Tabela de conteúdos
P1K31FB30 - 002Q : Funzionamento
-
Informazioni
Release
Il presente documento è valido integralmente salvo errori od omissioni.
Release Descrizione Data 1.0 Nuovo manuale. 11/05/12 1.1 Trasferimento in wiki 30/07/13 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
Descrizione
La applicazione P1K31FB30 - 002, installata nell'hardware Qmove J1-K31-FB30, è realizzata per controllare una fresa a ponte con 5 assi per la lavorazione del marmo e del granito. Di seguito riportiamo le caratteristiche principali del software P1K31FB30 - 002.
Nel resto del documento sarà nostra cura distinguere tra le caratteristiche standard disponibili subito e le caratteristiche sviluppabili in futuro e opzionali.
Caratteristiche implementate nella attuale proposta

Assi
-
Assi X, Y, Z controllati con PID di spazio (brushless o motori asincroni con inverter vettoriali).
-
Asse W per rotazione del banco con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F) senza interpolazione.
-
Asse H per inclinazione della testa con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F) senza interpolazione.
Lavorazioni
-
Funzionalità semiautomatiche per posizionamento degli assi e per tagli singoli.
-
Tagli multipli per il taglio di blocchi e lastre con rotazione del banco (W) per taglio di mattonelle.
-
Sagomatura di profili dritti con disco orizzontale o verticale.
-
Tagli a passate con lama inclinata (per macchine che permettono l'inclinazione del disco).
-
Finitura di profili dritti ottenuti con il bordo dalla lama (interpolazione YZ).
Disegni
-
Programmazione dei profili attraverso un miniCAD implementato direttamente sullo strumento.
-
Importazione di profili salvati su file DXF tramite software “Profile Importer” di conversione (fornito separatamente).
Modalità di lavoro
-
Ripetizione della sagoma programmata.
-
Impostazione del grado di precisione della finitura.
-
Modifica della velocità di movimento della lama durante la lavorazione.
-
Compensazione dello spessore e del diametro della lama.
Funzioni accessorie, segnalazioni e allarmi
-
Scelta della lingua;
-
Visualizzazione del profilo e della posizione della lama durante la lavorazione.
-
Diagnostica degli ingressi e delle uscite.
-
Backup e restore dei dati su memoria non volatile (FLASH EPROM).
-
Messaggi relativi alla anomalia in corso per facilitare l'identificazione e la soluzione del problema della macchina.
-
Messaggi di aiuto per l'operatore.
-
Interfaccia modbus per la lettura della corrente assorbita dal disco
Caratteristiche non comprese nella attuale proposta
Queste caratteristiche potranno essere implementate in una versione futura del software.
Lavorazioni opzionali (aggiungibili in futuro)
-
Profili realizzati con il banco girevole (tipo tornio verticale).
-
Tornio orizzontale per colonne.
-
Sagomatura con disco orizzontale o verticale e con taglio sagomato (interpolazione XZ o XY).
-
Copiatura tramite fotocellula di una sagoma in cartone o di un tratto nero su lavagna bianca.
Interfaccia MODBUS
-
Tramite la porta di comunicazione seriale USER, sarà possibile creare una rete MODBUS RTU (RS485) per leggere gli RPM del disco.
-
Collegamento tramite porta seriale con una banda magnetica per la lettura della posizione assoluta dell'asse.
Funzionamento
Convenzioni adottate
Le convenzioni adottate per tutta l'interfaccia operatore sono:
1. I valori di colore giallo sono modificabili dall'operatore.
Per modificarli è sufficiente toccarli per porli nello stato di Entry ed utilizzare la tastiera meccanica per introdurre il dato, seguito dal tasto per confermare.
per confermare.
2. Alcuni parametri prevedono una scelta tra due o più impostazioni. In questo per selezionare l'impostazione desiderata si usa il tasto
Tasti funzione
Tasto Icona Funzione F4 
START CICLO AUTOMATICO. Avvio del ciclo automatico e della procedura di homing. F5 
STOP MOVIMENTO. Stop del ciclo automatico e di ogni movimento degli assi. F6 
AZZERAMENTO ASSE Y. Se premuto per 1 secondo, l'asse Y viene azzerato. Funziona solo nello stato manuale. F7 
LASER. Accensione / spegnimento del laser. Il laser si attiva automaticamente anche con il movimento manuale dell'asse Y. F8 
ACQUA. Apertura / chiusura della valvola dell'acqua. La valvola si attiva automaticamente all'avvio del ciclo automatico. F9 
ALLARMI. Visualizza la lista degli allarmi attualmente attivi. F10 
INDIETRO. Esce dalla attuale visualizzazione e torna alle visualizzazioni precedenti. F11 
SEMIAUTOMATICO. Abilita lo stato di semiautomatico per far eseguire un solo posizionamento all'asse con il relativo ingresso di jog. Alla conclusione del movimento lo stato si resetta. F12 
ABORT. Premuto per 3 secondi, azzera il programma in uso in quel momento. Led funzione
Tasto Icona Funzione F4 Ciclo automatico
OFF: fermo.
ON: in corso.F5 non usato. F6 non usato. F7 Laser:
OFF: spento.
ON: acceso.F8 EV acqua:
OFF: chiusa.
ON: aperta.F9 Messaggio di allarme
OFF: non presente.
ON: presente.F10 non usato. F11 Semiautomatico
OFF: non attivo.
ON: attivo.F12 non usato. Navigazione tra le visualizzazioni
navigazione.svg
Pagina iniziale
Dalla pagina di logo, dove appare il marchio del cliente, sono possibili queste operazioni:
Tasto Icona Descrizione LINGUA 
Premere ripetutamente per scegliere la lingua da visualizzare.
Lingue disponibili: ITALIANO
INGLESENEXT 
Premere sulla bandiera per passare alla pagina successiva. Homing

Pagina di homing con relativi simboli presenti Tasto Icona Descrizione F4 START HOMING. F5 STOP HOMING. Visualizzazioni
All'accensione della macchina la sequenza delle visualizzazioni è la seguente:

Il passaggio dalla pagina di HOMING alla pagina MANUALE deve essere eseguito dopo che l'operazione di Homing si è conclusa correttamente. Se questa condizione non viene rispettata la macchina potrebbe funzionare ma con alcune limitazioni. Per impostare queste limitazioni si deve accedere all'area di setup protetta da password.

