserito automaticamente un punto di pausa del movimento. Il movimento riprende automaticamente quando tutti gli assi coinvolti nell'interpolazione sono fermi e in tolleranza. |
| NUMERO OFFSET | - | - | - | |
| VERTICAL RESET MODE | - | - | - | DA DATI MACCHINA: INIZIO: |
| SEMIAUTO MODE | - | SINGOLO | SINGOLO, TUTTI | Posizionamento a quota: SINGOLO: un solo asse viene avviato al movimento per ogni pressione delllo START. TUTTI: tutti gli assi selezionati vengono avviati contemporaneamente alla pressione dello START. |
| FILTRO FLUSSOSTATO | s | 0 | 0 ÷ 999s | Il controllo del flussostato disattivo viene segnalato dopo questo tempo (evita la segnalazione di eventuali bolle d'aria). |
| TIME OUT MANDRINO | s | 0 | 0 ÷ 999s | Il controllo di mandrino non in rotazione viene segnalato dopo questo tempo. |
| ABILITA PROFILO 90° | - | - | ABILIT, DISABIL | DISABIL.: lavorazione “Profilatura 90°” abilitata ABILIT.: lavorazione “Profilatura 90°” disabilitata |
| MOD. INTERP. LENTA | mm/1 | - | - | |
| MOD. INTERP. VELOCE | mm/1 | - | - | |
mm  inch inch | - | mm | mm, inch | Selezione dell'unità di misura adottata. mm: una cifra decimale per le quote e nessuna per le velocità. inch: 3 cifre decimali per le quote e 2 per le velocità. Nell'area di setup tutti i parametri di misura saranno espressi in mm, nonostante questa impostazione. |
| Tipo testa | - | - | - | -90° : +180°: -180° : +180°: |
| DxRot distance | mm | - | - | |
| DyRot distance | mm | - | - | |
| DzRot distance | mm | - | - | |
| DyAC distance | mm | - | - | |
11.2 Parametri asse X
| SETUP X | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| RISOLUZ. | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicati per 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | mm | 0,5 | 0 ÷ 999 | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| T ABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| MODO ABILITAZIONE | - | 0 | 0,1 | Gestione dell'uscita “Abilitazione drive / freno” 0: modalità freno. L'uscita si attiva T ABILITAZIONE prima del movimento dell'asse e si spegne T DISABILITAZIONE dopo la fine del movimento. Se tra un movimento ed il successivo passa un tempo inferiore a T ABILITAZIONE l'uscita non si disattiva. 1: modalità abilitazione. L'uscita si disattiva solo in caso di allarme della macchina. Al ripristino dell'allarme l'uscita si attiva, ma la chiusura dell'anello di spazzio avviene T ABILITAZIONE dopo. |
| MASSIMA POS. | mm | 99999.9 | 0÷99999.9 | Massima quota raggiungibile dall'asse. |
| MINIMA POS. | mm | -99999.9 | -99999.9÷0 | Minima quota raggiungibile dall'asse. |
| HOMING POS. | mm | 0.0 | -99999.9 ÷ 99999.9 | Quota associata all'asse durante la procedura di homing |
| HOMING MODE | - | 0 | 0, 1, 2, 3 | 0: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione rallentando e, sul fronte di discesa relativo al segnale di camma, carica la quota PRESET POS. 1: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione ed in lento acquisisce il primo impulso di zero (dopo la disattivazione del segnale di camma). 2: Non viene attivata la procedura di homing con movimentazione dell'asse. Il conteggio viene aggiornato alla PRESET POS. all'attivazione del sensore di homing. 3: l'acquisizione della posizione avviene via seriale |
| VEL RAPIDA HOMING | mm/1 | 100 | 0 ÷ massima velocità | E' la prima velocità di ricerca del sensore di homing. |
| VEL LENTA HOMING | mm/1 | 50 | 0 ÷ massima velocità | E' la velocità per il rilascio del sensore di homing. |
| SEQUENZA DI HOMING | - | Si | NO, Sì | NO: l'homing per questo asse non viene eseguito durante la sequenza di homing automatica. SI': durante la sequenza di homing automatica verrà eseguito l'homing anche di questo asse. |
| AUTO - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato in automatico. |
| AUTO - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato in automatico. |
| MAN - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato nei movimenti in jog. |
| MAN - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato nei movimenti in jog. |
| VEL AUTO + | mm/1 | 10 | 0 ÷ massima velocità | E' il limite massimo della velocità dell'asse X verso direzioni positive in AUTOM. o in MANUALE. |
| VEL AUTO - | mm/1 | 10 | 0 ÷ massima velocità | E' il limite massimo della velocità dell'asse X verso direzioni negative in AUTOM. o in MANUALE. |
| VEL JOG | mm/1 | - | - | |
| MAX VEL INTERP. | % | 80 | 0 ÷ 100 | E' una percentuale della massima velocità consentita durante l'interpolazione. |
| TENSIONE DI CONTROLLO | V | 0.0 | 0.0 ÷ 10.0 V | Quando la tensione di riferimento per questo asse supera questa tensione di controllo, l'asse deve compiere uno spazio in impulsi encoder pari al parametro SPAZIO MINIMO in 1/10 di secondo altrimenti viene generato un allarme sul malfunzionamento dell'encoder.Con valore 0 (zero) il controllo è disabilitato. |
| SPAZIO MINIMO | impulsi | 2 | 0 ÷ 999999 | Numero di impulsi da eseguire in 1/10 di secondo quando la tensione di riferimento dell'asse supera la TENSIONE DI CONTROLLO. |
| CAMBIO UT. | mm | 0.0 | 0 ÷ 999999.9 | Quota dell'asse X della posizione del cambio utensile. |
| RIDUZIONE CORSA X | mm | - | - | |
11.3 Parametri assi Y e V
| SETUP Y | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| RISOLUZ. | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicati per 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | mm | 0,5 | 0 ÷ 999 | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| T ABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| MODO ABILITAZIONE | - | 0 | 0,1 | Gestione dell'uscita “Abilitazione drive / freno” 0: modalità freno. L'uscita si attiva T ABILITAZIONE prima del movimento dell'asse e si spegne T DISABILITAZIONE dopo la fine del movimento. Se tra un movimento ed il successivo passa un tempo inferiore a T ABILITAZIONE l'uscita non si disattiva. 1: modalità abilitazione. L'uscita si disattiva solo in caso di allarme della macchina. Al ripristino dell'allarme l'uscita si attiva, ma la chiusura dell'anello di spazzio avviene T ABILITAZIONE dopo. |
| MASSIMA POS. | mm | 99999.9 | 0÷99999.9 | Massima quota raggiungibile dall'asse. |
| MINIMA POS. | mm | -99999.9 | -99999.9÷0 | Minima quota raggiungibile dall'asse. |
| HOMING POS. | mm | 0.0 | -99999.9 ÷ 99999.9 | Quota associata all'asse durante la procedura di homing |
| HOMING MODE | - | 0 | 0, 1, 2, 3 | 0: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione rallentando e, sul fronte di discesa relativo al segnale di camma, carica la quota PRESET POS. 1: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione ed in lento acquisisce il primo impulso di zero (dopo la disattivazione del segnale di camma). 2: Non viene attivata la procedura di homing con movimentazione dell'asse. Il conteggio viene aggiornato alla PRESET POS. all'attivazione del sensore di homing. 3: l'acquisizione della posizione avviene via seriale |
| VEL RAPIDA HOMING | mm/1 | 100 | 0 ÷ massima velocità | E' la prima velocità di ricerca del sensore di homing. |
| VEL LENTA HOMING | mm/1 | 50 | 0 ÷ massima velocità | E' la velocità per il rilascio del sensore di homing. |
| SEQUENZA DI HOMING | - | Sì | NO, Sì | NO: l'homing per questo asse non viene eseguito durante la sequenza di homing automatica. SI': durante la sequenza di homing automatica verrà eseguito l'homing anche di questo asse. |
| AUTO - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato in automatico. |
| AUTO - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato in automatico. |
| MAN - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato nei movimenti in jog. |
| MAN - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato nei movimenti in jog. |
| VEL AUTO + | mm/1 | 10 | 0 ÷ massima velocità | Velocità dell'asse in avanti utilizzata nei movimenti dell'asse in semiautomatico e automatico non interpolati. |
