目录
P1P20F - 003 : Manuale dell'operatore
1. Informazioni
1.1 Release
Il presente documento è valido integralmente salvo errori od omissioni.
| |
|||
| Documento: | mdo_p1p20f-003 | ||
|---|---|---|---|
| Descrizione: | Manuale operatore p1p20f-003 | ||
| Redattore: | Omar Sbalchiero | ||
| Approvatore | Gabriele Bazzi | ||
| Link: | http://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p20/p1p20f-003/mdo_p1p20f-003 | ||
| Lingua: | Italiano | ||
| Release documento | Descrizione | Note | Data |
| 01 | Nuovo manuale | 06/04/2017 | |
| 02 | Modifica tabelle setup e descrizioni menù | 21/07/2020 | |
1.1.1 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
2. Descrizione
P1P20F - 003, è un posizionatore analogico con attivazione di massimo 7 teste di punzonatura e taglio. Disponibile la gestione della pressa con avviamento continuo e singolo. E' implementato inoltre un algoritmo di riordino quote. Attivazione fino a 32 utensili tramite moduli di espansione I/O ausiliari.
2.1 Caratteristiche principali
-
Controllo di 1 asse tramite analogica +/-10Vdc
-
Gestione di due moduli I/O tramite CANopen
-
Gestione di più liveli di accesso con password per operatore, manutentore e installatore
-
Gestione programmi di lavoro identificati da numero e nome
-
Funzionalità touchscreen per introduzioni dati e azioni tramite bottoni
-
Messaggistica di supporto all'operatore
-
Messaggistica di allarme
-
Pagine di diagnostica
-
Algoritmo per il riordino delle quote di programma
-
Gestione di segnali per una pressa
3. Pagina Principale

4. Barra di comando
La barra posta in alto su ogni pagina fornisce le seguenti informazioni:

oppure

| Stato della macchina |
| Nome della pagina |
| Lingua in uso |
| Eventuali comandi di passaggio di pagina |
| Tasto di ritorno alla pagina principale |
| Tasto di ingresso in menu |
4.1 Stati macchina
| | inizializzazione macchina - recupero dei dati |
| | macchina in manuale |
| | macchina in setup - calibrazione |
| | inserimento ricetta |
| | macchina in automatico - ciclo automatico fermo |
| | macchina in automatico - ciclo automatico in corso |
| | macchina in allarme |
4.2 Tasti utilizzati
I tasti utilizzabili su ogni pagina sono abilitati e illuminati in verde. i tasti in grigio sono disabilitati.
| | ritorno alla pagina principale |
| | ritorno alla pagina precedente |
| | passaggio alla pagina successiva |
| | accesso alla pagina di menu |
Premendo sulla bandiera si sceglie la lingua
5. Menu principale
Premere il tasto ![]() per accedere al menu principale:
per accedere al menu principale:
5.1 Descrizione dei pulsanti
 | pagina di cambio livello di accesso |  | sezione di creazione / scelta ricetta |
 | sezione di diagnostica I/O |  | pagina degli allarmi |
 | impostazione data e ora |  | pagina di info sistema |
 | sezione di setup generico |  | sezione di setup dati dell'asse |
 | sezione di calibrazione dell'asse |  | sezione di taratura del PID |
 | sezione di setup della lavorazione |  | sezione di forzatura dati di fabbrica (default) |
5.2 Livelli di accesso
A seconda del livello di accesso, chi utilizza le varie sezioni del menu ha la possibilità di accedere a differenti funzionalità:
| Password installatore | 440061 |
5.2.1 LIVELLO OPERATORE
| | - E' possibile accedere senza restrizioni alle sezioni di menu di programmazione ricette, diagnostica, allarmi, impostazione data e ora e info sistema - Non è visibile la sezione dei setup - Non è visibile l'accesso al reset di fabbrica |