Manuale / Semiautomatico
Una volta acceso il terminale ed completata la procedura di Homing, viene visualizzata la seguente schermata:

Premere il tasto
 (MANUALE)
(MANUALE)

Da questa pagina è possibile :
-
 movimentare gli assi in MANUALE.
movimentare gli assi in MANUALE. -
 movimentare gli assi in modo SEMIAUTOMATICO.
movimentare gli assi in modo SEMIAUTOMATICO.
Per abilitare lo stato SEMIAUTOMATICO si deve premere il tasto
 . Il LED di questo tasto si attiva. Alla fine del movimento semiautomatico, lo stato SEMIAUTOMATICO è disabilitata automaticamente e ritorna in MANUALE.
. Il LED di questo tasto si attiva. Alla fine del movimento semiautomatico, lo stato SEMIAUTOMATICO è disabilitata automaticamente e ritorna in MANUALE.
Funzioni semiautomatiche
Lo stato di semiautomatico è indicato dalla presenza del simbolo
.
Tutti i movimenti in semiautomatico partono in seguito all'attivazione impulsiva di una delle due direzioni di jog.
Il jog+ attiverà un posizionamento semiautomatico in avanti, mentre il jog- lo attiverà all'indietro.IMPORTANTE. IN SEMIAUTOMATICO GLI ASSI POSSONO MUOVERSI SOLAMENTE UNO ALLA VOLTA. PER POSIZIONAMENTI SUCCESSIVI È NECESSARIO RIATTIVARE IL SEMIAUTOMATICO.
Asse X 
Accesso alla pagina di apprendimento delle due quote di X di inizio e fine taglio

 Apprendimento della quota dell'asse X attuale n X1: inizio taglio.
Apprendimento della quota dell'asse X attuale n X1: inizio taglio.
 Apprendimento della quota dell'asse X attuale in X2: fine taglio.
Apprendimento della quota dell'asse X attuale in X2: fine taglio.
 Abilitazione dell'uscita veloce della lama dal blocco durante il ritorno del taglio.
Abilitazione dell'uscita veloce della lama dal blocco durante il ritorno del taglio.
 Abilitazione dell'uscita veloce della lama dal blocco durante l'andata del taglio.
Abilitazione dell'uscita veloce della lama dal blocco durante l'andata del taglio.
N.B.: la lama esce velocemente dal blocco per uno spazio pari al raggio della lama stessa prima di arrivare alle quote X1 o X2.ASSE X - MARMO

Asse X JOG + Movimento avanti verso FC Dx JOG - Movimento indietro verso FC Sx ASSE X - GRANITO

Asse X JOG + Inizio ciclo semiautomatico (taglio a passate) JOG - Movimento indietro verso FC Sx 
Asse Y 
Compensazione dello spessore lama.
Abilita gli spostamenti semiautomatici dell'asse Y tenendo conto dello spessore della lama.
compensazione abilitata.
 compensazione disabilitata.
compensazione disabilitata.
Azzeramento posizione
Tener premuto per 2 secondi il tasto per azzerare la posizione di Y.
Posizionamento assoluto o incrementale
assoluto. L'asse Y si muove verso la quota di SET (Jog+) oppure -SET (Jog-).
 incrementale. L'asse Y si muove verso la quota attuale + la quota di SET (Jog+) oppure verso la quota attuale - la quota di SET (Jog-).
incrementale. L'asse Y si muove verso la quota attuale + la quota di SET (Jog+) oppure verso la quota attuale - la quota di SET (Jog-). …
… 
Quote di SET preimpostate
Alla pressione di questi tasti vengono impostate le quote di SET relative per l'asse Y. …
… 
Quote di SET rapide impostabili
Si possono programmare quattro quote di SET rapide.ZERO XX Zeri asse Y
Si possono impostare 5 diverse posizioni di zero per l'asse Y. Per passare da una all'altra premere il tasto F15.
Inoltre per i primi 3 secondi lo zero impostato lampeggia. Durante questo tempo è possibile premere il tasto F4 per comandare uno spostamento dell'asse Y verso il nuovo zero.Asse Z 
Accesso alla pagina di impostazione degli incrementi di Z.

Z1: incremento di profondità a sinistra del taglio.
Z2: incremento di profondità a destra del taglio.
Delta UT: spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. Serva ad evitare l'accumularsi di errori di posizionamento che comportano delle passate aggiuntive. Azzeramento posizione
Tener premuto per 2 secondi il tasto per azzerare la posizione di Z. Impostazione taglio a passata unica o a più passate
passata unica.
più passate.Asse W (se abilitato) Azzeramento posizione
Tener premuto per 2 secondi il tasto per azzerare la posizione di W. Abilitato solo se le spine coniche sono disabilitate. …
…
Quote preimpostate
Alla pressione di questi tasti vengono impostate le quote di SET relative per l'asse W.Asse H (se abilitato) …
Quote preimpostate
Alla pressione di questi tasti vengono impostate le quote di SET relative per l'asse H.Automatico
Premessa: Per poter eseguire le lavorazioni automatiche correttamente, è necessario seguire un determinato ordine nelle operazioni, come illustrato nel seguente diagramma:

Prima di tutto bisogna eseguire un corretto homing degli assi (la schermata appare appena dopo l'accensione degli assi). In seguito va scelta la lavorazione desiderata, che deve essere programmata mediante il relativo menù di programmazione.
Infine la lavorazione deve essere eseguita attraverso il relativo menù di esecuzione.Menù principale

Da questa pagina è possibile accedere a:
 Menù di esecuzione.
Menù di esecuzione.
 Menù di programmazione dei profili.
Menù di programmazione dei profili.
 Diagnostica.
Diagnostica.
Funzionamento manuale/semiautomatico.
 Homing.
Homing.
 Dati macchina.
Dati macchina.
Menù di programmazione dei profili
Per accedere a questo menù premere il tasto
dal menù principale.

In questa pagina è possibile scegliere da 1 a 200 programmi.
CLICCANDO SUL NUMERO PROGRAMMA SI PUO' EDITARE IL VALORE DESIDERATO. CLICCANDO SUL NOME E' POSSIBLE ENTRARE SULLA SEZIONE DEDICATA ALLA SCELTA DEL PROGRAMMA CON RELATIVO PEVIEW DELLA SAGOMA. Vedi capitolo "Scelta da preview"
 …
… 
Per i primi 15 programmi sono disponibili dei tasti di scelta rapida. 
Per aprire i programmi con numero maggiore di 15 è necessario inserire il numero e aprirlo con il tasto raffigurato. Scelta da preview

Per selezionare un programma cliccare sulla riga desiderata. Sulla destra apparirà un preview della sagoma.
E' possibile utilizzare un FILTRO sul nome del programma.
… Scorrimento dei programmi. Apertura del programma selezionato. Navigazione nella programmazione


Selezione della lavorazione con la LAMA VERTICALE 
Se abilitato nel SETUP GENERICO, selezione della lavorazione con la LAMA ORIZZONTALE 
Premere per accedere alla pagina di EDITOR del profilo 
Premere per accedere alla pagina di PARAMETRI LAVORAZIONE 
Premere per accedere direttamente alla pagina di ESECUZIONE LAVORAZIONE Editor dei profili


Permette di eseguire una operazione di “fit”, adattando e centrando il profilo all'area di disegno. 

Zoom avanti o indietro del disegno. Toccando l'area di disegno, il punto toccato viene spostato al centro dell'area di disegno. 
Salva il profilo nel programma. Permette di selezionare i vari tratti che compongono il profilo (il tratto selezionato diverrà di colore rosso) 
Aggiunge un tratto alla fine del profilo (vedi in seguito). 
Inserisce un tratto precedente a quello selezionato 
Elimina il tratto selezionato dal profilo. 
Visualizza le proprietà del tratto selezionato (vedi in seguito) 
Copia profilo (vedi in seguito) 
Specchia profilo (vedi in seguito) 
Cancella l'intera sagoma programmata Strumenti di disegno
Vi sono delle informazioni di base che è necessario conoscere.
Punto iniziale di un profilo
Quando si inizia un nuovo profilo, il punto iniziale si trova sempre in corrispondenza dell'origine degli assi. Inserendo una quota (negativa) nel parametro Z0 (pagina principale editor) si ottiene lo spostamento del punto iniziale verso il basso (di quanto indicato dal parametro).