| VEL AUTO - | mm/1 | 10 | 0 ÷ massima velocità | Velocità dell'asse in indietro utilizzata nei movimenti dell'asse in semiautomatico e automatico non interpolati. |
| VEL JOG | mm/1 | 10 | 0 ÷ massima velocità | E' la velocità utilizzata nel movimento in JOG. |
| MAX VEL INTERP. | % | 80 | 0 ÷ 100 | E' una percentuale della massima velocità consentita durante l'interpolazione. |
| TENSIONE DI CONTROLLO | V | 0.0 | 0.0 ÷ 10.0 V | Quando la tensione di riferimento per questo asse supera questa tensione di controllo, l'asse deve compiere uno spazio in impulsi encoder pari al parametro SPAZIO MINIMO in 1/10 di secondo altrimenti viene generato un allarme sul malfunzionamento dell'encoder.Con valore 0 (zero) il controllo è disabilitato. |
| SPAZIO MINIMO | impulsi | 2 | 0 ÷ 999999 | Numero di impulsi da eseguire in 1/10 di secondo quando la tensione di riferimento dell'asse supera la TENSIONE DI CONTROLLO. |
| CAMBIO UT. | mm | 0.0 | 0 ÷ 999999.9 | Quota dell'asse Y della posizione del cambio utensile. |
ASSE V
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| RISOLUZ. | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicati per 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| MAX SFASAMENTO YV | puls | - | - | |
| V phasing enable | - | - | - | NO: SI': |
| V HOMING POS. | mm | - | - | |
| MAX SFASAM. PRESET | mm | - | - | |
11.4 Parametri asse Z
| SETUP Z | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| RISOLUZ. | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicati per 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | mm | 0,5 | 0 ÷ 999 | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| T ABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| MODO ABILITAZIONE | - | 0 | 0,1 | Gestione dell'uscita “Abilitazione drive / freno” 0: modalità freno. L'uscita si attiva T ABILITAZIONE prima del movimento dell'asse e si spegne T DISABILITAZIONE dopo la fine del movimento. Se tra un movimento ed il successivo passa un tempo inferiore a T ABILITAZIONE l'uscita non si disattiva. 1: modalità abilitazione. L'uscita si disattiva solo in caso di allarme della macchina. Al ripristino dell'allarme l'uscita si attiva, ma la chiusura dell'anello di spazzio avviene T ABILITAZIONE dopo. |
| MASSIMA POS. | mm | 99999.9 | 0÷99999.9 | Massima quota raggiungibile dall'asse con il disco a 90° |
| MINIMA POS. | mm | 99999.9 | 0÷99999.9 | Minima quota raggiungibile dall'asse con il disco a 0° |
| HOMING POS. | mm | 0.0 | -99999.9 ÷ 99999.9 | Quota associata all'asse durante la procedura di homing |
| HOMING MODE | - | 0 | 0, 1, 2, 3 | 0: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione rallentando e, sul fronte di discesa relativo al segnale di camma, carica la quota PRESET POS. 1: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, invertela direzione ed in lento acquisisce il primo impulso di zero (dopo la disattivazione del segnale di camma). 2: Non viene attivata la procedura di homing con movimentazione dell'asse. Il conteggio viene aggiornato alla PRESET POS. all'attivazione del sensore di homing. 3: l'acquisizione della posizione avviene via seriale |
| VEL RAPIDA HOMING | mm/1 | 100 | 0 ÷ massima velocità | E' la prima velocità di ricerca del sensore di homing. |
| VEL LENTA HOMING | mm/1 | 50 | 0 ÷ massima velocità | E' la velocità per il rilascio del sensore di homing. |
| SEQUENZA DI HOMING | - | Sì | NO, Sì | NO: l'homing per questo asse non viene eseguito durante la sequenza di homing automatica. SI': durante la sequenza di homing automatica verrà eseguito l'homing anche di questo asse. |
| AUTO - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato in automatico. |
| AUTO - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato in automatico. |
| MAN - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato nei movimenti in jog. |
| MAN - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato nei movimenti in jog. |
| VEL AUTO + | mm/1 | 10 | 0 ÷ massima velocità | Velocità dell'asse in avanti utilizzata nei movimenti dell'asse in semiautomatico e automatico non interpolati. |
| VEL AUTO - | mm/1 | - | - | Velocità dell'asse in indietro utilizzata nei movimenti dell'asse in semiautomatico e automatico non interpolati. |
| VEL JOG | mm/1 | 10 | 0 ÷ massima velocità | E' la velocità utilizzata nel movimento in JOG. |
| MAX VEL INTERP. | % | 80 | 0 ÷ 100 | E' una percentuale della massima velocità consentita durante l'interpolazione. |
| TENSIONE DI CONTROLLO | V | 0.0 | 0.0 ÷ 10.0 V | Quando la tensione di riferimento per questo asse supera questa tensione di controllo, l'asse deve compiere uno spazio in impulsi encoder pari al parametro SPAZIO MINIMO in 1/10 di secondo altrimenti viene generato un allarme sul malfunzionamento dell'encoder.Con valore 0 (zero) il controllo è disabilitato. |
| SPAZIO MINIMO | impulsi | 2 | 0 ÷ 999999 | |
| DIST. SIC. PER INCL. | mm | - | - | |
| D. SIC. MOT. LUNGO | mm | - | - | |
11.5 Parametri asse A
| SETUP A | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| RISOLUZ. | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicati per 4 forniti all'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | ° | 0,05 | 0 ÷ 90.00° | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| Min A Angle | ° | 0 | -180°÷ 180° | |
| Min A reduct. X | ° | 0 | -180°÷ 180° | |
| Max A reduct. X | ° | - | - | |
11.6 Parametri asse C
| SETUP C | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| RISOLUZ. | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicato 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | mm | 0,5 | 0 ÷ 999 | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| T ABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | s | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| MODO ABILITAZIONE | - | 0 | 0, 1 | Gestione dell'uscita “Abilitazione drive / freno” 0: modalità freno. L'uscita si attiva T ABILITAZIONE prima del movimento dell'asse e si spegne T DISABILITAZIONE dopo la fine del movimento. Se tra un movimento ed il successivo passa un tempo inferiore a T ABILITAZIONE l'uscita non si disattiva. 1: modalità abilitazione. L'uscita si disattiva solo in caso di allarme della macchina. Al ripristino dell'allarme l'uscita si attiva, ma la chiusura dell'anello di spazzio avviene T ABILITAZIONE dopo. |
| MASSIMA POS. | ° | 0 | -180°÷ 180° | Massima quota raggiungibile dall'asse. |
| MINIMA POS. | ° | 0 | -180°÷ 180° | Minima quota raggiungibile dall'asse. |
| HOMING POS. | ° | 0 | -180°÷ 180° | Quota associata all'asse durante la procedura di homing |
| HOMING MODE | - | 0 | 0, 1, 2, 3 | 0: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione rallentando e, sul fronte di discesa relativo al segnale di camma, carica la quota PRESET POS. 1: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, invertela direzione ed in lento acquisisce il primo impulso di zero (dopo la disattivazione del segnale di camma). 2: Non viene attivata la procedura di homing con movimentazione dell'asse. Il conteggio viene aggiornato alla PRESET POS. all'attivazione del sensore di homing. 3: l'acquisizione della posizione avviene via seriale |
| VEL RAPIDA HOMING | °/1 | 100 | 0 ÷ massima velocità | E' la prima velocità di ricerca del sensore di homing. |
| VEL LENTA HOMING | °/1 | 50 | 0 ÷ massima velocità | E' la velocità per il rilascio del sensore di homing. |
| SEQUENZA DI HOMING | - | Si | NO, Sì | NO: l'homing per questo asse non viene eseguito durante la sequenza di homing automatica. SI': durante la sequenza di homing automatica verrà eseguito l'homing anche di questo asse. |
| AUTO - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato in automatico. |
| AUTO - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato in automatico. |