5.2.2 LIVELLO MANUTENTORE
 | - E' possibile accedere senza restrizioni alle sezioni di menu di programmazione ricette, diagnostica, allarmi, impostazione data e ora e info sistema - E' possibile accedere senza restrizioni alle sezioni di setup - Non è visibile l'accesso al reset di fabbrica |
5.2.3 LIVELLO INSTALLATORE
 | - E' possibile accedere senza restrizioni alle sezioni di menu di programmazione ricette, diagnostica, allarmi, impostazione data e ora e info sistema - E' possibile accedere senza restrizioni alle sezioni di setup - E' visibile e permesso l'accesso al reset di fabbrica |
6. Messa in servizio
6.1 Salvataggio ed uscita
Le pagine di setup sono dotate di un proprio menu:
| Premere il tasto |  | |
 |
||
 |
I comandi disponibili sono:
 | Salva ed esci : i valori di setup impostati vengono salvati nella memoria interna e messi in esecuzione. Si ritorna alla pagina principale |
 | Ricarica i valori : i valori di setup inseriti non vengono salvati e sono ricaricati i valori presenti nella memoria interna. Si rimane nella stessa pagina |
 | Esci senza salvare : i valori di setup inseriti non vengono salvati e sono ricaricati i valori presenti nella memoria interna. Si ritorna alla pagina principale |
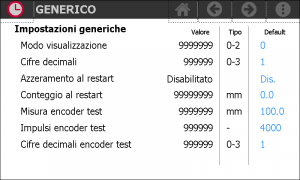
6.2 Setup generico
Per accedere, dalla pagina di MENU PRINCIPALE premere il tasto
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Modo visualizzazione | - | 0 | 0 ÷ 2 | 0: Visualizzazione normale 1: L'HDR è attivo, nella fascia centrale fra due unità 2: L'HDR è attivo su tutto il range del conteggio |
| Cifre decimali | - | 1 | 0 ÷ 3 | E' la posizione del punto decimale nelle visualizzazioni delle quote. |
| Azzeramento al restart | - | 0 | Disabilitato ÷ Abilitato | Abilitazione dell'azzeramento del conteggio all'attivazione dell'ingresso I4 (restart) |
| Conteggio al restart | mm | 0 | -999999 ÷ 999999 | Valore che viene caricato nel conteggio dell'asse, se abilitata la funzione di Azzeramento al restart |
| Misura encoder test | mm | 100.0 | 0 ÷ 999999 | Indica lo spazio, in unità di misura, percorso dall'encoder di test per ottenere gli impulsi encoder x 4 impostati sul parametro Impulsi encoder test. |
| Impulsi encoder test | - | 4000 | 0 ÷ 999999 | Indica gli impulsi moltiplicato x 4 forniti dall'encoder di test per ottenere lo spazio impostato nel parametro Misura encoder test. Il rapporto tra Misura e Impulsi è la risoluzione dell'encoder e deve avere valori compresi tra 1 e 0.000935. |
| Cifre decimali encoder test | - | 1 | 0 ÷ 3 | E' la posizione del punto decimale nelle visualizzazioni delle quote dell'encoder di test. |
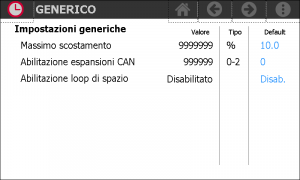
| Massimo scostamento | % | 10.0 | 0 ÷ 100.0 | E' la massima differenza in percentuale consentita tra il contatore di misura e quello di test, oltre la quale viene posta a OFF l'uscita di allarme O8. |
| Abilitazione espansioni CAN | - | 0 | 0 ÷ 2 | 0: Non è installata alcuna espansione per gli utensili 1: E' installata l'espansione per i primi 16 utensili 2: Sono installate le espansioni per 32 utensili |
| Abilitazione loop di spazio | - | 0 | Disabilitato ÷ Abilitato | Scelta se abilitare il controllo di spazio anche con asse fermo. Se in movimento è sempre abilitato. |
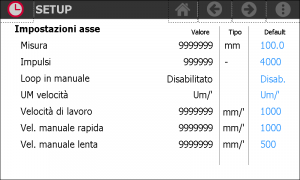
6.3 Setup dell'asse
Per accedere, dalla pagina di MENU PRINCIPALE premere il tasto
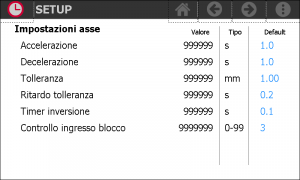