Profilo sottosquadra
Se erroneamente si inserisce/aggiunge un tratto del profilo in sottosquadra, il software lo correggerà automaticamente.

Quote assolute o incrementali
Ogni volta che si aggiunge o si modifica un tratto del profilo, le quote relative al tratto possono essere inserite in modo assoluto rispetto al sistema di riferimento del pezzo oppure in modo incrementale rispetto alla quota del tratto precedente.
quote assolute
quote incrementaliAggiunta, inserimento, modifica tratto
, ,
Ogni volta che vengono premuti questi tasti il software propone automaticamente la serie di menù riportati nella capitolo seguente.

Tipi di tratto
Elenco delle tipologie di tratto che è possibile inserire in un profilo.
Linea

Per disegnare una linea, è necessario inserire le quote delle ascisse e delle ordinate (incrementali o assolute) del punto finale.Linea
tangente


Per disegnare una linea tangente al tratto precedente, basta impostare uno dei tre parametri in quanto la tangente ha, per definizione, direzione nota. Vedi esempi:
 caso in cui viene inserita la quota Y;
caso in cui viene inserita la quota Y;
 caso in cui viene inserita la quota Z;
caso in cui viene inserita la quota Z;
 caso in cui viene inserita la lunghezza L del tratto.
caso in cui viene inserita la lunghezza L del tratto.Arco


Per disegnare un arco è necessario impostare le quote delle ascisse e delle ordinate del punto finale, nonché il raggio desiderato.
Vedi esempio:

 arco orario
arco orario

 arco antiorario
arco antiorario
MINIMO: a seconda delle quote inserite in Y e Z, il programma propone all'operatore il valore del raggio minimo per evitare l'errore di sottosquadra e la conseguente modifica automatica del tratto.Arco per
3 punti

 Per disegnare un arco a 3 punti, è necessario inserire sia le quote delle ascisse e delle ordinate sia del punto finale che del punto intermedio.
Per disegnare un arco a 3 punti, è necessario inserire sia le quote delle ascisse e delle ordinate sia del punto finale che del punto intermedio.
Vedi esempio.

Arco
tangente

 Per disegnare un arco tangente a un tratto è necessario inserire le quote delle ascisse e delle ordinate del punto finale.
Per disegnare un arco tangente a un tratto è necessario inserire le quote delle ascisse e delle ordinate del punto finale.
Vedi esempio:

Trasferimento


Lo strumento “trasferimento” permette di disegnare tratti di profilo che non verranno lavorati, ma solamente utilizzati per effettuare spostamenti rapidi della lama/utensile.
E' sufficiente impostare le quote Y e Z del punto finale della linea. La lavorazione riprenderà normalmente da quel punto in poi.

IMPORTANTE:
Perché il programma lavori senza errori con i tratti di spostamento è necessario che l'ultimo tratto di spostamento prima di una parte lavorata del profilo sia sempre in discesa.
Esempio:


Copia del profilo
Questo strumento copia tutti i tratti di una geometria partendo da quello selezionato in poi, incollandoli alla fine della geometria stessa.
Vedi esempio:


Specchia profilo
Questo strumento permette di copiare in maniera speculare (rispetto all'asse Z) tutti i tratti di una geometria, partendo da quello selezionato in poi.
Vedi esempio:


Simboli sul disegno
Sul disegno appaiono dei simboli grafici.
Simbolo Significato 
 : fine del tratto.
: fine del tratto.
Il tratto selezionato viene rappresentato con il colore rosso. : fine del tratto.
: fine del tratto.
Se il tratto selezionato è un “arco per tre punti” viene rappresentato anche il punto intermedio.
 : posizione del punto intermedio.
: posizione del punto intermedio.
 : fine del tratto di trasferimento
: fine del tratto di trasferimento
Il tratto di trasferimento è sempre di colore blu.Nessun simbolo Se sul disegno non è presente nessuno dei suddetti simboli, vuol dire che il tratto in corso è l'ultimo. Parametri di lavorazione - Profilatura

Salva la parametrizzazione nel programma. 
Se abilitata, comanda il passaggio alla pagina di impostazione parametri di finitura. Descrizione parametri
Di seguito sono descritti i parametri della lavorazione:
DIMENSIONI
BLOCCO
L'operatore dovrà eseguire un controllo visivo prima dell'esecuzione, verificando che il profilo disegnato si trovi all'interno della zona di colore grigio chiaro (che rappresenta il blocco da lavorare, le cui dimensioni si impostano nella schermata soprastante).SOVRAMATERIALE  ,
,
LAMA VERTICALE

LAMA ORIZZONTALE
Il parametro SM indica il surplus di materiale che verrà lasciato sopra il profilo.

MODO DI TAGLIO 
Scegliere la modalità per eseguire il taglio del profilo:
 Modo di taglio 0
Modo di taglio 0
 Modo di taglio 1
Modo di taglio 1

MODO DI TAGLIO 0
D = La distanza tra un taglio e il successivo è calcolata lungo il percorso.
Questa modalità di taglio realizza la classica sagoma a gradini.
Il taglio risulta più preciso e rimane poco materiale in eccesso.

MODO DI TAGLIO 1
D = La distanza tra un taglio e il successivo è calcolata lungo l'asse Y.
Questa modalità di taglio permette di distribuire i tagli lungo l'asse delle Y mantenendo sempre il vincolo di tagliare il profilo nei punti notevoli.
Ha il vantaggio di mantenere sempre la lama all'interno del blocco per evitare flessioni che pregiudicano la precisione del risultato finale.
Il taglio risulta più grossolano rispetto alla modalità precedente.
Una volta impostati i parametri della modalità di taglio è possibile vedere un'anteprima su dove la lame eseguirà i tagli durante il ciclo automatico:
 Anteprima dei tagli
Anteprima dei tagli

COPIA DEL PROFILO 
LAMA VERTICALE

LAMA ORIZZONTALE
NP = Numero profili da eseguire consecutivamente
SP = Spessore, in unità di misura, tra un profilo e il successivo. Tale quota tiene conto dello spessore della lama.DIREZIONE DEL TAGLIO  Taglio semplice
Taglio semplice

 Taglio bilaterale
Taglio bilaterale

DIREZIONE ASSE Y  Direzione positiva
Direzione positiva
 Direzione negativa
Direzione negativa
E' la direzione che l'asse Y assume negli spostamenti. Il profilo verrà quindi realizzato come nell'esempio.
Supponendo che il profilo sia stato disegnato cosi:

Se la direzione Y è impostata come + allora il profilo verrà realizzato come indicato dal disegno in blu. Viceversa se la direzione viene impostata come -, il profilo verrà realizzato come indicato in rosso.