| MAN - T ACCELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per accelerare da fermo alla velocità massima applicato nei movimenti in jog. |
| MAN - T DECELERAZIONE | s | 1.00 | 0 ÷ 10.0 | Definisce il tempo necessario all'asse per decelerare dalla velocità massima a zero applicato nei movimenti in jog. |
| VEL AUTO + | °/1 | 10 | 0 ÷ massima velocità | E' il limite massimo della velocità dell'asse C verso direzioni positive in AUTOM. o in MANUALE. |
| VEL AUTO - | °/1 | 10 | 0 ÷ massima velocità | E' il limite massimo della velocità dell'asse C verso direzioni negative in AUTOM. o in MANUALE. |
| VEL RAPIDA JOG | °/1 | 10 | 0 ÷ massima velocità | E' la velocità utilizzata nel movimento in JOG. |
| TENSIONE DI CONTROLLO | V | 0.0 | 0.0 ÷ 10.0 V | Quando la tensione di riferimento per questo asse supera questa tensione di controllo, l'asse deve compiere uno spazio in impulsi encoder pari al parametro SPAZIO MINIMO in 1/10 di secondo altrimenti viene generato un allarme sul malfunzionamento dell'encoder.Con valore 0 (zero) il controllo è disabilitato. |
| SPAZIO MINIMO | impulsi | 2 | 0 ÷ 999999 | Numero di impulsi da eseguire in 1/10 di secondo quando la tensione di riferimento dell'asse supera la TENSIONE DI CONTROLLO. |
11.7 Tarature
11.7.1 Calcolo della risoluzione
-
Assicurarsi che con un valore di uscita analogica +1 Volt il conteggio ENCODER aumenti
-
Assicurarsi che con un valore di uscita analogica -1 Volt il conteggio ENCODER diminuisca
-
Segnare la posizione di partenza
-
Azzerare il valore ENCODER
-
Eseguire il movimento di n. spazio
-
Trascrivere nel campo PULSE, il valore visualizzato nel campo ENCODER
-
Misurare lo spazio percorso
-
Scrivere il valore nel campo MEASURE
Importante:
Il valore di PULSE dovrà sempre essere superiore al valore di MEASURE (il valore ottimale è “MEASURE x 10 = PULSE”)
Introdurre il valore MEASURE nell'unità di misura scelta. Esempio: se l'unità di misura scelta è 1/10mm e la misura di delta spazio è 133.5mm, introdurre il valore 1335 nel campo MEASURE.
11.7.2 Calibratura assi
| C.&T. X C.&T. Y/V C.&T. Z C.&T. C | |
* PG-XX = Parametri Generici, XX = numero
-
P.ter = Parametri
-
U.M. = Unità di misura
-
Def. = Default
| P.ter | U.M. | Def. | Range | Description |
|---|---|---|---|---|
| OFFSET | Volt | 0.0 | 0.0 ÷ 10.0 | Valore di tensione che viene sommato all'uscita analogica per compensare l'offset di tensione dell'impianto. |
| MAX VELOCITA | mm/1 | 100 | 0.0 ÷ 999999 | Velocità dell'asse corrispondente a 10V erogati dall'uscita analogica. |
| FEEDFORWARD | % | 100.0 | 0.0 ÷ 100.0 | È il coefficiente percentuale che, moltiplicato per la velocità, genera la parte feed-forward dell'uscita di regolazione. |
| PROP. GAIN | - | 0 | - | È il coefficiente che moltiplicato per l'errore di inseguimento genera la parte proporzionale dell'uscita di regolazione. |
| T. DERIVATIVO | S | 0 | - | È il tempo che produce il coefficiente derivativo dell'errore di inseguimento. La derivazione di tale errore moltiplicata per tale coefficiente genera la parte derivativa dell'uscita di regolazione. |
| T. INTEGRALE | S | 0 | - | È il tempo che produce il coefficiente di integrazione dell'errore di inseguimento. L'integrazione di tale errore moltiplicata per tale coefficiente genera la parte integrale dell'uscita di regolazione. |
| MAX ERR: INSEG. | mm | 99999,9 | 99999,9 0.0 ÷ 999999 | Definisce il massimo scostamento accettabile tra la posizione teorica e la posizione reale dell'asse. |
Le seguenti operazioni devono essere eseguite una volta che sono stati impostati i seguenti parametri:
-
RISOLUZIONE: impostare la risoluzione corretta.
-
MASSIMA POSIZIONE: inserire un valore molto grande positivo (Es.: 9999 mm)
-
MINIMA POSIZIONE: inserire un valore molto grande negativo (Es.: - 9999 mm)
-
MAN – T ACCELERAZIONE / MAN – T DECELERAZIONE: impostare un tempo accelerazione e decelerazione sostenibile dall'asse.
| Sicurezza | |
|---|---|
| 1 | Assicurarsi che il pulsante di emergenza tolga potenza ai motori in modo da essere in condizione di sicurezza nel caso in cui la macchina dovesse muoversi in modo incontrollato. Si consiglia di eseguire la prima taratura con i motori svincolati dalla struttura meccanica al fine di evitare possibili danni. Si consiglia di eseguire la prima taratura con i motori svincolati dalla struttura meccanica al fine di evitare possibili danni. |
| 2 | Ripristinare la macchina da eventuali condizioni di emergenza resettando gli allarmi: |
| Impostazione del parametro OFFSET | |
| 1 |  |
| 2 | Inserire il valore 0 (zero) nel parametro VOUT |
| 3 | Agire sul parametro OFFSET (con un inserimento diretto oppure usando i tasti |
| Verifica conteggio e senso di rotazione: si deve verificare che ad una tensione in uscita maggiore di 0 (zero) corrisponda una variazione incrementale della posizione dell'asse | |
| 1 | |
| 2 | Inserire un valore positivo nel parametro VOUT |
| 3 | Verificare che il valore del parametro POSIZIONE si incrementi. |
| 4 |  : la tensione in uscita VOUT si azzera senza rampa. : la tensione in uscita VOUT si azzera senza rampa. |
| 5 | Se il senso di rotazione del motore non è corretto si deve intervenire sul cablaggio invertendo i segnali PHA e PHB. |
| Velocità massima: determinare la velocità di movimento dell'asse che corrisponde ad una tensione di 10V in uscita | |
| 1 | |
| 2 | Inserire un valore positivo nel parametro VOUT (Se possibile inserire un valore vicino a 10V). |
| 3 | Leggere il valore visualizzato nel parametro VELOCITA'. |
| 4 | Determinare il valore del parametro MAX VELOCITA' con la formula: MAX VELOCITA'= 10×VELOCITA'/VOUT |
| 5 | : la tensione in uscita VOUT si azzera senza rampa. |
| 6 | Inserire il valore calcolato nella MAX VELOCITA'. |
| Parametri per la retroazione di spazio: i parametri interessati sono FEEDFORWARD, PROP. GAIN, T DERIVATIVO e T INTEGRALE. Una volta eseguite correttamente le fasi precedenti, continuare con: | |
| 1 | Inserire il valore 100.0% nel parametro FEEDFORWARD. |
| 2 | Inserire il valore 1 nel parametro PROP. GAIN. |
| 3 | Se il valore ERRORE INSEG. è diverso da 0 (zero), si potrà notare un movimento dell'asse che tende a ridurre tale valore. |
| 4 | Inserire ora una valore di spazio nel parametro DELTA e un valore di velocità nel parametro SET VELOCITA' (minore del valore di MAX VELOCITA'). |
| 5 |  per avviare la successione di movimenti dell'asse. per avviare la successione di movimenti dell'asse. |
| 6 | Appare il messaggio TAR. |
| 7 | L'asse in taratura inizierà un movimento in avanti di uno spazio pari a DELTA ad una velocità SET VELOCITA'. |
| 8 | Una volta concluso il primo posizionamento ritornerà nella posizione iniziale per poi riprendere il movimento. |
| 9 | Durante questi movimenti è possibile controllare il valore di ERRORE INSEG. e agire sui parametri FEEDFORWARD e PROP. GAIN per cercare di mantenerlo a valori più bassi possibile. I criteri da seguire sono: • Aumentare gradualmente il valore di PROP. GAIN finché l'asse non vibra eccessivamente nella fase di arresto. A quel punto ridurre leggermente il valore per avere un comportamento accettabile. • Il valore di FEEDFORWARD deve essere variato con la seguente regola: |
| 10 | Durante questi movimenti il superamento della soglia da parte dell'errore di inseguimento non crea un allarme della macchina, ma viene semplicemente segnalato tramite il simbolo |
11.7.3 Salvataggio/Richiamo dati MMC
| SAVE | | Esegue il salvataggio dei dati |
| RECALL | | Esegue il richiamo dei dati salvati precedentemente |
11.7.4 Backup/Ripristino dati su memoria dispositivo
| BACKUP | | Esegue il backup dei dati |
| RESTORE | | Esegue il ripristino dei dati precedentemente salvati |
12. Diagnostica
12.1 Ingressi
| INGRESSI | |