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Misura | mm | 100.0 | 0 ÷ 999999 | Indica lo spazio, in unità di misura, percorso dall'encoder dell'asse per ottenere gli impulsi encoder x 4 impostati sul parametro Impulsi. |
| Impulsi | - | 4000 | 0 ÷ 999999 | Indica gli impulsi moltiplicato x 4 forniti dall'encoder dell'asse per ottenere lo spazio impostato nel parametro Misura. Il rapporto tra Misura e Impulsi è la risoluzione dell'encoder e deve avere valori compresi tra 1 e 0.000935. |
| Loop in manuale | - | 0 | Disabilitato ÷ Abilitato | Abilitazione del controllo di spazio nello stato di manuale (durante i movimenti in jog). |
| UM velocità | - | 0 | Um/' ÷ Um/s | Specifica l'unità di misura della velocità: Um/': velocità in Um al minuto Um/s: velocità in Um al secondo |
| Velocità di lavoro | UM | 1000 | 0 ÷ 999999 | Velocità dell'asse utilizzata durante i posizionamenti alle quote di lavoro. Il valore è riferito all'unità di misura impostata. |
| Vel. manuale rapida | UM | 1000 | 0 ÷ 999999 | Velocità dell'asse utilizzata durante i movimenti in jog manuale con il selettore su RAPIDO. Il valore è riferito all'unità di misura impostata. |
| Vel. manuale lenta | UM | 500 | 0 ÷ 999999 | Velocità dell'asse utilizzata durante i movimenti in jog manuale con il selettore su LENTO. Il valore è riferito all'unità di misura impostata. |
| Accelerazione | s | 1.0 | 0 ÷ 999.0 | Rampa di accelerazione dell'asse. E' il tempo impiegato dall'asse per portarsi da fermo alla velocità massima. |
| Decelerazione | s | 1.0 | 0 ÷ 999.0 | Rampa di decelerazione dell'asse. E' il tempo impiegato dall'asse per decelerare dalla velocità massima a zero. |
| Tolleranza | mm | 0 | 0 ÷ 9999 | E' la fascia di conteggio attorno alla quota di posizionamento che identifica se il posizionamento è stato concluso correttamente. |
| Ritardo tolleranza | s | 0.2 | 0 ÷ 999.0 | Tempo di ritardo, espresso in secondi, dell'inizio della procedura di attivazione delle teste quando l'asse è entrato nella fascia di tolleranza. |
| Timer inversione | s | 0.1 | 0 ÷ 999.0 | E' il minimo tempo che deve trascorrere tra due movimenti dell'asse in direzioni opposte. |
| Controllo ingresso blocco | - | 3 | 0 ÷ 99 | E' il numero di volte che il controllo testa l'ingresso di blocco conteggio per stabilire se è stato attivato o meno. Ogni unità vale 2 ms. |
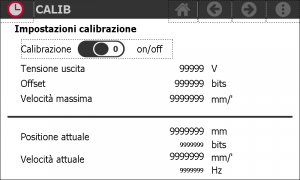
6.4 Calibrazione dell'asse
Per accedere, dalla pagina di MENU PRINCIPALE premere il tasto
N.B. : il controllo deve essere nello stato di manuale (I5 = OFF) e con il drive abilitato (I3 = ON)
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Offset | bit | 0 | -99999 ÷ 99999 | Definisce il valore in bit della correzione relativa all'uscita analogica in modo da compensare l'eventuale deriva del sistema. |
| Velocità massima | UM | 2000 | 0 ÷ 999999 | Definisce la massima velocità dell'asse relativa al riferimento analogico +/- 10Vdc. |
6.4.1 Verifica dei collegamenti
-
Verificare per prima cosa l'esatta connessione della dinamo tachimetrica del drive o delle fasi dell'encoder
-
Abilitare la calibrazione toccando l'apposito selettore
-
Inserire un valore basso (es. 0.5) su Tensione uscita e osservare se il motore gira circa ad 1/20 della sua velocità massima
-
Fornendo una tensione positiva il motore dovrà girare verso “avanti” con una velocità proporzionale al valore introdotto e il conteggio visualizzato su Posizione attuale dovrà incrementarsi
N.B. : Il valore introdotto su Tensione uscita viene fornito senza rampe di accelerazione o decelerazione.