Parametri di lavorazione - Finitura

Salva la parametrizzazione nel programma. 
Comanda il passaggio alla pagina di impostazione parametri di profilatura. PARAMETRI GENERALI 
DX = Spostamento dell'asse X tra un passaggio di finitura e il successivo.
V = Velocità limite del movimento interpolato.OFFSET 
LAMA VERTICALE

LAMA ORIZZONTALE
Il parametro OZ indica la quantità di materiale che verrà asportata in più rispetto alla normale finitura.STRATEGIA 
OFF = Esclude la lavorazione di finitura dal programma.
ON = Permette di eseguire la lavorazione di finitura appena dopo quella di profilatura.
ONLY = Permette di eseguire solamente la lavorazione di finitura, escludendo la profilatura.GRADO  = Il profilo viene finito con la massima precisione. Il minimo errore ammesso è impostato nel SETUP GENERICO. La velocità di esecuzione è in genere più lenta nei tratti ad arco.
= Il profilo viene finito con la massima precisione. Il minimo errore ammesso è impostato nel SETUP GENERICO. La velocità di esecuzione è in genere più lenta nei tratti ad arco.
 = Il profilo viene finito con una precisione leggermente inferiore al grado “HIGH” , ma permette di raggiungere una velocità maggiore nei tratti del profilo che lo permettono (rette, archi con raggio grande).
= Il profilo viene finito con una precisione leggermente inferiore al grado “HIGH” , ma permette di raggiungere una velocità maggiore nei tratti del profilo che lo permettono (rette, archi con raggio grande).
 = La finitura avviene nel modo più rapido, ma la precisione sarà inferiore al grado “MED”.
= La finitura avviene nel modo più rapido, ma la precisione sarà inferiore al grado “MED”.
Editor geometrie
Una fase importante della programmazione della lavorazione è quella di inserire le informazioni geometriche che il software utilizza per determinare il percorso che deve compiere l'utensile. Il software è dotato di una funzionalità che assiste l'operatore nel disegno.

Pagina di disegno delle geometrie.
Il disegno, per convenzione, deve essere eseguito nel quadrante con X e Y positive. Nel seguito descriveremo le parti di questo editor.Per geometria si intende una successione di tratti consecutivi, segmenti o archi, che può essere chiusa o aperta. In un disegno possono essere presenti più geometrie.
Strumenti per le geometrieGEOMETRIE
 999
999 
Selettore delle geometrie presenti 
Crea una nuova geometria. Inserisce il primo punto di una nuova geometria alle coordinate (0, 0). 
Elimina la geometria selezionata. Nel caso in cui ci sia una qualsiasi lavorazione già associata alla geometria che si vuole eliminare, verrà eliminata anche tale lavorazione (viene chiesta conferma). 
Cancella tutte le geometrie presenti. Come la funzione precedente, ma valida per tutte le geometrie presenti nel programma. 
Copia geometria. Copia la geometria selezionata in una posizione inserita. 
Sposta geometria. Sposta la geometria selezionata in una posizione inserita. 
Ruota geometria. Ruota la geometria selezionata di un angolo inserito. Il punto di rotazione è il primo punto della geometria. 
Scala geometria. Trasforma la geometria selezionata scalandola di un fattore inserito. 
Specchia. Ribalta in modo simmetrico la geometria selezionata secondo un asse verticale od orizzontale. 
Parallelo. Crea una nuova geometria partendo da quella selezionata e creandone una parallela interna od esterna con un offset inserito.
Strumenti per i tratti che compongono le geometrieTRATTO
999 Selettore per selezionare un tratto della geometria selezionata 
Aggiungi tratto.* Aggiunge un tratto in coda a quelli già presenti. 
Inserisci tratto. Inserisce un tratto precedente al tratto selezionato in quel momento. 
Cancella il tratto. Cancella il tratto selezionato (verrà chiesta conferma). 
Proprietà. Accede alla pagina delle proprietà del tratto selezionato ed eventualmente modificarle.
Altri tasti
Fit. Lo zoom viene adattato per far sì che il disegno venga visualizzato interamente nell'area di disegno. 

Zoom. Zoom-in e Zoom-out del disegno. Applica una lavorazione
Una volta disegnate le geometrie è possibile associare ad ognuna di esse una o più lavorazioni. La successione delle lavorazioni compone il programma di lavoro. Le lavorazioni saranno poi eseguite nell'ordine in cui appaiono in questa successione.
L'interfaccia operatore si presenta nel seguente modo:

Sulla parte destra della pagina appare la lista delle lavorazioni inserite nel programma di lavoro. E' possibile toccare la lavorazione in lista e vedere a quale geometria essa è associata.
Ogni lavorazione riporta a fianco due icone informative:- Prima icona:
-
 : lavorazione non abilitata all'esecuzione. La disabilitazione può essere volontariamente impostata dall'operatore oppure può essere dovuta al fatto che la lavorazione non è ancora stata programmata.
: lavorazione non abilitata all'esecuzione. La disabilitazione può essere volontariamente impostata dall'operatore oppure può essere dovuta al fatto che la lavorazione non è ancora stata programmata. -
 : lavorazione abilitata all'esecuzione. La lavorazione verrà eseguita nell'ordine in cui appare nella lista.
: lavorazione abilitata all'esecuzione. La lavorazione verrà eseguita nell'ordine in cui appare nella lista.
- Seconda icona:
-
 : lavorazione non ancora pro grammata. E' necessario inserire i dati per specificare l'esecuzione della lavorazione.
: lavorazione non ancora pro grammata. E' necessario inserire i dati per specificare l'esecuzione della lavorazione. -
 : lavorazione programmata. L'operatore ha già inserito i dati necessari.
: lavorazione programmata. L'operatore ha già inserito i dati necessari. -
 : lavorazione modificata. E' stata modificata la geometria associata in un primo momento a questa lavorazione quindi è necessario verificare se i dati inseriti sono ancora validi.
: lavorazione modificata. E' stata modificata la geometria associata in un primo momento a questa lavorazione quindi è necessario verificare se i dati inseriti sono ancora validi.
LAVORI
999 Visualizza le successive o precedenti 5 lavorazioni inserite. 
Aggiunge una nuova lavorazione in coda alla lista.
Appare una pagina con la scelta delle lavorazioni possibili e con la possibilità di selezionare a quale geometria deve essere associata.


Elimina la lavorazione selezionata.
Viene eliminata la lavorazione selezionata, ma non la geometria associata.
Proprietà della lavorazione.
Si accede ad una pagina specifica per ogni lavorazione in cui si possono inserire i dati relativi.Lavorazione: Taglio
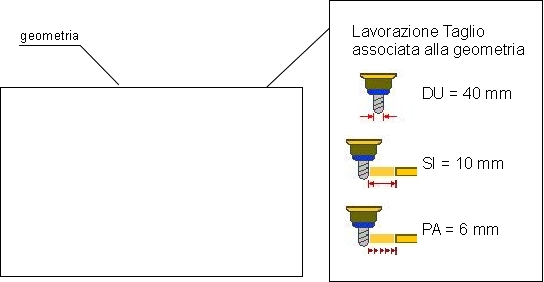
L'utensile segue un percorso ricavato dal bordo della geometria associata. Può essere applicato a geometrie aperto o chiuse. Viene tenuto conto del diametro dell'utensile ed è possibile scegliere il lato a cui viene applicata la compensazione dell'utensile stessa.
Per la programmazione di questa lavorazione sono previste le due seguenti visualizzazioni:


Elenco dei parametri:
Simbolo Descrizione 
DU (Diametro utensile): impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. 
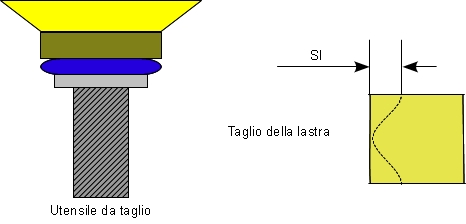
SI (sovramateriale iniziale): il primo taglio avviene a questa distanza dalla misura effettiva della geometria. 
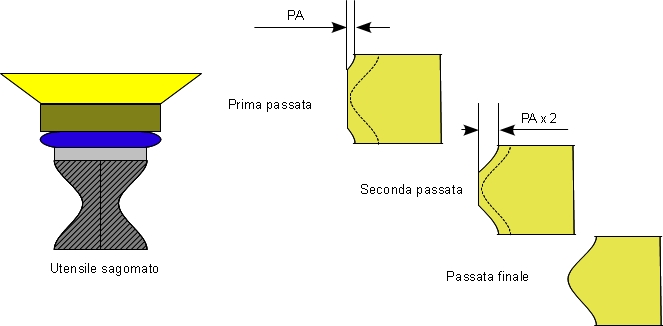
PA (Passata di avvicinamento): i tagli successivi si avvicineranno alla misura definitiva della geometria con questo passo. 
VT (Velocità taglio): impostare una velocità adeguata al tipo di lavorazione da effettuare. 
VZ (Vel. Z-): è la velocità con cui l'utensile viene mosso nella direzione Z- (verso il basso). LU (Utensile dx/sx): Indica la posizione dell'utensile rispetto alla geometria da lavorare. 
utensile a sinistra della geometria 
utensile a destra della geometria TP (Tipo passata verticale) 
SINGOLA: la profondità Z impostata viene raggiunta con un'unica passata dell'utensile sul percorso calcolato. 
MULTIPLA: la profondità Z impostata viene raggiunta attraverso una ripetizione del percorso a profondità via via maggiori. 
PZ (Passo Z): nel caso di Tipo passata = Multipla, esso è l'incremento della profondità di Z tra una passata e la successiva. TI (Inclinazione del taglio): la profondità del taglio non è costante ma ha un verso di inclinazione 
la profondità aumenta con X crescenti. 
la profondità aumenta con X decrescenti. 
la profondità aumenta con Y decrescenti. 
la profondità aumenta con Y crescenti. 
MI (Minima Profondità): è la profondità più bassa ottenuta durante il taglio. 
MA (Massima Profondità): è la profondità più alta ottenuta durante il taglio. Se le due profondità MI e MA sono impostate uguali, il taglio viene eseguito tutto alla stessa profondità. In ogni caso il taglio viene realizzato con un unica passata oppure a più passate a seconda del parametro TP. 
DI (Direzione): Premendo il tasto corrispondente è possibile scegliere la direzione che l'utensile seguirà per eseguire la lavorazione. Questa funzione è valida solo in caso di geometrie chiuse e permette di ottenere un cambio di senso vero e proprio (orario/antiorario). PP = 999 PP (Primo punto): è possibile scegliere il punto iniziale della lavorazione. Questo punto è quello che verrà lavorato per primo. Nel caso di geometria chiusa è possibile selezionare un punto qualsiasi della geometria. Nel caso di una geometria aperta è possibile scegliere solo uno dei due estremi come punto di inizio della lavorazione. 
ENTRATA: una volta selezionato il punto di partenza della fresatura, è possibile aggiungere un percorso di entrata dell'utensile (lead in) che è composto da un tratto rettilineo lungo L seguito da un arco di raggio R. Il percorso di entrata si raccorda in modo tangente all'inizio del percorso utensile. 
USCITA: una volta selezionato il punto di partenza della fresatura e quindi il punto di fine lavorazione, è possibile aggiungere un percorso di uscita dell'utensile (lead out) che è composto da un arco di raggio R seguito da un tratto rettilineo lungo L. Il percorso di uscita si raccorda in modo tangente alla fine del percorso utensile. Nella seguente figura viene riportato un esempio di un percorso utensile elaborato per ricavare un foro rettangolare:
Se vengono impostati i parametri SI (Sovramateriale iniziale) e PA (Passata di avvicinamento) diversi da zero, l'utensile compie dei percorsi che si avvicinano gradualmente al percorso finale per ottenere la misura definitiva.
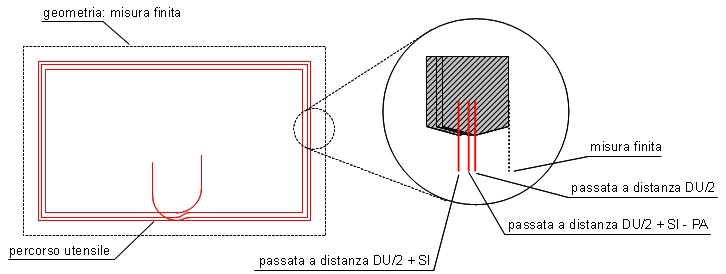
Il parametro PA (Passata di avvicinamento) permette di specificare la quantità di materiale da asportare ad ogni passaggio intermedio.
Questa funzionalità permette di eseguire la lavorazione di Taglio anche con utensili sagomati. Una volta “tagliata” la geometria con un semplice utensile di taglio e con un sufficiente sovramateriale (SI), è possibile sostituire l'utensile e ripetere la lavorazione aggiungendo il PA. In questo modo si ottiene quanto illustrato nel seguente immagine:
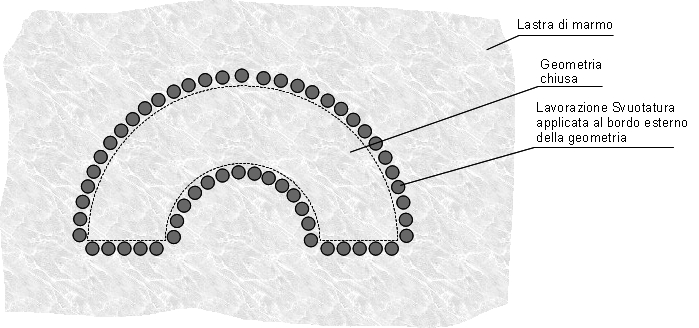
Lavorazione: Svuotatura
L'area interna di una geometria chiusa viene svuotata tramite foratura. Tale lavorazione calcola la posizione dei fori secondo una modalità impostata. Per questa lavorazione è necessario installare un utensile con la capacità di eseguire dei fori tramite un movimento verticale dell'asse Z.
Per la programmazione di questa lavorazione è prevista la seguente visualizzazione:

Elenco dei parametri:
Simbolo Descrizione DU (Diametro utensile): impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. MF(Modo foratura) 
CONTINUO: durante il ciclo automatico i fori vengono realizzati uno dopo l'altro senza attendere la conferma da parte dell'operatore. 
PAUSA: durante il ciclo automatico la lavorazione attende la conferma con lo START da parte dell'operatore prima di eseguire ogni foro. 
PB(Passo bordo): distanza tra i fori sul bordo. Il parametro viene usato nel caso in cui Modalità = BORDO, BORDO + INT.OR oppure BORDO + INT.V. 
PX(Passo X): distanza tra i fori nella direzione X. Il parametro viene usato nel caso in cui Modalità = INTERNO OR., INTERNO VERT., BORDO + INT.OR oppure BORDO + INT.V. 
PY(Passo Y): distanza tra i fori nella direzione Y. Il parametro viene usato nel caso in cui Modalità = INTERNO OR., INTERNO VERT., BORDO + INT.OR oppure BORDO + INT.V. 
SM(Sovrabordo): distanza tra i fori e il bordo della geometria. MO(Modalità) 
BORDO: serie di fori lungo il bordo interno della geometria. 
INTERNO OR.: fori disposti nell'area interna alla geometria secondo delle righe orizzontali. 
INTERNO VERT.: fori disposti nell'area interna alla geometria secondo delle colonne verticali. 
BORDO + INT. OR.: fori disposti lungo il bordo interno e poi anche nell'area interna della geometria secondo righe orizzontali. 
BORDO + INT. V.: fori disposti lungo il bordo interno e poi anche nell'area interna della geometria secondo colonne verticali. P1 
il foro viene eseguito prima alla profondità P1 con la velocità V1, poi la foratura continua fino alla profondità P2. La velocità viene incrementata gradualmente fino alla velocità V2. Il valore P1 deve essere minore di P2. Solitamente si usa una velocità V1 minore di V2. P2 
V1 
V2 
La lavorazione di svuotatura può essere utilizzata anche come sistema di sgrossatura da applicare prima del taglio di una lastra. E' possibile infatti eseguire una serie di fori lungo una geometria su un lato a scelta. Nel caso di una geometria chiusa è possibile scegliere se eseguire i fori sul lato interno o sul lato esterno.
Lavorazione: Tasca
L'area interna di una geometria chiusa viene fresata per realizzare una tasca. Il fondo della tasca può essere inclinato secondo una direzione impostata.
Per la programmazione di questa lavorazione è prevista la seguente visualizzazione:

Elenco dei parametri:
Simbolo Descrizione DU (Diametro utensile): impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. 
PA(Passo): distanza tra una fresatura e la successiva. Se la MO (Modalità) è ORIZZONTALE è la distanza lungo Y, se VERTICALE è la distanza lungo X, se SPIRALE è la distanza tra i percorsi concentrici. TI(Inclinazione del taglio): La profondità del taglio non è costante ma ha un verso di inclinazione la profondità aumenta con X crescenti. la profondità aumenta con X decrescenti. la profondità aumenta con Y decrescenti. la profondità aumenta con Y crescenti. MI(Minima Profondità): è la profondità più bassa ottenuta durante il taglio. MA(Massima Profondità): è la profondità più alta ottenuta durante il taglio. Se le due profondità MI e MA sono impostate uguali, il taglio viene eseguito tutto alla stessa profondità. In ogni caso il taglio viene realizzato con un unica passata oppure a più passate a seconda del parametro TP. MO(Modalità) 
ORIZZONTALE: la tasca viene realizzata con fresature lungo la direzione X. 
VERTICALE: la tasca viene realizzata con fresature lungo la direzione Y. 
SPIRALE: la tasca viene realizzata con fresature concentriche. 
SM(Sovrabordo): è la quantità di materiale lasciato dall'utensile sul bordo interno alla geometria. VZ (Vel. Z-): è la velocità con cui l'utensile viene mosso nella direzione Z- (verso il basso). VT (Velocità taglio): impostare una velocità adeguata al tipo di lavorazione da effettuare. TP(Tipo passata) SINGOLA: la profondità Z impostata viene raggiunta con un'unica passata dell'utensile sul percorso calcolato. MULTIPLA: la profondità Z impostata viene raggiunta attraverso una ripetizione del percorso a profondità via via maggiori. PZ(Passo Z): nel caso di Tipo passata = Multipla, esso è l'incremento della profondità di Z tra una passata e la successiva. Lavorazione: Rastrematura
L'area interna di una geometria chiusa viene fresata per inclinare il fondo della tasca verso un punto specificato chiamato centro dello scarico. I movimenti dell'utensile saranno radiali verso il centro dello scarico.
Per la programmazione di questa lavorazione è prevista la seguente visualizzazione:

Elenco dei parametri:
Simbolo Descrizione BO(Prof. bordo): profondità applicata quando l'utensile si trova sul bordo interno della geometria. 
CE(Prof. centro): ipotetica profondità se l'utensile si trovasse nel centro. 
RE(Rag. esterno): raggio della circonferenza di riferimento esterna. RI(Rag. interno): raggio della circonferenza di riferimento interna. RS(Rag. scarico): raggio dello scarico. Circonferenza su cui viene applicata la profondità del centro. 
PB(PASSO SU BORDO): le fresature radiali calcolate in modo che gli incroci con il bordo della circonferenza siano ad una distanza tra loro pari al passo sul bordo. 
PR(PASSO R. EST.): le fresature radiali vengono calcolate in modo che gli incroci con la circonferenza esterna siano ad una tra loro pari al passo r. est. DU (Diametro utensile): impostare il diametro dell'utensile che verrà usato per effettuare la lavorazione. SM(Sovrabordo): è la quantità di materiale lasciato dall'utensile sul bordo interno alla geometria. 
CX e CY (Centro (X, Y)): sono le coordinate X, Y del centro dello scarico. Possono essere inserite riferite al sistema di riferimento del pezzo oppure al sistema di riferimento della geometria stessa. 
VZ (Vel. Z-): è la velocità con cui l'utensile viene mosso nella direzione Z- (verso il basso). VT (Velocità taglio): impostare una velocità adeguata al tipo di lavorazione da effettuare. La seguente immagine riporta un esempio del percorso utensile durante una rastrematura:

Funzionalità semiautomatiche
Acquisizione della lastra
 Il software gestisce l'autoapprendimento della forma della lastra. L'operatore può acquisire i punti della lastra tramite il puntatore laser. La forma della lastra apparirà sul display e permetterà all'operatore di verificare l'ingombro del pezzo da ricavare dalla lastra stessa.
Il software gestisce l'autoapprendimento della forma della lastra. L'operatore può acquisire i punti della lastra tramite il puntatore laser. La forma della lastra apparirà sul display e permetterà all'operatore di verificare l'ingombro del pezzo da ricavare dalla lastra stessa.
La lastra acquisibile sarà unica e potrà essere cancellata ed inserita qualora si dovesse caricarne una nuova sulla macchina.
Installazione ventose
Il software gestisce un sistema pratico per la determinazione del punto esatto in cui installare le ventose che tengono fermo il pezzo. Le ventose devono essere installate senza il pericolo che l'utensile le possa colpire durante i suoi movimenti.
Una volta programmata la lavorazione l'operatore potrà specificare la posizione delle ventose toccando sul disegno dove vuole che siano installate e inviando un comando di movimento della testa sopra la posizione scelta per indicare all'operatore dove installare le ventose.Menù di esecuzione
Per accedere al menù, premere il tasto
dal menù principale.