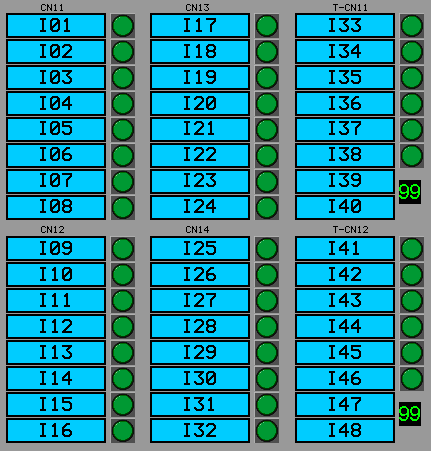 | Visualizzazione dello stato degli ingressi digitali suddivisi per connettore |
 | Visualizzazione del valore degli ingressi analogici |
12.2 Uscite
| USCITE | |
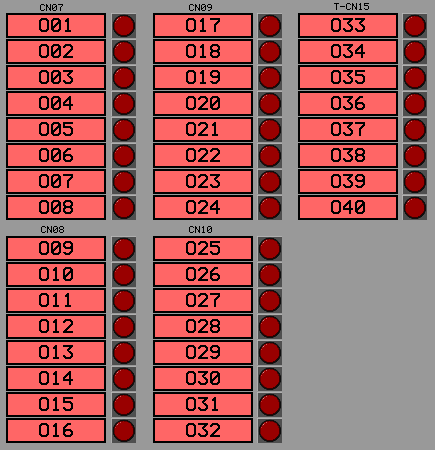 | Visualizzazione dello stato delle uscite digitali suddivise per connettore |
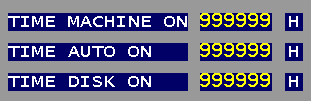 | Indicatori del tempo di utilizzo TIME MACHINE ON: Tempo macchina accesa TIME AUTO: Tempo macchina in automatico TIME DISK ON: Tempo di utilizzo del disco |
12.3 Conteggi
| ENCODERS | | Posizioni di ogni asse in unità di misura lineare o angolare |
12.4 Uscite analogiche
| USCITE AN. | | Valore di tensione delle uscite analogiche |
13. Homing
| | |
| Homing abilitato | |
| Homing disabilitato | |
| Homing non eseguito | |
| Homing eseguito correttamente | |
 | Delta di errore |
| By-pass homing |
13.1 Esecuzione dell'homing
-
Selezionare gli assi interessati

-
Attivare l'ingresso
-
Se la procedura si conclude correttamente si illumina il led

-
Se la procedura non si conclude correttamente il led resta spento

-
A lato risulta l'errore Delta
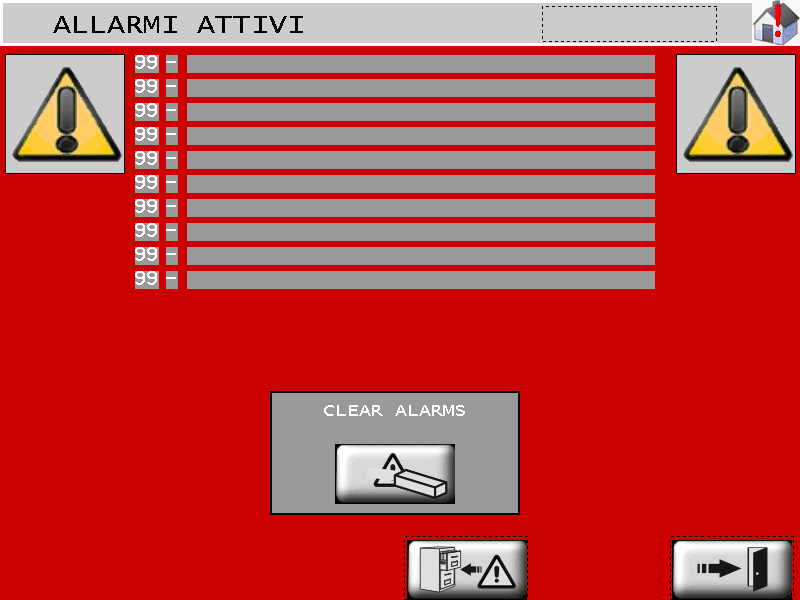
14. Allarmi e messaggi
| ALLARMI | |
| Cancellare gli allarmi | |
| Storico allarmi |
14.1 Allarmi
| Allarme | Causa | Soluzione |
|---|---|---|
| Emergenza | Emergenza manuale | - |
| FC asse Y - | L'asse Y ha toccato il FC minimo | - |
| FC asse Y + | L'asse Y ha toccato il FC massimo | - |
| FC asse Z - | L'asse Z ha toccato il FC minimo | - |
| FC asse Z + | L'asse Z ha toccato il FC massimo | - |
| FC asse X - | L'asse X ha toccato il FC minimo | - |
| FC asse X + | L'asse X ha toccato il FC massimo | - |
| Lama non in rotazione | Durante un ciclo automatico la lama deve essere in rotazione | - |
| Pressione acqua | Non viene rilevata la presenza dell'acqua di raffreddamento. | La valvola potrebbe essere chiusa. |
| Overcurrent motore lama | Il motore della lama ha assorbito un valore di corrente superiore alla soglia | - |
| Errore inseguimento Z | L'errore di inseguimento dell'asse ha superato la soglia massima | - |
| Errore inseguimento Y | - | |
| Errore inseguimento X | - | |
| Fault interpolazione | Si è verificato un errore durante l'interpolazione degli assi. | Uno degli assi potrebbe aver superato la sua corsa massima. |
| Fault driver X | Uno dei driver degli assi è nello stato di fault | - |
| Fault driver Y | - | |
| Fault driver Z | - | |
| Fault driver H | Fault del driver dell'asse H | - |
| Fault driver D | Fault del driver dell'asse D (Mandrino) | - |
| Timeout seriale | Mancanza continuata di comunicazione tra il controllo e il terminale operatore | - |
| Termico driver Y | Interruttore termico del driver Y intervenuto | - |
| Termico driver Z | Interruttore termico del driver Z intervenuto | - |
| Termico freno Z | Interruttore termico del freno di Z intervenuto | - |
| Termico driver H | Interruttore termico del driver H intervenuto | - |
| Termico freno H | Interruttore termico del freno di H intervenuto | - |
| Termico riscal. quadro | Interruttore termico del quadro intervenuto | - |
| Ventilazione quadro | Emergenza ventilazione del quadro | - |
| Emergenza quadro | Emergenza interna al quadro | - |
| Mancanza ausiliari | Alimentazione degli ausiliari non presente | - |
| Barriere interrotte | Sono state interrotte le barriere di sicurezza | - |
| Anomalia pressione | Pressione aria troppo bassa | - |
| Assenza utensile | Utensile non presente nel mandrino | - |
| Utensile non bloccato | Utensile bloccato nel mandrino | - |
| Anomalia encoder X | L'encoder dell'asse non funziona regolarmente | - |
| Anomalia encoder Y | - | |
| Anomalia encoder Z | - |
14.2 Messaggi
| Messaggio | Motivo | Risoluzione |
|---|---|---|
| ATTENDERE… | E' in corso una fase di calcolo. | - |
| ERRORE PERCORSO | Si è verificato un errore nella fase di inserimento della traiettoria prima dell'esecuzione. | E' possibile che il percorso sia troppo lungo |
| ERR: LAMA INCLINATA | L'inclinazione della lama e dell'utensile non è corretto per la lavorazione richiesta. | Posizionare la lama o l'utensile con la giusta inclinazione |
| LAVORO CONCLUSO | Il ciclo automatico si è concluso copletamente senza problemi. | - |
| X FUORI POSIZIONE | La posizione di X non è corretta. | Dovrebbe trovarsi in una posizione esterna ai FC autoappresi. |
| BATTERIA ESAURITA | La batteria posta sul controllo è esaurita o in fase di esaurimento. | Vedi il manuale di installazione e manutenzione per le istruzioni di sostituzione della batteria |
| ESEGUIRE HOMING | Non è stata eseguita la procedura di homing. | E' necessario eseguire una procedura di homing per poter eseguire l'operazione. |
| ERRORE CALCOLO ARCO | Errore nel calcolo dei punti per gli archi. | Controllare che i parametri di setup siano corretti. |
| ERRORE NELLA COMPENSAZIONE UTENSILE! | La compensazione utensile per questa lavorazione non è possibile. | Modificare la geometria. |
14.3 Storico allarmi
| | |
| Cancellare gli allarmi | |
| Torna alla pagina allarmi |
 | Pagina precedente |
| Pagina successiva |
15. Dati macchina
| DATI MACCHINA |   |
 | Imposta il diametro del disco |
 |  Imposta lo spessore dell'anima del disco Imposta lo spessore dell'anima del disco Imposta lo spessore di taglio del disco Imposta lo spessore di taglio del disco |
 | Imposta la massima velocità desiderata per il disco |
 | Imposta la massima velocità desiderata per la fresa |
 | Visualizza l'ora e la data attuali |
 | Imposta i tempi per l'ingrassaggio automatico |
 |  Visualizza la quota attuale dell'asse Z Visualizza la quota attuale dell'asse Z Visualizza la minima quota dell'asse Z Visualizza la minima quota dell'asse Z Imposta la minima quota attuale dell'asse Z con scrittura del valore Imposta la minima quota attuale dell'asse Z con scrittura del valore  Imposta la minima quota attuale dell'asse Z con autoapprendimento Imposta la minima quota attuale dell'asse Z con autoapprendimento |
 |  Imposta la quota di sicurezza di risalita dell'asse Z Imposta la quota di sicurezza di risalita dell'asse Z Imposta la velocità di discesa dell'asse Z in automatico Imposta la velocità di discesa dell'asse Z in automatico |
 | |
 | Cambio lingua |
| Pagina successiva |
 | Ora attuale. per modificare |
 | Data attuale. per modificare |
 | Interruttore quote in mm/pollici |
 | Visualizza le ore totali che la macchina ha lavorato con il disco acceso |
 | Visualizza le ore che la macchina ha lavorato con il disco acceso resettabile con il tasto |
 |  Visualizza la posizione attuale degli assi Visualizza la posizione attuale degli assi Visualizza la posizione del punto iniziale memorizzato Visualizza la posizione del punto iniziale memorizzato Visualizza e imposta la posizione di cambio utensile della macchina Visualizza e imposta la posizione di cambio utensile della macchina |
 | |
 | Imposta il tempo in secondi di accensione del laser |
| Pagina precedente |
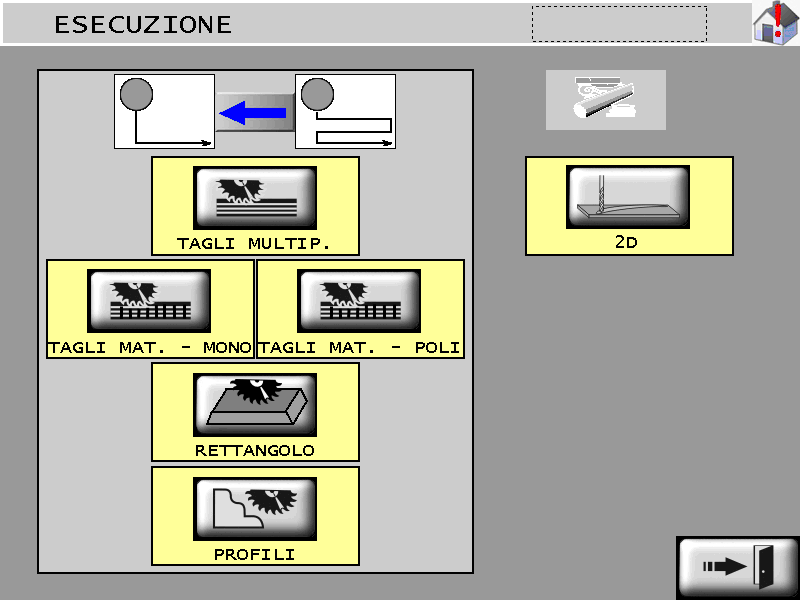
16. Esecuzione
| ESECUZIONE | |
 | Scelta direzione del taglio:  taglio in un'unica direzione taglio in un'unica direzione  taglio bilaterale taglio bilaterale |
| TAGLI MULTIP. | Tagli multipli |
| TAGLI MAT. - MONO | Taglio mattonelle monom. |
| TAGLI MAT. - POLI | Taglio mattonelle polim. |
| RETTANGOLO | Taglio rettangolo |
| PROFILI | Esecuzione profili |
| 2D | Esecuzione lavori 2D |
16.1 Tagli multipli
| TAGLI MULTIP. |   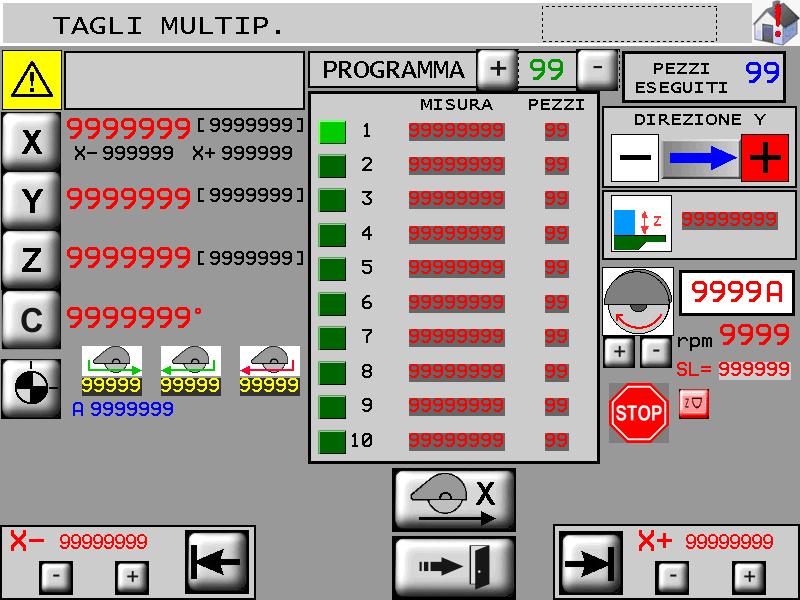 |
| Visualizza lo stato della macchina: |
|
| Posizionamento |
|
| Azzeramento disco |
|
 | Impostazione numero pezzi da tagliare della prima misura (n° tagli = n° pezzi + 1) |
 | Impostazione misura |
 | Numero di programma da eseguire o da modificare |
 | Visualizza il numero di pezzi eseguiti |
 | Impostazione della direzione di movimento dell'asse Y |
 | Impostazione dello spessore da tagliare (valore senza segno) |