6.4.2 Taratura dell'offset
-
Abilitare la calibrazione toccando l'apposito selettore
-
Inserire un valore su Offset in modo da compensare la deriva del motore quando non è abilitata la reazione di spazio
6.4.3 Calcolo della velocità massima
Lo strumento è ora in grado di calcolare e visualizzare il valore di velocità massima da introdurre nell'apposito parametro.
-
Abilitare la calibrazione toccando l'apposito selettore
-
Inserire un valore su Tensione uscita e leggere la velocità con la quale si muove il motore su Velocità attuale
-
Calcolare la velocità che si ottiene se si rapporta la velocità letta con i 10Vdc di fondo scala. Ad esempio se si inserisce 1 Vdc , la velocità massima sarà (Velocità attuale x 10)
-
Inserire il risultato del calcolo in Velocità massima
N.B. : Il valore introdotto su Tensione uscita viene fornito senza rampe di accelerazione o decelerazione.
6.4.4 Modifica del conteggio
Introduzione di un valore nel campo Posizione attuale
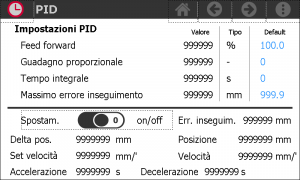
6.5 Taratura del PID
Dalla pagina di MENU PRINCIPALE premere il tasto

N.B. : il controllo deve essere nello stato di manuale (I5 = OFF) e con il drive abilitato (I3 = ON)
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Feed forward | % | 100.0 | 0 ÷ 200.0 | Coefficiente percentuale che, moltiplicato per la velocità, genera la parte FF dell'uscita di regolazione. |
| Guadagno proporzionale | - | 0 | 0 ÷ 32767 | Coefficiente che, moltiplicato per l'errore di inseguimento, genera la parte proporzionale P dell'uscita di regolazione. |
| Tempo integrale | - | 0 | 0 ÷ 32767 | Tempo, espresso in ms, che produce il coefficiente di integrazione dell'errore di inseguimento. Tale valore genera la parte integrale I dell'uscita di regolazione. |
| Massimo errore di inseguimento | mm | 999.9 | 0 ÷ 999999 | Massimo scostamento accettabile tra la posizione teorica e la posizione reale dell'asse. |
6.6 Movimento di test
Movimenti avanti/indietro, compiuti dall'asse durante la procedura di taratura del PID.
-
Impostare i seguenti parametri:
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Delta pos. | mm | 0 | 0 ÷ 999999 | Delta di posizione che l'asse compie durante i movimenti di test. |
| Set velocità | UM | 0 | 0 ÷ 999999 | Velocità di spostamento dell'asse durante i movimenti di test. |
| Accelerazione | s | 0 | 0 ÷ 999 | Rampa di accelerazione utilizzata dall'asse durante i movimenti di test. |
| Decelerazione | s | 0 | 0 ÷ 999 | Rampa di decelerazione utilizzata dall'asse durante i movimenti di test. |
-
Attivare i movimenti di test toccando l'apposito selettore
Durante i movimenti è possibile leggere in tempo reale:
-
la posizione attuale
-
la velocità attuale
-
l'errore di inseguimento attuale
-
Per disattivare i movimenti di test toccare l'apposito selettore
-
L'uscita dalla pagina comporta la fine del test
6.7 Consigli sulla taratura
-
Partire con un valore di Guadagno proporzionale molto basso. Inizialmente l'asse è molto lento, non vengono rispettate le rampe di accelerazione e decelerazione, non viene raggiunta la velocità massima e la posizione. Aumentare il valore finché il sistema è dinamicamente soddisfacente, senza però diventare instabile (pendolazioni con asse in movimento e vibrazioni ad asse fermo).