Accesso al menu di esecuzione TAGLI MULTIPLI 
Se abilitato in SETUP GENERALE, accesso al menu di esecuzione TAGLI INCLINATI 
Se abilitato in SETUP GENERALE, accesso al menu di esecuzione PROFILI Nota: per poter eseguire una lavorazione dei profili è necessario averla programmata in precedenza e salvata.
Tagli multipli
Premendo il tasto
dal menù di esecuzione si accede al menù di esecuzione di tagli multipli. Questa lavorazione è programmabile direttamente da questo menù.
 NEL CASO SIA IMPOSTATA UNA LAVORAZIONE SENZA BANCO GIREVOLE
NEL CASO SIA IMPOSTATA UNA LAVORAZIONE SENZA BANCO GIREVOLE
 NEL CASO SIA IMPOSTATA UNA LAVORAZIONE CON BANCO GIREVOLE
NEL CASO SIA IMPOSTATA UNA LAVORAZIONE CON BANCO GIREVOLE
Parametri di lavoro degli Assi

Accesso alla pagina di apprendimento delle due quote di X di inizio e fine taglio

NEL CASO SIA IMPOSTATA UNA LAVORAZIONE SENZA BANCO GIREVOLE

NEL CASO SIA IMPOSTATA UNA LAVORAZIONE CON BANCO GIREVOLE
Apprendimento della quota attuale dell'asse X in X1 oppure X3: inizio taglio.
Apprendimento della quota attuale dell'asse X in X2 oppure X4: fine taglio.
Abilitazione dell'uscita veloce della lama dal blocco durante il ritorno del taglio.
Abilitazione dell'uscita veloce della lama dal blocco durante l'andata del taglio.
N.B.: la lama esce velocemente dal blocco per uno spazio pari al raggio della lama stessa prima di arrivare alle quote X1 o X2, oppure X3 o X4.
Accesso alla pagina di impostazione delle quote di Y.

Y2: Quota di partenza dell'asse Y con il banco (W) a 90°
NB. Valida solo per il taglio CON BANCO GIREVOLE. Accesso alla pagina di impostazione degli incrementi di Z.

Z1: incremento di profondità a sinistra del taglio.
Z2: incremento di profondità a destra del taglio.
Delta UT: spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. Serva ad evitare l'accumularsi di errori di posizionamento che comportano delle passate aggiuntive.
NB. Validi solo per il taglio a passate.Parametri della lavorazione
Premendo il tasto
 dal menù di esecuzione si accede al menù di impostazione dei parametri di lavorazione.
dal menù di esecuzione si accede al menù di impostazione dei parametri di lavorazione.

DIREZIONE ASSE Y L'asse Y si sposta in POSITIVO alla fine del taglio
L'asse Y si sposta in NEGATIVO alla fine del taglioDIREZIONE TAGLIO Direzione taglio solo verso X+
Taglio BILATERALETIPO TAGLIO Taglio SINGOLO
Taglio a PASSATERISALITA Z  L'Asse Z risale DOPO che l'Asse X ha raggiunto il finecorsa minimo
L'Asse Z risale DOPO che l'Asse X ha raggiunto il finecorsa minimo
 Gli assi X e Z escono dal blocco CONTEMPORANEAMENTE
Gli assi X e Z escono dal blocco CONTEMPORANEAMENTEPARCHEGGIO  A fine programma gli assi rimangono nell'ultima posizione raggiunta
A fine programma gli assi rimangono nell'ultima posizione raggiunta
 A fine programma gli assi si portano alle quote di PRESET
A fine programma gli assi si portano alle quote di PRESETROTAZIONE  Lavorazione SENZA BANCO GIREVOLE
Lavorazione SENZA BANCO GIREVOLE
 Se abilitata in SETUP GENERALE, lavorazione CON BANCO GIREVOLE
Se abilitata in SETUP GENERALE, lavorazione CON BANCO GIREVOLETagli inclinati
Premendo il tasto
dal menù di esecuzione si accede al menù di esecuzione di tagli inclinati. Questa lavorazione è programmabile direttamente da questo menù.
 NEL CASO SIA IMPOSTATO L'ASSE H SENZA ENCODER
NEL CASO SIA IMPOSTATO L'ASSE H SENZA ENCODER
 NEL CASO SIA IMPOSTATO L'ASSE H CON ENCODER
NEL CASO SIA IMPOSTATO L'ASSE H CON ENCODER
Parametri di lavoro degli Assi
VEDI IL CAPITOLO Parametri di lavoro degli assi
Parametri della lavorazione
Premendo il tasto
dal menù di esecuzione si accede al menù di impostazione dei parametri di lavorazione.

DIREZIONE ASSE Y L'asse Y si sposta in POSITIVO alla fine del taglio
L'asse Y si sposta in NEGATIVO alla fine del taglioDIREZIONE TAGLIO Direzione taglio solo verso X+
Taglio BILATERALETIPO SPESSORE  Lo spessore è la DISTANZA misurata perpendicolarmente ai tagli.
Lo spessore è la DISTANZA misurata perpendicolarmente ai tagli.
 Lo spessore è la DISTANZA misurata lungo la superficie del blocco.
Lo spessore è la DISTANZA misurata lungo la superficie del blocco.TIPO PROFONDITA'  La profondità è quanto la lama entra effettivamente nel blocco.
La profondità è quanto la lama entra effettivamente nel blocco.
 La profondità è misurata perpendicolarmente al blocco
La profondità è misurata perpendicolarmente al bloccoPARCHEGGIO A fine programma gli assi rimangono nell'ultima posizione raggiunta
A fine programma gli assi si portano alle quote di PRESETProfili
Premendo il tasto
dal menù di esecuzione si accede al menù di esecuzione di profili. Questa lavorazione deve essere programmata con l'apposito menu.

Parametri di lavoro degli Assi
Accesso alla pagina di apprendimento delle due quote di X di inizio e fine taglio

Apprendimento della quota attuale dell'asse X in X1: inizio taglio.
Apprendimento della quota attuale dell'asse X in X2: fine taglio.
Abilitazione dell'uscita veloce della lama dal blocco durante il ritorno del taglio.
Abilitazione dell'uscita veloce della lama dal blocco durante l'andata del taglio.
N.B.: la lama esce velocemente dal blocco per uno spazio pari al raggio della lama stessa prima di arrivare alle quote X1 o X2.QUOTA DI CORREZIONE + : Offset all'inizio della sagoma da dove inizia il ciclo di finitura del profilo.
QUOTA DI CORREZIONE - : Offset alla fine della sagoma dove termina il ciclo di finitura del profilo.
Per eseguire l'operazione di finitura la lama si porta sulla quota di inizio taglio + quota di correzione e quindi esegue una serie di passate in interpolazione YZ in accordo con i parametri per la finitura impostati. La finitura finisce quando si arriva alla quota di fine taglio - quota di correzione (vedi esempio).

Accesso alla pagina di impostazione degli incrementi di Z.