 | Visualizzazione dati disco e impostazione Rpm: |
 | Incremento di discesa per il taglio in avanti esempio: 8mm |
 | Incremento di discesa per il taglio indietro esempio: 4mm |
 | Incremento di discesa per l'ultima passata indietro esempio: 3mm |
 Inserire anche immagine per l'Y Inserire anche immagine per l'Y | |
 | Visualizzazione ed impostazione oltre corsa taglio sinistro |
| Movimentazione in automatico al valore di oltre corsa sinistro | |
 | Visualizzazione ed impostazione oltre corsa taglio destro |
| Movimentazione in automatico al valore di oltre corsa destro |
16.1.1 Posizionamento
| | 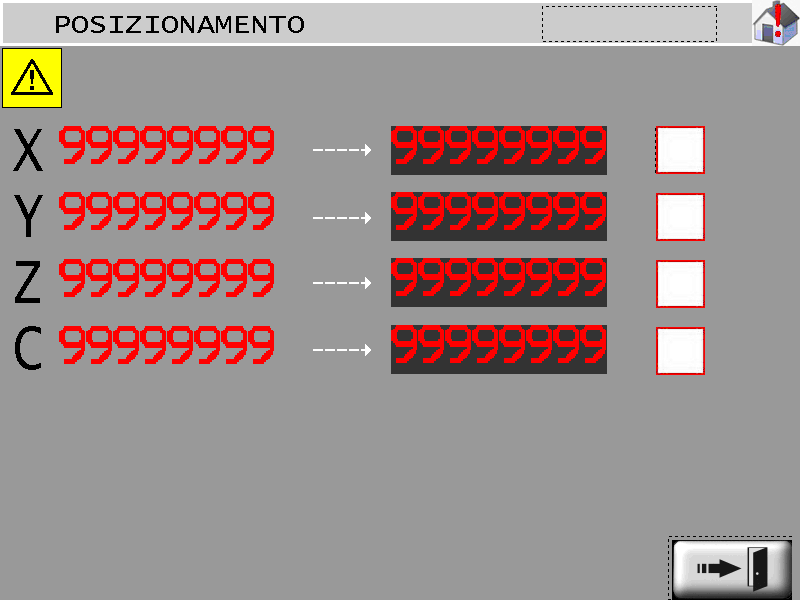 |
Descrizione della pagina
 | |
 | |
|
16.1.2 Azzeramento Disco 2D
| |  |
 | |
 | |
 | |
|
16.2 Tagli mattonelle Monom.
| TAGLI MAT. - MONO | 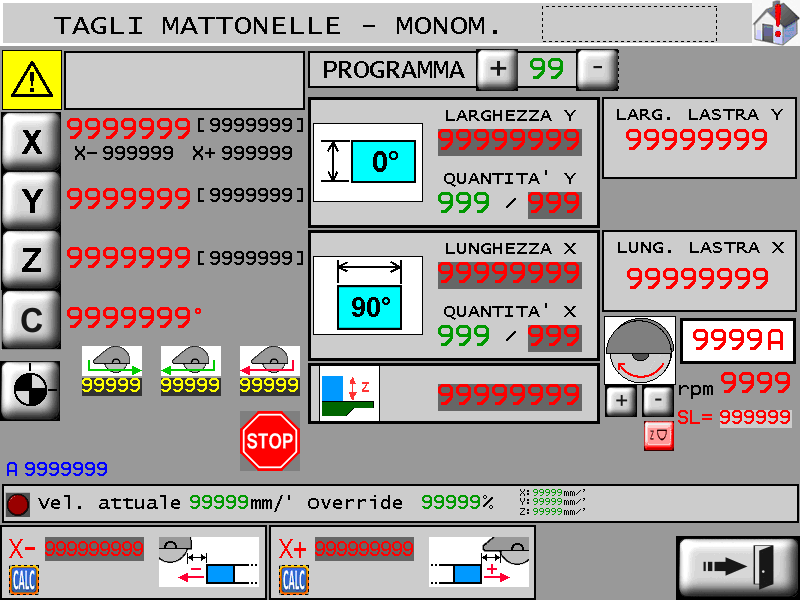 |
| Visualizza lo stato della macchina: |
|
| Posizionamento |
|
| Azzeramento disco |
|
 |  Impostazione della misura secondo l'asse della mattonella Impostazione della misura secondo l'asse della mattonella Impostazione della quantità di pezzi da tagliare secondo l'asse Impostazione della quantità di pezzi da tagliare secondo l'asse |
 |
|
 | Spessore da tagliare (valore senza segno) |
| Numero di programma da eseguire o da modificare |
 | |
 | Visualizzazione dati disco e impostazione Rpm: |
| Stop |
|
| Parcheggio |
|
 | Visualizzazione delle misure della lastra necessaria per questa lavorazione |
| Incremento di discesa per il taglio in avanti esempio: 8mm |
| Incremento di discesa per il taglio indietro esempio: 4mm |
| Incremento di discesa per l'ultima passata indietro esempio: 3mm |
  | Valori di oltrecorsa |
16.2.1 Posizionamento
| | |
Vedi capitolo Posizionamento
16.2.2 Azzeramento Disco 2D
| | |
Vedi capitolo Azzeramento Disco 2D
16.3 Tagli mattonelle Polim.
| TAGLI MAT. - POLI |  |
| Visualizza lo stato della macchina: |
|
| Posizionamento |
|
| Azzeramento disco |
|
| Impostazione numero pezzi da tagliare della prima misura (n° tagli = n° pezzi + 1) |
| Impostazione misura |
 | |
| Numero di programma da eseguire o da modificare |
| Visualizza il numero di pezzi eseguiti |
| Impostazione della direzione di movimento dell'asse Y |
 | Impostazione della direzione di movimento dell'asse X |
| |
|
|
|
|
| Impostazione dello spessore da tagliare (valore senza segno) |
 | Visualizzazione dati disco e impostazione Rpm: |
| Stop |
|
| Parcheggio |
|
| Incremento di discesa per il taglio in avanti esempio: 8mm |
| Incremento di discesa per il taglio indietro esempio: 4mm |
| Incremento di discesa per l'ultima passata indietro esempio: 3mm |
| Visualizzazione ed impostazione oltre corsa taglio sinistro |
| Movimentazione in automatico al valore di oltre corsa sinistro | |
| Visualizzazione ed impostazione oltre corsa taglio destro |
| Movimentazione in automatico al valore di oltre corsa destro | |
 | Visualizzazione ed impostazione oltre corsa taglio basso |
| Movimentazione in automatico al valore di oltre corsa basso | |
 | Visualizzazione ed impostazione oltre corsa taglio alto |
| Movimentazione in automatico al valore di oltre corsa alto |
16.3.1 Posizionamento
| | |
Vedi capitolo Posizionamento
16.3.2 Azzeramento Disco 2D
| | |
Vedi capitolo Azzeramento Disco 2D
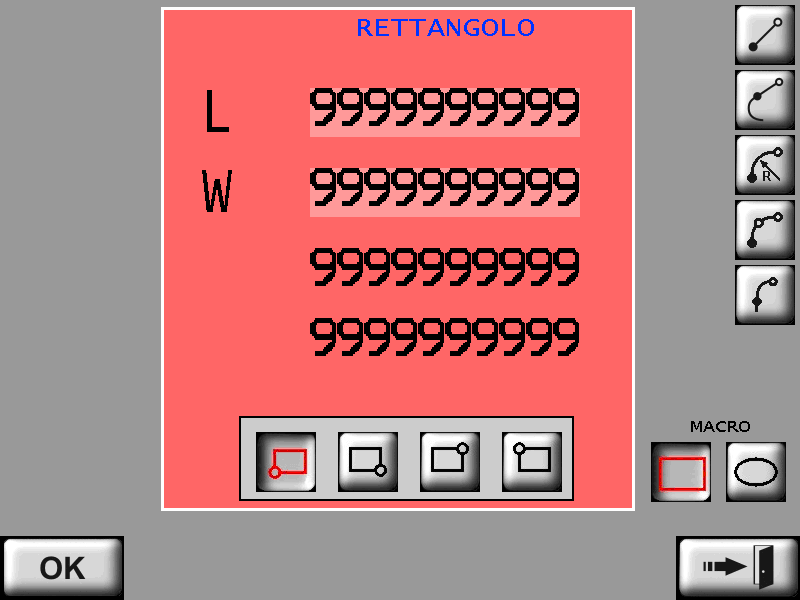
16.4 Rettangolo
| RETTANGOLO | 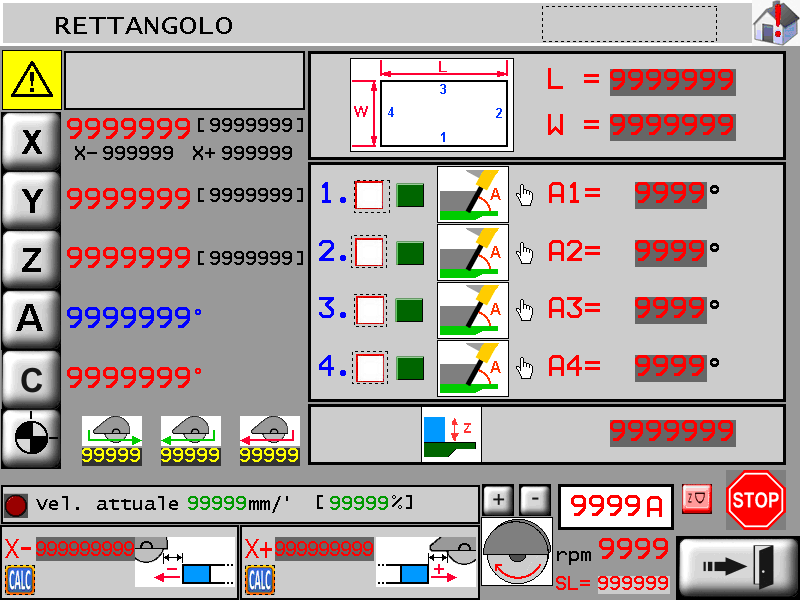 |
| Visualizza lo stato della macchina: |
|
| Posizionamento |
|
| Azzeramento disco |
|
 | Dimensioni del rettangolo |
| Abilitazione tagli da realizzare | |
| OFF = Taglio eseguito ON = Taglio non eseguito |
|
 | Gradi di inclinazione per il taglio |
 | Impostazione dell'inclinazione interno/esterno |
 | Impostazione dello spessore da tagliare (valore senza segno) |
 | Visualizzazione dati disco e impostazione Rpm: |
| Stop |
|
| Parcheggio |
|
| Incremento di discesa per il taglio in avanti esempio: 8mm |
| Incremento di discesa per il taglio indietro esempio: 4mm |
| Incremento di discesa per l'ultima passata indietro esempio: 3mm |
  | Valori di oltrecorsa |
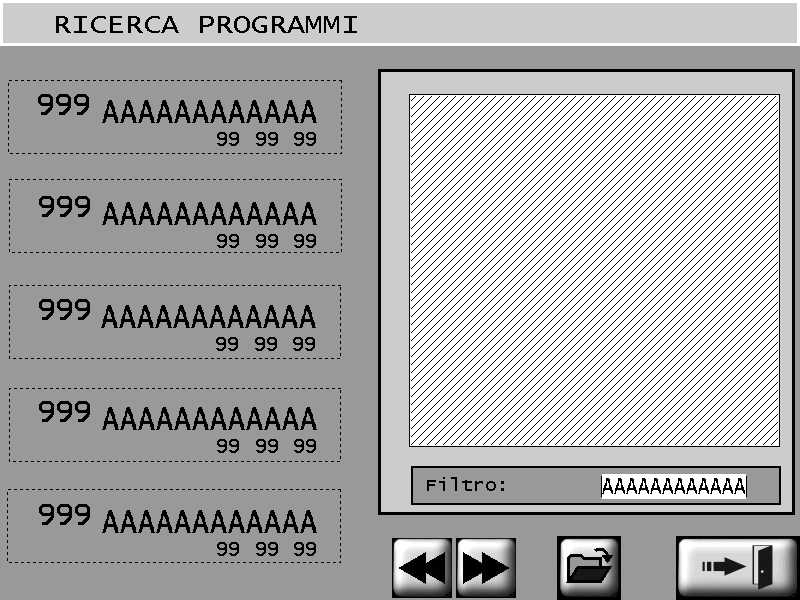
16.5 Profili
| PROFILI | |
| Avanti/Indietro programmi | |
| Visualizza la pagina di ricerca programmi con anteprima | |
| Apri programma |
16.5.1 Ricerca programmi
| | |
| Scorri programmi avanti/indietro | |
| Apri programmi |
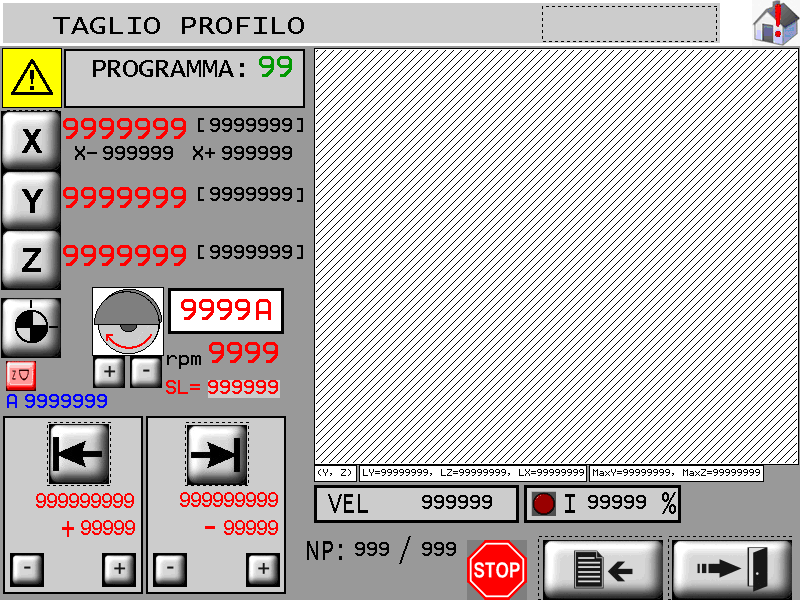
16.5.2 Taglio profilo
| |  |
| Visualizza lo stato della macchina: |
|
| Posizionamento |
|
| Azzeramento disco |
|
 | Numero di programma da eseguire |
 | |
 | |
| Visualizzazione dati disco e impostazione Rpm: |
| Stop |
|
| Parcheggio |
|
| Incremento di discesa per il taglio in avanti esempio: 8mm |
| Incremento di discesa per il taglio indietro esempio: 4mm |
| Incremento di discesa per l'ultima passata indietro esempio: 3mm |
 | |
 | |
| Vedi capitolo Programmazione profili |
16.6 2D
| 2D | |
| Avanti/Indietro programmi | |
| Visualizza la pagina di ricerca programmi con anteprima | |
| Apri programma |
16.6.1 Ricerca programmi
| | |
| Scorri programmi avanti/indietro | |
| Apri programmi |
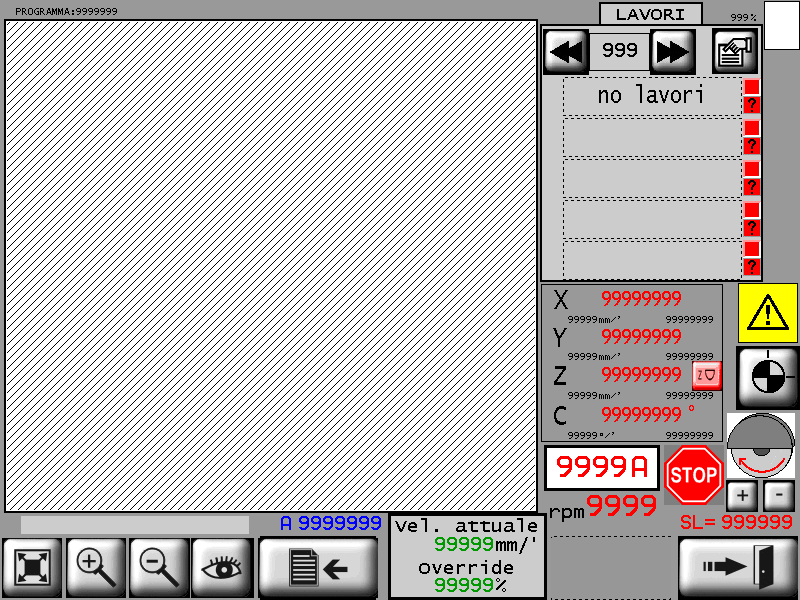
16.6.2 Taglio 2D
| | |
 | Visualizza l'elenco dei lavori memorizzati 1° riga 1° riga 2° riga 2° riga |
| Visualizza lo stato della macchina: |
|
 | |
| Azzeramento disco |
|
 | Visualizzazione dati disco e impostazione Rpm: |
 | |
| Aumenta zoom | |
| Diminuisci zoom | |
| Zoom indietro | |
| Abilita/Disabilita la visualizzazione dell'utensile | |
| Vedi capitolo Programmazione lavori 2D |
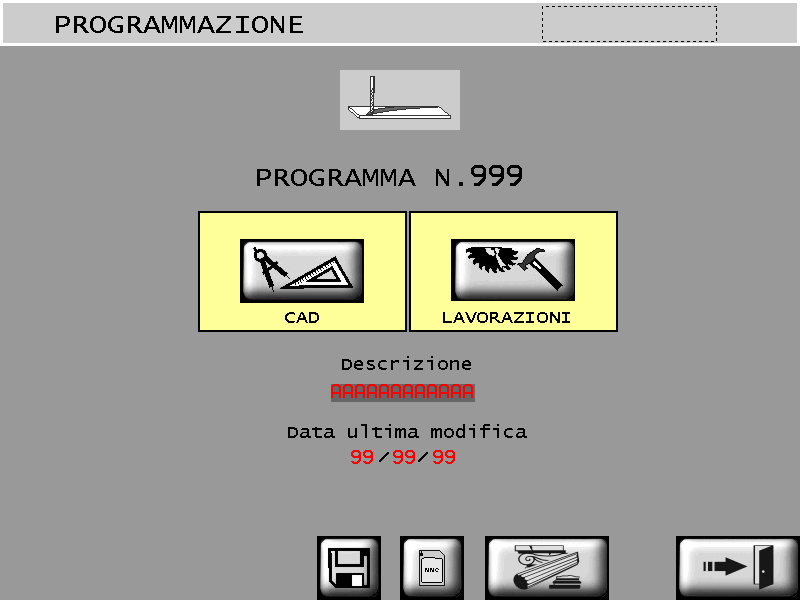
17. Programmazione
| PROGRAMMAZIONE | |
17.1 Programmazione profili
| PROFILI  | |
|
| | |
|
 | Editor profili |
| Parametri profili |
 | Nome del programma |
| Salva programmi | |
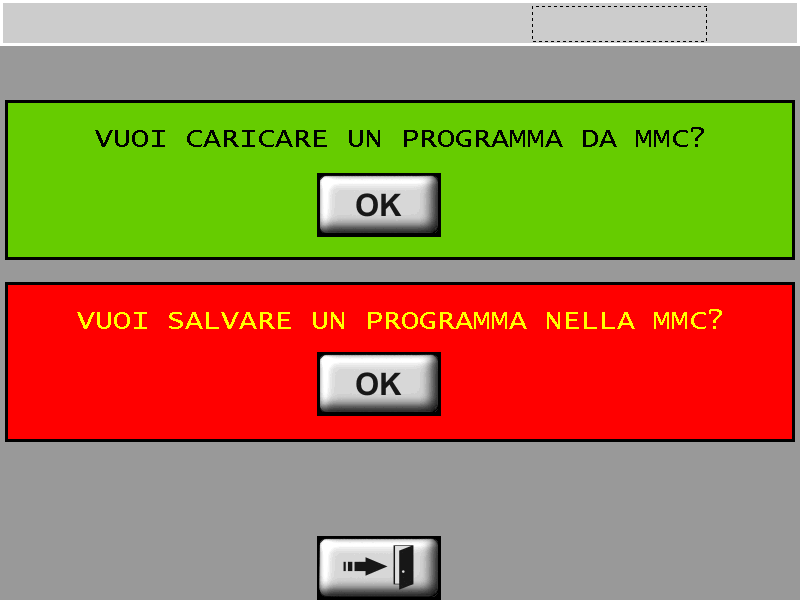
 | Carica/Salva programmi MMC |
| Vedi capitolo Taglio profilo |
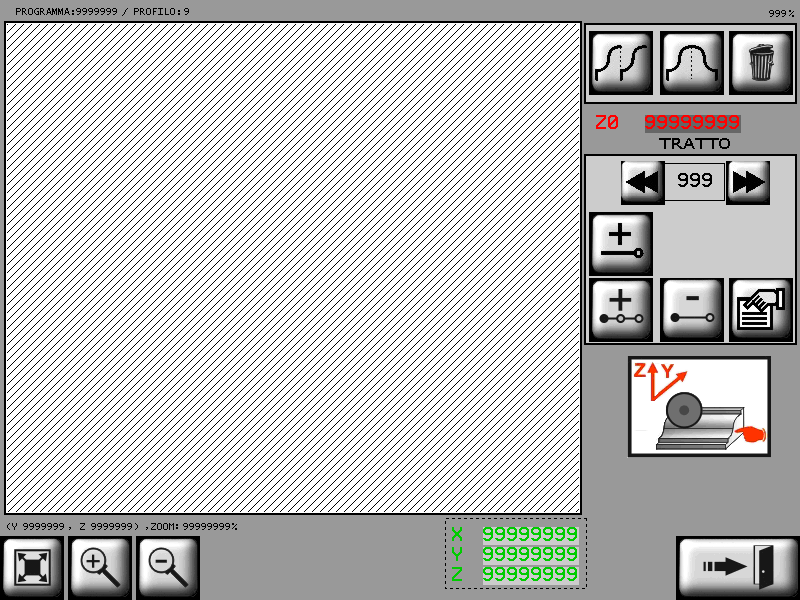
17.1.1 Editor profili
| CAD | |
 | Z0 è la coordinata Z del punto iniziale del primo tratto. La coordinata Y del punto invece è sempre per convenzione pari a 0. |
|
 | Strumenti per la gestione dei tratti che compongono il profilo. Per tratto si intende un segmento od un arco. |
|
| Tasti per scorrere e selezionare i tratti disegnati. | ||
| Tasto per aggiungere un tratto in coda a quelli già presenti. | ||
| Tasto per inserire un tratto precedente al tratto selezionato in quel momento. |
||
| Tasto per cancellare il tratto selezionato (verrà chiesta conferma). | ||
| Tasto per accedere alla pagina delle proprietà del tratto selezionato ed eventualmente modificarle. |
||
| Strumento di copia di tutti i tratti da quello selezionato fino all'ultimo presente. | ||
| Strumento di copia simmetrica di tutti i tratti da quello selezionato all'ultimo presente. | ||
| Cancella il profilo. Il profilo verrà completamente cancellato (verrà chiesta conferma). | ||
| Lo zoom viene adattato per far sì che il profilo venga visualizzato interamente nell'area di disegno. |
||
| Zoom-in e Zoom-out del profilo. | ||
 | Questa icona serve per indicare che piano sta visualizzando in quel momento il disegno piano YZ: forma del profilo. piano YZ: forma del profilo. piano XZ. andamento del taglio. piano XZ. andamento del taglio. |
|
| |  |
| Tasti per accedere alle pagine di inserimento / modifica delle proprietà dei tratti. In seguito descriveremo in dettaglio ogni tipo di tratto. |
|
/  | Selettore per inserire le quote in modo assoluto rispetto al sistema di riferimento del disegno oppure in modo incrementale rispetto al punto di inizio del tratto. |
| Tasto per confermare l'inserimento del tratto oppure le modifiche eseguite. |
| Se non si vuole confermare si può tornare alla visualizzazione precedente con questo tasto. |
I tipi di tratto e i parametri relativi sono i seguenti:
| TASTO | NOME DEL TRATTO | PARAMETRI |