-
Partire con un valore di Feed forward di 100.0%. Il valore deve essere aumentato se l'errore di inseguimento è positivo quando l'asse va avanti; allo stesso modo va aumentato se l'errore è negativo quando l'asse va indietro. Al contrario, deve essere diminuito se l'errore è negativo quando l'asse va avanti; allo stesso modo va diminuito se l'errore è positivo quando l'asse va verso indietro.
-
Se necessario, partire con valore di base di 0.5 s di Tempo integrale, calare gradualmente il tempo finché non si arriva ad un valore grazie al quale l'asse migliora le proprie prestazioni dinamiche rimanendo stabile. Valori troppi alti o troppo bassi possono causare delle pendolazioni. Impostando 0 la funzione viene esclusa.
6.8 Setup della lavorazione
Dalla pagina di MENU PRINCIPALE premere il tasto


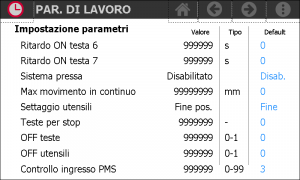
| Nome parametro | Unità di misura | Default | Range | Descrizione | ||
|---|---|---|---|---|---|---|
| Ritardo start | s | 0.05 | 0 ÷ 999 | Tempo di ritardo dal momento dello start alla partenza dell'asse. | ||
| Controllo ingresso start | - | 3 | 0 ÷ 99 | Numero di volte che viene controllato l'ingresso di start per stabilire se è stato attivato. Ogni unità vale 2 ms. | ||
| Numero teste | - | 0 | 0 ÷ 7 | Numero di teste utilizzate. Le teste non utilizzate generano errore in fase di programmazione. | ||
| Testa di taglio | - | 0 | 0 ÷ 7 | Indica il numero della testa che esegue il taglio. (0 = funzione disabilitata) | ||
| Interasse testa 1 | mm | 0 | -999999 ÷ 999999 | Distanza tra la testa | 1 | e lo zero macchina, che il pezzo in lavorazione incontra durante l'avanzamento. |
| Interasse testa 2 | mm | 0 | -999999 ÷ 999999 | 2 | ||
| Interasse testa 3 | mm | 0 | -999999 ÷ 999999 | 3 | ||
| Interasse testa 4 | mm | 0 | -999999 ÷ 999999 | 4 | ||
| Interasse testa 5 | mm | 0 | -999999 ÷ 999999 | 5 | ||
| Interasse testa 6 | mm | 0 | -999999 ÷ 999999 | 6 | ||
| Interasse testa 7 | mm | 0 | -999999 ÷ 999999 | 7 | ||
| Ritardo ON testa 1 | s | 0 | 0 ÷ 999 | Tempo di ritardo attivazione testa | 1 | dopo che l'asse è entrato nella fascia di tolleranza. (O11 = ON) |
| Ritardo ON testa 2 | s | 0 | 0 ÷ 999 | 2 | ||
| Ritardo ON testa 3 | s | 0 | 0 ÷ 999 | 3 | ||
| Ritardo ON testa 4 | s | 0 | 0 ÷ 999 | 4 | ||
| Ritardo ON testa 5 | s | 0 | 0 ÷ 999 | 5 | ||
| Ritardo ON testa 6 | s | 0 | 0 ÷ 999 | 6 | ||
| Ritardo ON testa 7 | s | 0 | 0 ÷ 999 | 7 | ||
| Sistema pressa | - | 0 | Disabilitato ÷ Abilitato | Abilita / disabilita il sistema di avanzamento con pressa. | ||
| Max movimento in continuo | mm | 0 | 0 ÷ 999999 | Limite dello spostamento in esecuzione oltre il quale è necessario fermare la pressa al punto superiore (PMS). | ||
| Settaggio utensili | - | - | Fine pos. ÷ Inizio pos. | Momento di attivazione degli utensili a inizio o fine posizionamento. | ||
| Teste per stop | - | 0 | 0 ÷ 1234567 | Numero della testa che si intende utilizzare per interrompere il ciclo continuo. Es. si vogliono utilizzare le teste 1,4,6,7 per la funzione: inserire il numero 1467 |
||
| OFF teste | - | 0 | 0 ÷ 1 | 0: passando da automatico a manuale le teste attive non vengono modificate. 1: attivando il manuale le teste vengono disattivate. |
||
| OFF utensili | - | 0 | 0 ÷ 1 | 0: passando da automatico a manuale gli utensili attivi non vengono modificati. 1: attivando il manuale gli utensili vengono disattivati. Al ritorno in automatico vengono attivati tutti gli utensili presenti prima del passaggio di stato. |
||
| Controllo ingresso PMS | - | 3 | 0 ÷ 99 | Numero di volte che viene controllato l'ingresso PMS per stabilire se è stato attivato. Ogni unità vale 2 ms. | ||
6.9 Impostazione data e ora
Accedere, dalla pagina di MENU PRINCIPALE premere il tasto
La data e l'ora sono utili per la gestione dello storico allarmi.