Z1: incremento di profondità a sinistra del taglio.
Z2: incremento di profondità a destra del taglio.
Delta UT: spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. Serva ad evitare l'accumularsi di errori di posizionamento che comportano delle passate aggiuntive.
NB. Validi solo per il taglio a passate.Parametri della lavorazione
TIPO TAGLIO  Taglio SINGOLO
Taglio SINGOLO
 Taglio a PASSATE
Taglio a PASSATEInizio ciclo
Le fasi per eseguire la lavorazione possono essere schematizzate con i seguenti tre punti:
-
Azzeramento delle quote degli assi sul sistema di riferimento
-
Autoapprendimento delle quote di inizio e fine taglio
-
Avvio della lavorazione
NOTA IMPORTANTE
Per iniziare un ciclo è fondamentale effettuare l'azzeramento delle quote degli assi. Per fare questo il selettore manuale/automatico deve essere posizionato su “manuale”. Premere il pulsante di azzeramento posto sul quadro per visualizzare le seguenti schermate in base alla lavorazione scelta.TAGLI MULTIPLI E TAGLI INCLINATI

PROFILATURA


Caso in cui la lama è orizzontale Queste schermate spiegano che la lama/utensile deve essere portata a sfioro del blocco, prima di dare l'OK per l'azzeramento assi.
Con il tasto funzione
 è possibile dare lo START, mentre con il tasto
è possibile dare lo START, mentre con il tasto  il ciclo va in STOP.
il ciclo va in STOP.
Esempi di lavorazioni
Tagli multipli marmo con direzione Y positiva

Tagli multipli marmo con direzione Y negativa

Tagli multipli marmo bilaterali con direzione Y positiva

Tagli multipli marmo bilaterali con direzione Y negativa

Tagli multipli granito con direzione Y positiva

Tagli multipli granito con direzione Y negativa

Profilatura e finitura

Sgrossatura, finitura e profilo risultante Allarmi
Dal menù principale (o da qualsiasi altra schermata che lo presenti), premere il tasto
 per visualizzare la seguente pagina:
per visualizzare la seguente pagina:

Premere il tasto
 per cancellare gli allarmi.
per cancellare gli allarmi.
Messaggi
I messaggi sono puramente informativi e la loro comparsa non blocca i funzionamento della macchina.
Messaggio Motivo Soluzione ATTENDERE… E' in corso una fase di calcolo. - ERRORE PERCORSO Si è verificato un errore nella fase di inserimento della traiettoria prima dell'esecuzione. Forse il percorso è troppo lungo ERR: LAMA INCLINATA L'inclinazione della lama e dell'utensile non è corretto per la lavorazione. Dare la lama o l'utensile la giusta inclinazione LAVORO CONCLUSO Il ciclo automatico si è concluso senza problemi. - X FUORI POSIZIONE La posizione di X non è corretta. Dovrebbe trovarsi in una posizione esterna ai FC autoappresi. BATTERIA ESAURITA La batteria del controllore è esaurita o si sta esaurendo. Vedi il manuale di installazione e manutenzione per le istruzioni per la sostituzione della batteria. ESEGUIRE HOMING Non è stata eseguita la procedura di homing. è necessario eseguire una procedura di homing per poter eseguire l'operazione. ERRORE CALCOLO ARCO Errore nel calcolo dei punti per gli archi Controllare che i parametri di setup siano corretti. SAGOMA TROPPO GRANDE è stata inserita una sagoma che eccede il numero massimo di tratti. Controllare tramite l'editor la correttezza della sagoma. Allarmi
Gli allarmi si differenziano dai messaggi in quanto bloccano il funzionamento della macchina.
Allarme Motivo Risoluzione Emergenza Emergenza manuale - FC asse Y indietro L'asse Y ha toccato il FC minimo - FC asse Y avanti L'asse Y ha toccato il FC massimo - FC asse Z indietro L'asse Z ha toccato il FC minimo - FC asse Z avanti L'asse Z ha toccato il FC massimo - FC asse X indietro L'asse X ha toccato il FC minimo - FC asse X avanti L'asse X ha toccato il FC massimo - FC asse H indietro L'asse H ha toccato il FC minimo - FC asse H avanti L'asse H ha toccato il FC massimo - Lama non in rotazione Durante un ciclo automatico la lama deve essere in rotazione - Pressione acqua Non viene rilevata la presenza dell'acqua di raffreddamento. La valvola potrebbe essere chiusa. Overcurrent motore lama Il motore della lama ha assorbito un valore di corrente superiore alla soglia - Errore inseguimento Z L'errore di inseguimento dell'asse ha superato la soglia massima - Errore inseguimento Y - Errore inseguimento X - Fault interpolazione Si è verificato un errore durante l'interpolazione degli assi. Uno degli assi potrebbe aver superato la sua corsa massima. Fault driver Uno dei driver degli assi è nello stato di fault - Termico driver X Interruttore termico del driver X intervenuto - Termico driver Y Interruttore termico del driver Y intervenuto - Termico driver Z Interruttore termico del driver Z intervenuto - Termico driver H Interruttore termico del driver H intervenuto - Termico driver W Interruttore termico del driver W intervenuto - Ventilazione quadro Emergenza ventilazione del quadro - Termico disco Interruttore termico del motore disco intervenuto - Mancanza ausiliari Alimentazione degli ausiliari non presente - Fasi non OK Le fasi di alimentazione dei motori potrebbero essere invertite. - Anomalia encoder X L'encoder dell'asse non funziona regolarmente - Anomalia encoder Y - Anomalia encoder Z - Perdita sensore banco Il sensore di banco basso potrebbe essere staccato. - Asse Y fuori tolleranza L'asse Y ha concluso un posizionamento fuori dalla tolleranza impostata. Controllare i parametri di setup dell'asse Y Archivio storico allarmi
Premere il tasto
 per accedere all'archivio storico degli allarmi:
per accedere all'archivio storico degli allarmi:

Per cancellare lo storico premere il tasto
Per tornare alla pagina allarmi premere il tasto

Diagnostica
Menù di diagnostica
Per accedere al seguente menù, premere il tasto
dal menù principale.

Da questa schermata è possibile accedere alle varie sezioni di diagnostica :
-
Diagnostica degli ingressi digitali
-
Diagnostica delle uscite digitali
-
Diagnostica dei conteggi
-
Diagnostica delle uscite analogiche
Inoltre sono presenti alcune informazioni riguardanti:
Fw name : firmware presente nello strumento e checksum relativo;
Task time : tempo medio del ciclo della CPU con indicazioni sul Tempo Massimo e il Tempo Minimo di scansione;
CPU time : tempo totale da quando la CPU è nello stato di RUN (hh:mm)
Solo per l'asse Y e in particolare per la funzione di riposizionamento con la riga magnetica:
Position delta : errore di posizione tra la retroazione da resolver e la riga magnetica che deve essere recuperato;
N. try : numero di tentativi eseguiti per recuperare il delta.
Diagnostica ingressi digitali e analogici
Premendo il tasto “ingressi” si accede alla seguente schermata, ove è visualizzato lo stato di ciascun ingresso digitale e dei tre ingressi analogici:
Per ogni ingresso analogico è visualizzato il valore in bit e la percentuale risultante dopo lo scaling.

Diagnostica uscite digitali
Premendo il tasto “uscite” si accede alla seguente schermata, ove è visualizzato lo stato di ciascuna uscita digitale:

Diagnostica conteggi
Premere il tasto “encoders” per accedere la seguente schermata, ove è visualizzato il conteggio di ciascun encoder.
Per ogni asse è visualizzato il conteggio in impulsi encoder e in piccolo il valore del conteggio in unità di misura.
Per i tre assi analogici è visualizzato inoltre l'errore di inseguimento (FOLLERR) istantaneo e il massimo valore raggiunto.

Diagnostica uscite analogiche
Premere il tasto “uscite an” per accedere alla seguente schermata, ove visualizza i valori di tutte le uscite analogiche.

-