| LINEA | Segmento di retta. E' necessario inserire le coordinate del punto finale del segmento. | |
| LINEA TANGENTE | Segmento di retta tangente al tratto precedente. E' necessario inserire uno dei seguenti dati a scelta (gli altri verranno ricalcolati di conseguenza): - Ascissa; - Ordinata; - oppure Lunghezza del tratto. |
|
| ARCO | Arco di circonferenza. Si devono inserire le coordinate del punto finale del tratto e il raggio. Inoltre è necessario inserire il verso dell'arco: - - - - Nella pagina viene visualizzato anche il raggio minimo che è possibile inserire al di sotto del quale l'arco non può essere realizzato. |
|
| ARCO 3 PUNTI | Arco di circonferenza per tre punti. Si devono inserire le coordinate del punto intermedio e del punto finale dell'arco. | |
| ARCO TANGENTE | Arco di circonferenza tangente al tratto precedente. E' necessario inserire le coordinate del punto finale del tratto. Raggio e verso dell'arco sono calcolati automaticamente per mantenere la tangenza al tratto precedente. | |
| TRASFERIMENTO | Spostamento senza lavorazione. Si devono inserire le coordinate del punto da cui riprendere la lavorazione. La zona di materiale relativa allo spostamento non verrà lavorata. |
Se erroneamente si inserisce/aggiunge un tratto del profilo in sottosquadra, il software lo correggerà automaticamente.
17.1.1.1 Simboli nel disegno
| Simbolo | Significato |
|---|---|
 | Il tratto selezionato viene rappresentato con il colore rosso. |
 | Se il tratto selezionato è un “arco a 3 punti”, viene rappresentato il punto intermedio. |
 |
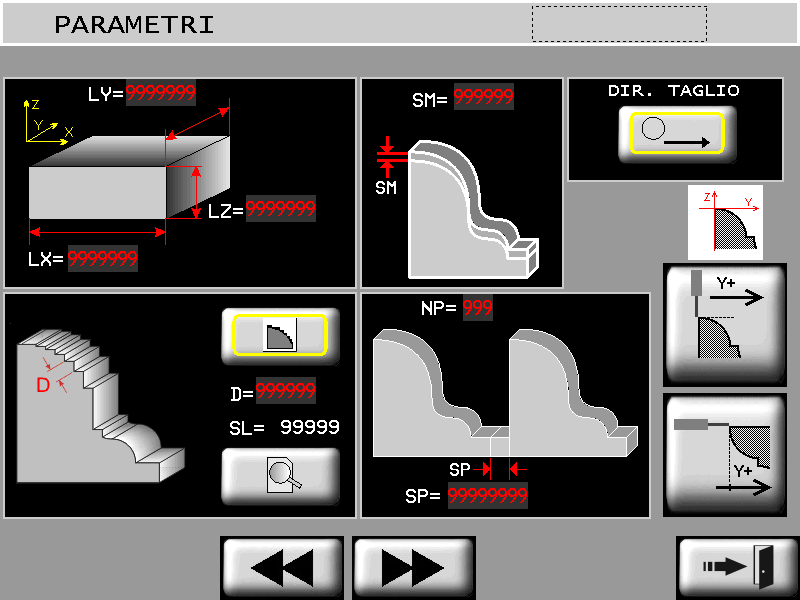
17.1.2 Programmazione parametri profili
| PARAMETRI | |
|
| |  |
|
La lavorazione di spatolatura NON è possibile se i profili vengono eseguiti con tagli curvilinei.
 | Dimensioni del pezzo che si vuole lavorare. Le dimensioni servono per disegnare un rettangolo sovrapposto al profilo disegnato che indica se le dimensioni sono sufficienti per contenere il profilo stesso. |
 | Sovramateriale. I tagli eseguiti lasciano del materiale rispetto alla misura finale. |
 | Strategia di scelta dei tagli da eseguire. I tagli da eseguire possono essere scelti secondo due strategie diverse: a passo D lungo il profilo. a passo D lungo il profilo. a passo D in direzione Y. a passo D in direzione Y. Anteprima tagli Anteprima tagli |
 | Ripetizioni. E' possibile ripetere il profilo programmato un numero NP di volte ad una distanza SP tra una ripetizione e l'altra. |
  | Abilita/Disabilita taglio bilaterale |
 | Direzione del movimento dell'asse Y |
 | Selettore per programmare la modalità con cui viene attivata la procedura di spatolatura: OFF: spatolatura disabilitata CONTINUA: la spatolatura viene eseguita in modo automatico dopo la profilatura SOLO: viene eseguita solo la spatolatura senza eseguire la profilatura |
 | DX: spazio X tra una passata di spatolatura e la successiva V: velocità massima di interpolazione tra gli assi Y e Z durante la spatolatura |
 | Offset verticale di esecuzione delle passate della spatolatura. Con un valore negativo le passate vengono eseguite più basse. |
 | Nel caso di tagli curvilinei, in questa pagina si deve inserire la velocità massima con cui verranno eseguiti i tagli. |
17.2 Programmazione lavori 2D
| LAVORI 2D | |
|
| | |
|
| Editor geometrie |
| Parametri geometrie |
| Nome del programma |
| Salva programmi | |
| Carica/Salva programmi MMC |
| Vedi capitolo Taglio 2D |
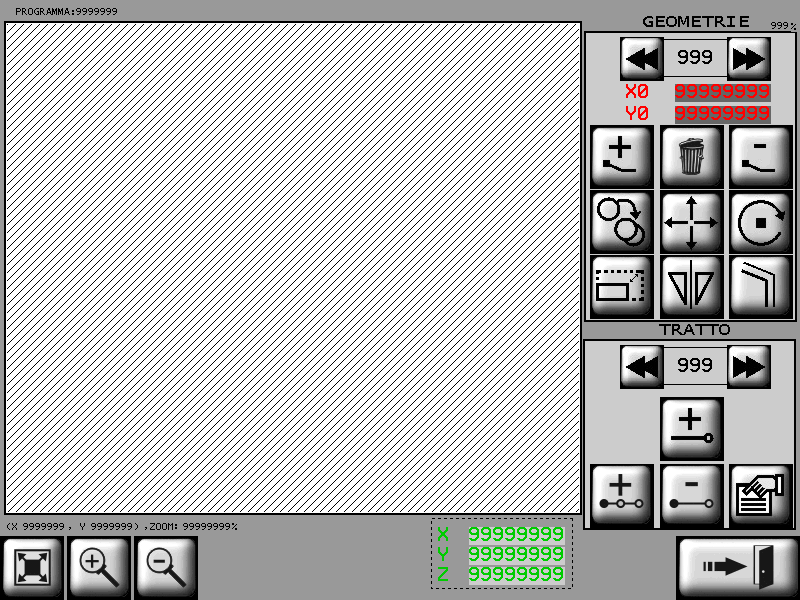
17.2.1 Editor geometrie
| CAD | |
 | Selettore delle geometrie presenti. Permette di scorrere le geometrie presenti per poterle selezionare. La geometria presente viene disegnata con colore nero. Mentre le altre sono disegnate in giallo. Un programma vuoto non contiene nessuna geometria. Si veda in seguito come crearne una nuova. | |
 | Coordinate del punto iniziale della geometria selezionata. Sul disegno tale punto è indicato con il quadrato nero. | |
| Crea una nuova geometria. Inserisce il primo punto di una nuova geometria alle coordinate (0, 0). | ||
| Elimina la geometria selezionata. Nel caso in cui ci sia una lavorazione di TAGLIO già associata alla geometria che si vuole eliminare, verrà eliminata anche tale lavorazione (viene chiesta conferma). | ||
| Cancella tutte le geometrie presenti. Come la funzione precedente, ma valida per tutte le geometrie presenti nel programma. | ||
| Copia geometria. Copia la geometria selezionata in una posizione inserita. | ||
| Sposta geometria. Sposta la geometria selezionata in una posizione inserita. | ||
| Ruota geometria. Ruota la geometria selezionata di un angolo inserito. Il punto di rotazione è il primo punto della geometria. | ||
| Scala geometria. Trasforma la geometria selezionata scalandola di un fattore inserito. | ||
| Specchia. Ribalta in modo simmetrico la geometria selezionata secondo un asse verticale od orizzontale. | ||
| Parallelo. Crea una nuova geometria partendo da quella selezionata e creandone una parallela interna od esterna con un offset inserito. | ||
 | Strumenti per la gestione dei tratti che compongono la geometria. Per tratto si intende un segmento. | |
| Tasti per scorrere e selezionare i tratti disegnati. | ||
| Tasto per aggiungere un tratto in coda a quelli già presenti. | ||
| Tasto per inserire un tratto precedente al tratto selezionato in quel momento. | ||
| Tasto per cancellare il tratto selezionato (verrà chiesta conferma). | ||
| Tasto per accedere alla pagina delle proprietà del tratto selezionato ed eventualmente modificarle. | ||
| Lo zoom viene adattato per far sì che il disegno venga visualizzato interamente nell'area di disegno. | ||
| Zoom-in e Zoom-out del profilo. | ||
| | |
| Tasti per accedere alle pagine di inserimento / modifica delle proprietà dei tratti. In seguito descriveremo in dettaglio ogni tipo di tratto. |
|
| / | Selettore per inserire le quote in modo assoluto rispetto al sistema di riferimento del disegno oppure in modo incrementale rispetto al punto di inizio del tratto. |
| Tasto per confermare l'inserimento del tratto oppure le modifiche eseguite. |
| Se non si vuole confermare si può tornare alla visualizzazione precedente con questo tasto. |
I tipi di tratto e i parametri relativi sono i seguenti:
| TASTO | NOME DEL TRATTO | PARAMETRI |
| LINEA | Segmento di retta. E' necessario inserire le coordinate del punto finale del segmento. | |
| LINEA TANGENTE | Segmento di retta tangente al tratto precedente. E' necessario inserire uno dei seguenti dati a scelta (gli altri verranno ricalcolati di conseguenza): - Ascissa; - Ordinata; - oppure Lunghezza del tratto. |
|
| ARCO | Arco di circonferenza. Si devono inserire le coordinate del punto finale del tratto e il raggio. Inoltre è necessario inserire il verso dell'arco: - - - - Nella pagina viene visualizzato anche il raggio minimo che è possibile inserire al di sotto del quale l'arco non può essere realizzato. |
|
| ARCO 3 PUNTI | Arco di circonferenza per tre punti. Si devono inserire le coordinate del punto intermedio e del punto finale dell'arco. | |
| ARCO TANGENTE | Arco di circonferenza tangente al tratto precedente. E' necessario inserire le coordinate del punto finale del tratto. Raggio e verso dell'arco sono calcolati automaticamente per mantenere la tangenza al tratto precedente. | |
| TRASFERIMENTO | Spostamento senza lavorazione. Si devono inserire le coordinate del punto da cui riprendere la lavorazione. La zona di materiale relativa allo spostamento non verrà lavorata. |
| |  |  |
| Impostazione del punto di partenza del rettangolo (X,Y). |
| |  |  |
Lo strumento macro ellisse permette di disegnare velocemente un'ellisse, inserendone le dimensioni di larghezza (A) e altezza (B). Inoltre su X e Y è possibile visualizzare le quote del punto iniziale della geometria stessa.