7. Utilizzo
7.1 Ricette
E' possibile accedere alle ricette di lavoro solo se non è in esecuzione un programma.
Per accedere alla sezione delle ricette:
-
premere il tasto funzione F2

-
oppure premere il tasto MENU sulla barra in alto
 e poi premere
e poi premere
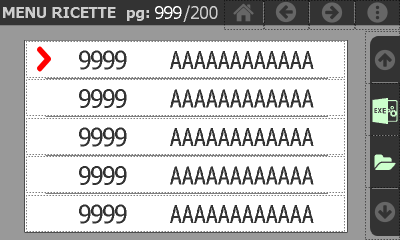
Per selezionare una delle ricette elencate si deve toccare la riga corrispondente.
 e e  | Per scorrere l'elenco delle ricette. Ogni pagina può visualizzare 5 ricette alla volta. E' possibile spostarsi direttamente alla pagina desiderata editandola sulla barra del titolo. |
 | Passaggio alla funzione di editazione ciclo di lavoro. |
 | Apre la ricetta selezionata per modificarla. |
7.1.1 Modifica della ricetta
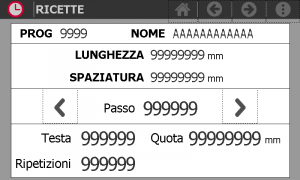
| PROG | Numero della ricetta che si sta modificando |
| NOME | E' possibile inserire un nome per la ricetta. Il nome deve essere al massimo di 12 caratteri. |
| LUNGHEZZA | Lunghezza totale del pezzo. Deve essere maggiore o uguale alla lunghezza totale delle quote programmate. |
| SPAZIATURA | Appare se non è stata programmata una testa di taglio. |
| SPESS. LAMA | Appare se è stata programmata una testa di taglio. |
| Passo | Passo in programmazione. |
| Testa | Testa utilizzata nel passo che si sta programmando. |
| Quota | Quota che si deve eseguire nel passo che si sta programmando. |
| Ripetizioni | Numero di ripetizioni della quota nel passo che si sta programmando. |
Se sono abilitate le espansioni per gli utensili :
 | Passaggio alla pagina degli utensili. |
Selezionare gli utensili che si devono attivare durante l'esecuzione del passo che si stava editando.
7.1.2 Salvataggio della ricetta
La sezione delle ricette è dotata di un proprio menu:
-
Premere il tasto

I comandi disponibili sono:
| | Salva ed esci: i valori delle ricette impostati vengono salvati nella memoria interna e messi in esecuzione. Si ritorna alla pagina principale. |
| | Esci senza salvare: i valori delle ricette impostati non vengono salvati e sono ricaricati i valori presenti nella memoria interna. Si ritorna alla pagina principale. |
7.1.3 Errori di impostazione ricetta
Visualizzazione degli errori nell'impostazione delle ricette con pagine di pop-up.