17.2.1.1 Simboli nel disegno
| Simbolo | Significato |
|---|---|
| Il tratto selezionato viene rappresentato con il colore rosso. |
| Se il tratto selezionato è un “arco a 3 punti”, viene rappresentato il punto intermedio. |
|
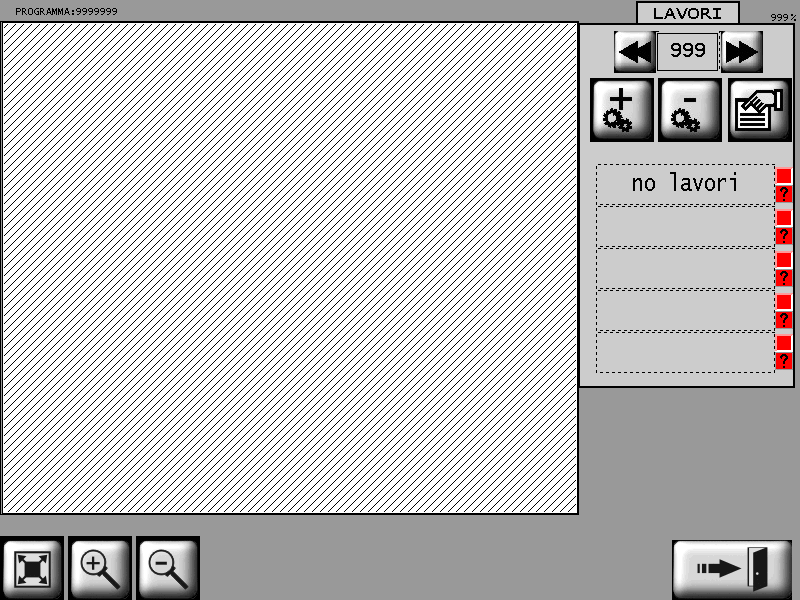
17.2.2 Programmazione parametri geometrie
| LAVORAZIONI | |
 | Selettore delle geometrie |
| Inserisci lavorazione | |
| Cancella lavorazione | |
| Parametri geometria | |
 | Elenco lavorazioni inserite |
| Lo zoom viene adattato per far sì che il profilo venga visualizzato interamente nell'area di disegno. |
|
| Zoom-in e Zoom-out del profilo. |
| |  |
| Selettore delle geometrie |
| Taglio |
 | Svuotatura |
 | Tasca |
 | Prof. Lama |
 | Tasca Lama |
 | Tasca 3D Lama |
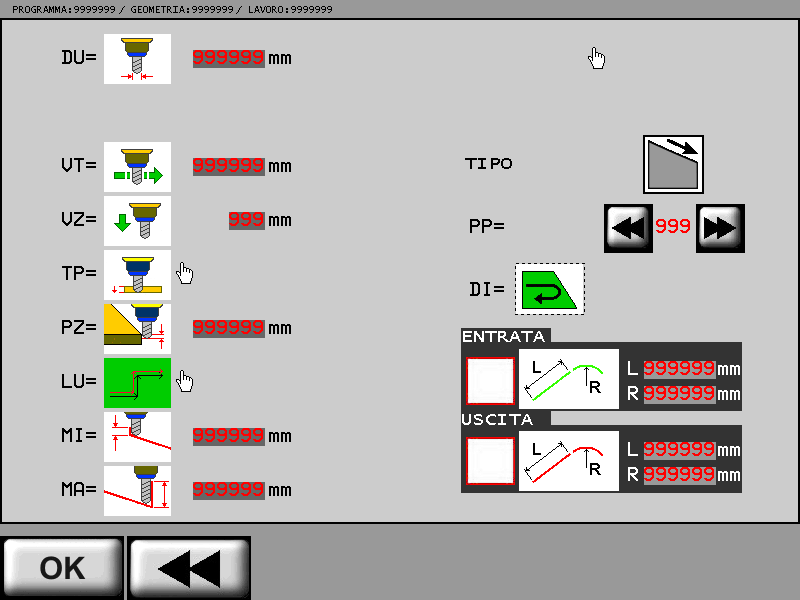
17.2.2.1 Programmazione parametri taglio
| |  |
|
| |  |
|
| esegue un'anteprima della lavorazione |
 | DU (Diametro utensile): Impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. | |
 | VT (Velocità taglio): Impostare una velocità adeguata al tipo di lavorazione da effettuare. | |
 | VZ (Vel. Z-): E' la velocità con cui l'utensile viene mosso nella direzione Z- (verso il basso). | |
| LU (Utensile dx/sx) | Indica la posizione dell'utensile rispetto alla geometria da lavorare. = utensile a sinistra della geometria, = utensile a sinistra della geometria, = utensile a destra della geometria. = utensile a destra della geometria.Utensile a sx  Utensile a dx  |
|
| TP(Tipo passata): |  SINGOLA: la profondità Z impostata viene raggiunta con un'unica passata dell'utensile sul percorso calcolato. SINGOLA: la profondità Z impostata viene raggiunta con un'unica passata dell'utensile sul percorso calcolato. MULTIPLA: la profondità Z impostata viene raggiunta attraverso una ripetizione del percorso a profondità via via maggiori. MULTIPLA: la profondità Z impostata viene raggiunta attraverso una ripetizione del percorso a profondità via via maggiori. |
|
 } } | PZ(Passo Z): nel caso di Tipo passata = Multipla, esso è l'incremento della profondità di Z tra una passata e la successiva. | |
| TI (Inclinazione del taglio) | La profondità del taglio non è costante ma ha un verso di inclinazione |
|
 | MI(Minima Profondità): è la profondità più bassa ottenuta durante il taglio. | Se le due profondità MI e MA sono impostae uguali, il taglio viene eseguito tutto alla stessa profondità. In ogni caso il taglio viene realizzato con un unica passata oppure a più passate a seconda del parametro TP. |
 | MA(Massima Profondità): è la profondità più alta ottenuta durante il taglio. | |
 | DI(Direzione): Premendo il tasto corrispondente è possibile scegliere la direzione che l'utensile seguirà per eseguire la lavorazione. Questa funzione è valida solo in caso di geometrie chiuse e permette di ottenere un cambio di senso vero e proprio (orario/antiorario). | |
| PP(Primo punto) | E' possibile scegliere il punto iniziale della lavorazione. Questo punto è quello che verrà lavorato per primo. Caso in cui la geometria è di tipo chiuso  1: punto iniziale 2: geometria 3: percorso utensile Caso in cui la geometria è di tipo aperto   1: orario 1: orario2: direzione 3: antiorario La funzione non è valida per geometrie aperte. | Nota: Nel caso di geometrie “aperte”, è possibile scegliere come punto di inizio solo uno dei due estremi della geometria. |
 , ,  | Entrata/uscita: Con questi parametri è possibile inserire dei tratti di ingresso/uscita aggiuntivi in modo da raccordare meglio la lavorazione con il percorso dell'utensile. I tratti sono composti da un segmento rettilineo (L) ed eventualmente un arco di raggio (R). (Nel primo esempio sono state impostate solo le lunghezze L delle linee, mentre nel secondo sono stati impostati anche i raggi R degli archi di raccordo). 1: percorso entrata 2: percorso uscita  | Nota: Nel caso in cui la geometria sia chiusa e l'utensile interno ad essa, il punto iniziale non dovrà essere posto sugli angoli (vedi ultima figura). |
17.2.2.1.1 Limitazioni alla compensazione utensile
La compensazione del diametro dell'utensile nelle lavorazioni 2D consente di determinare il percorso che l'utensile di un certo diametro deve compiere per ottenere le dimensioni del pezzo inserite.
Una volta impostato il diametro dell'utensile nella apposita pagina della lavorazione 2D, viene proposto all'operatore il percorso utensile disegnato con un tratto blu. L'operatore deve eseguire un controllo visivo della correttezza del percorso utensile.
Tale controllo è necessario per verificare la correttezza del percorso nel caso in cui si siano verificati i casi limite di seguito elencati:
Percorso utensile che si chiude su se stesso:

In questo caso NON viene segnalato un errore nella compensazione utensile. I casi limite descritti potranno essere risolti nei futuri sviluppi del software per la compensazione utensile.
17.2.2.2 Programmazione parametri svuotatura
| |  |
| esegue un'anteprima della lavorazione |
L'area interna di una geometria chiusa viene svuotata tramite foratura. Tale lavorazione calcola la posizione dei fori secondo una modalità impostata con i seguenti parametri.
| DU(Diametro utensile): Impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. |
| MF(Modo foratura): |  CONTINUO: durante il ciclo automatico i fori vengono realizzati uno dopo l'altro senza attendere la conferma da parte dell'operatore. CONTINUO: durante il ciclo automatico i fori vengono realizzati uno dopo l'altro senza attendere la conferma da parte dell'operatore. PAUSA: durante il ciclo automatico la lavorazione attende la conferma con lo START da parte dell'operatore prima di eseguire ogni foro. PAUSA: durante il ciclo automatico la lavorazione attende la conferma con lo START da parte dell'operatore prima di eseguire ogni foro. PB(Passo bordo): distanza tra i fori sul bordo. Il parametro viene usato nel caso in cui Modalità = BORDO, BORDO + INT.OR oppure BORDO + INT.V. PB(Passo bordo): distanza tra i fori sul bordo. Il parametro viene usato nel caso in cui Modalità = BORDO, BORDO + INT.OR oppure BORDO + INT.V. PX(Passo X): distanza tra i fori nella direzione X. Il parametro viene usato nel caso in cui Modalità = INTERNO OR., INTERNO VERT., BORDO + INT.OR oppure BORDO + INT.V. PX(Passo X): distanza tra i fori nella direzione X. Il parametro viene usato nel caso in cui Modalità = INTERNO OR., INTERNO VERT., BORDO + INT.OR oppure BORDO + INT.V. PY(Passo Y): distanza tra i fori nella direzione Y. Il parametro viene usato nel caso in cui Modalità = INTERNO OR., INTERNO VERT., BORDO + INT.OR oppure BORDO + INT.V. PY(Passo Y): distanza tra i fori nella direzione Y. Il parametro viene usato nel caso in cui Modalità = INTERNO OR., INTERNO VERT., BORDO + INT.OR oppure BORDO + INT.V. SM(Sovrabordo): distanza tra i fori e il bordo della geometria. SM(Sovrabordo): distanza tra i fori e il bordo della geometria. |
| MO(Modalità): |  BORDO: serie di fori lungo il bordo interno della geometria. BORDO: serie di fori lungo il bordo interno della geometria. INTERNO OR.: fori disposti nell'area interna alla geometria secondo delle righe orizzontali. INTERNO OR.: fori disposti nell'area interna alla geometria secondo delle righe orizzontali. INTERNO VERT.: fori disposti nell'area interna alla geometria secondo delle colonne verticali. INTERNO VERT.: fori disposti nell'area interna alla geometria secondo delle colonne verticali. BORDO + INT. OR.: fori disposti lungo il bordo interno e poi anche nell'area interna della geometria secondo righe orizzontali. BORDO + INT. OR.: fori disposti lungo il bordo interno e poi anche nell'area interna della geometria secondo righe orizzontali. BORDO + INT. V.: fori disposti lungo il bordo interno e poi anche nell'area interna della geometria secondo colonne verticali. BORDO + INT. V.: fori disposti lungo il bordo interno e poi anche nell'area interna della geometria secondo colonne verticali. |
 | P1(Profondità 1) |
 | P2(Profondità 2) |
 | V1(Vel. foratura 1) |
 | V2(Vel. foratura 2): il foro viene eseguito prima alla profondità 1 con la velocità 1, poi la foratura continua fino alla profondità 2. La velocità viene incrementata gradualmente fino alla velocità 2. |
17.2.2.3 Programmazione parametri tasca
| | 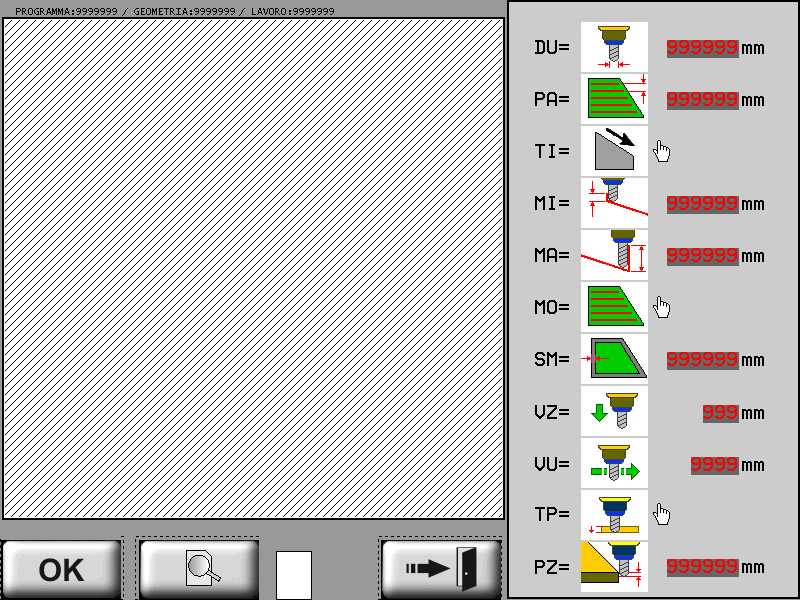 |
| esegue un'anteprima della lavorazione |
L'area interna di una geometria chiusa viene fresata per realizzare una tasca. Il fondo della tasca può essere inclinato secondo una direzione impostata.
| DU(Diametro utensile): Impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. | |
 | PA(Passo): distanza tra una fresatura e la successiva. Se la MO (Modalità) ORIZZONTALE è la distanza lungo Y VERTICALE è la distanza lungo X SPIRALE è la distanza tra i percorsi concentrici. |
|
| TI(Tipologia) | E' il tipo di inclinazione che si vuole dare al fondo della tasca. |
|
| MI(Minima Profondità): è la profondità più bassa ottenuta durante il taglio. | |
| MA(Massima Profondità): è la profondità più alta ottenuta durante il taglio. | |
| MO(Modalità): | ORIZZONTALE: la tasca viene realizzata con fresature lungo la direzione X VERTICALE: la tasca viene realizzata con fresature lungo la direzione Y VERTICALE: la tasca viene realizzata con fresature lungo la direzione Y SPIRALE: la tasca viene realizzata con fresature concentriche SPIRALE: la tasca viene realizzata con fresature concentriche |
|
 | SM(Sovrabordo): è la quantità di materiale lasciato dall'utensile sul bordo interno alla geometria. | |
| VZ(Vel. Z-): E' la velocità con cui l'utensile viene mosso nella direzione Z- (verso il basso). | |
| VU(Velocità utensile): Impostare una velocità adeguata al tipo di lavorazione da effettuare. | |
| TP(Tipo passata): | SINGOLA: la profondità impostata viene raggiunta con un'unica passata dell'utensile sul percorso calcolato. MULTIPLA: la profondità impostata viene raggiunta attraverso una ripetizione del percorso a profondità via via maggiori | L'inclinazione del fondo viene comunque garantita in entrambi i casi. |
| Passo Z: nel caso di Tipo passata = Multipla, esso è l'incremento della profondità di Z tra una passata e la successiva. | |
17.2.2.4 Programmazione parametri prof. lama
| |  |
| esegue un'anteprima della lavorazione |
La lavorazione 'Profilatura con lama' permette di tagliare una sagoma da una lastra con l'ausilio del disco. Non ci sono limitazioni riguardo alla geometria su cui eseguire la lavorazione: può essere aperta/chiusa e contenere o meno degli archi.
 |  | 1: Tagli 2: Spessore lama 3: Geometria 4: Angolo interno |
 | 1: Sgrossatura dell'arco |
| LU(Lato Utensile) | Determina la posizione del centro lama rispetto alla geometria. Per geometrie aperte si selezionerà se la lama sarà a sinistra o a destra della geometria. Con geometrie chiuse il parametro prende il significato di lavorazione interna o esterna alla geometria. / : sinistra /destra / /  : esterno / interno : esterno / interno |
| CT(Tipo Passata) | Determina se ogni taglio della lastra sarà eseguito con una sola passata  oppure ad incrementi successivi in Z oppure ad incrementi successivi in Z  specificati dai parametri Incremento Dir. Taglio + e Incremento Dir. Taglio - specificati dai parametri Incremento Dir. Taglio + e Incremento Dir. Taglio - |
 | SP(Spessore Lastra): Spessore della lastra da tagliare. |
 | IB(Quota Incisione Banco): Quota aggiunta allo spessore lastra che verrà ottenuta incidendo il banco. |
| SM(Sovrabordo): è la quantità di materiale lasciato dall'utensile sul bordo interno alla geometria. |
 | IT(Quota Incrocio Tagli): Nella lavorazione di angoli acuti questo parametro permette di allungare i tagli per staccare il pezzo dal materiale. |
 | ST(Quota Sicurezza Tagli): Nella lavorazione di angoli non acuti questo parametro permette di accorciare i tagli per non incidere il pezzo in lavorazione. |
 BC(Incremento Dir. Taglio +) BC(Incremento Dir. Taglio +) EC(Incremento Dir. Taglio -) EC(Incremento Dir. Taglio -) | Questi due parametri impostano gli incrementi per l'asse Z rispettivamente lungo la direzione positiva di taglio (concorde all'orientamento dell'asse C) e in direzione negativa di taglio (discorde all'orientamento dell'asse C). Sono utilizzati solo se il parametro Tipo Passata Multipla è selezionato.   |
 | QA(Quota Taglio Archi): Permette di parametrizzare i tagli che lavorano gli archi. Questa quota va intesa come la lunghezza degli spostamenti del centro lama per ogni taglio. Impostando questa quantità con una quota bassa si otterrà un numero maggiore di tagli ed una maggiore precisione. |
17.2.2.5 Programmazione parametri tasca lama
| |  |
| esegue un'anteprima della lavorazione |
| Tipo Passata:Determina se ogni taglio della lastra sarà eseguito con una sola passata oppure ad incrementi successivi in Z specificati dai parametri Incremento Dir. Taglio + e Incremento Dir. Taglio -. | |
| SM(Sovrabordo): è la quantità di materiale lasciato dall'utensile sul bordo interno alla geometria. |
| BC(Incremento Dir. Taglio +) EC(Incremento Dir. Taglio -) | Questi due parametri impostano gli incrementi per l'asse Z rispettivamente lungo la direzione positiva di taglio (concorde all'orientamento dell'asse C) e in direzione negativa di taglio (discorde all'orientamento dell'asse C). Sono utilizzati solo se il parametro Tipo Passata Multipla è selezionato.  |
| PS(Passo): Passo verticale/orizzontale fra un taglio e l'altro. |
| TI(Tipologia) | è il tipo di inclinazione che si vuole dare al fondo della tasca. |
 | DD(Profond. max): è la profondità massima |
 | DU(Profond. min): è la profondità minima |
| MD(Modalità) | Seleziona i tagli Verticali Orizzontali Orizzontali |
17.2.2.6 Programmazione parametri tasca 3D L
| | 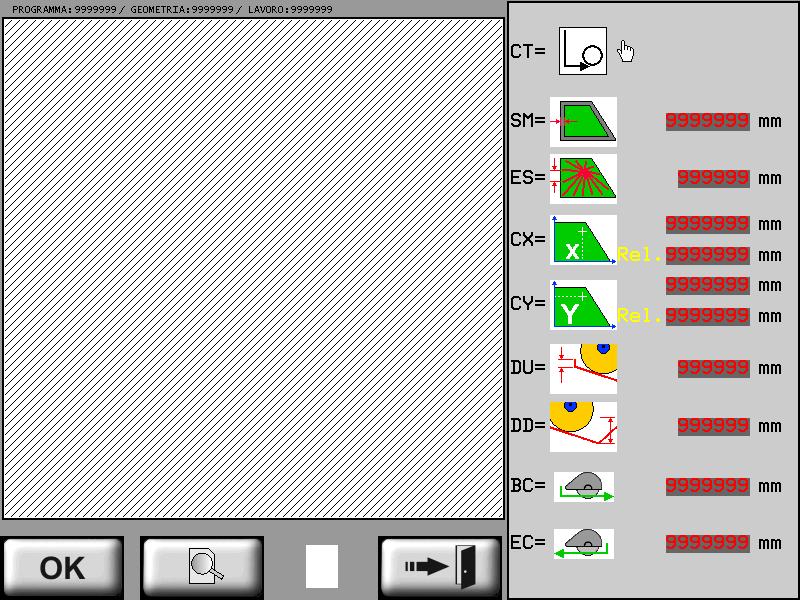 |
| esegue un'anteprima della lavorazione |
Lavorazione del fondo di una geometria con inclinazione verso un punto (es. Scarico di un lavandino). Il procedimento consiste in una serie di tagli che dal bordo raggiungono il punto centrale (selezionabile).
| Tipo Passata Determina se ogni taglio della lastra sarà eseguito con una sola passata oppure ad incrementi successivi in Z specificati dai parametri Incremento Dir. Taglio + e Incremento Dir. Taglio -. | |
| SM(Sovrabordo): è la quantità di materiale lasciato dall'utensile sul bordo interno alla geometria | |
 | ES(Passo bordo): I tagli radiali congiungeranno il centro con dei punti sul bordo distanziati tra loro di questa quantità. Un passo minore implicherà una lavorazione più fine. | |
 , ,  | CX, CY(Centro): Centro della lavorazione. Può essere inserito con coordinate assolute o relative. | |
| DU(Profond. min): è la profondità minima sul bordo | Le due profondità sul bordo e nel centro determinano l'inclinazione di ogni singola fresatura radiale. |
 | DD(Prof. centro): ipotetica profondità se l'utensile si trovasse nel centro | |
| BC(Incremento Dir. Taglio +) EC(Incremento Dir. Taglio -) | Questi due parametri impostano gli incrementi per l'asse Z rispettivamente lungo la direzione positiva di taglio (concorde all'orientamento dell'asse C) e in direzione negativa di taglio (discorde all'orientamento dell'asse C). Sono utilizzati solo se il parametro Tipo Passata Multipla è selezionato. |
|
18. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.
 |  |
| Segui tutte le istruzioni fornite nel manuale MIMAT | Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it. I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema. |
Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.
 |  |  |
| Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. | Allega: 1. Una descrizione dell'anomalia; 2. Parte dello schema elettrico in cui è inserito lo strumento 3. Programmazione dello strumento (setup, quote di lavoro, parametri…). | Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema. Un accurato imballaggio eviterà ulteriori inconvenienti. |