Gli errori possono essere:
-
Utilizzo di una testa che non è stata abilitata nell'apposito parametro di setup
-
La somma delle quote delle teste deve essere minore o uguale alla lunghezza impostata
-
Una testa non può essere utilizzata in più passi che non siano consecutivi tra loro|
7.1.4 Esempio di introduzione ricetta
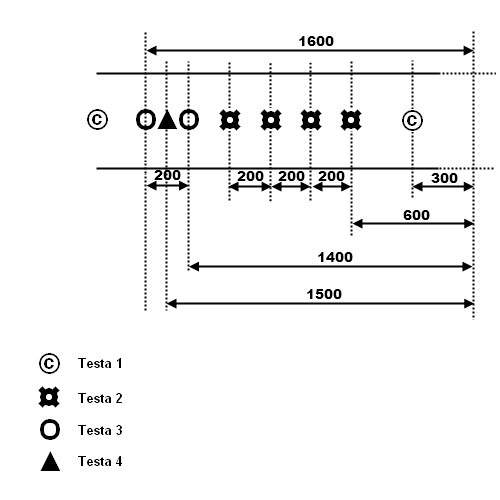
Introdurre in successione tutte le misure relative ad una testa e così via fino all'ultima testa utilizzata.
| PROG = 1 | NOME = PROVA |
| LUNGHEZZA = 1600 | SPAZIATURA = 0 |
| Passo = 1 | Testa = 1 Quota = 300 Ripetizioni = 1 |
| Passo = 2 | Testa = 2 Quota = 600 Ripetizioni = 1 |
| Passo = 3 | Testa = 2 Quota = 200 Ripetizioni = 3 |
| Passo = 4 | Testa = 3 Quota = 1400 Ripetizioni = 1 |
| Passo = 5 | Testa = 3 Quota = 200 Ripetizioni = 1 |
| Passo = 6 | Testa = 4 Quota = 1500 Ripetizioni = 1 |
| Passo = 7 | Testa = 0 Quota = 0 Ripetizioni = 0 |
L'introduzione del valore 0 sulla testa, comporta il fine programma.
La prima quota introdotta per ogni testa è riferita allo zero pezzo, mentre tutte le altre sono quote incrementali (riferire alla quota precedente).
7.2 Ciclo di lavoro
Per accedere alla programmazione del ciclo di lavoro:
-
premere il tasto funzione F3

-
oppure premere il tasto ESEGUI nella pagina di MENU RICETTE
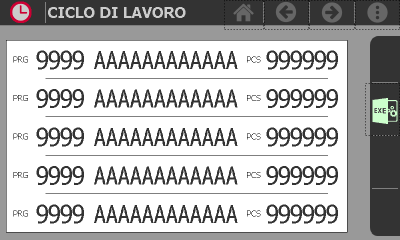
Si possono introdurre fino a 5 programmi con le rispettive ripetizioni.
Se viene introdotto il valore 9999 il ciclo viene ripetuto all'infinito.
7.3 Visualizzazioni e comandi in manuale
Se lo strumento è nello stato di manuale, viene visualizzata la seguente pagina
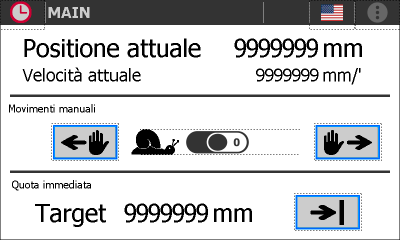
La parte superiore riporta la Posizione e la Velocità istantanee dell'asse.
7.3.1 Movimenti manuali
 | Jog avanti |
 | Jog indietro |
 | Velocità lenta di setup per i movimenti in jog. |
| | Velocità rapida di setup per i movimenti in jog. |
7.3.2 Posizionamento a quota immediata
| Target | Quota immediata dove si desidera portare l'asse con un posizionamento singolo. |
 | Premere per comandare il posizionamento immediato dell'asse. |
7.4 Visualizzazioni e comandi in automatico
Se lo strumento è nello stato di automatico, viene visualizzata la seguente pagina
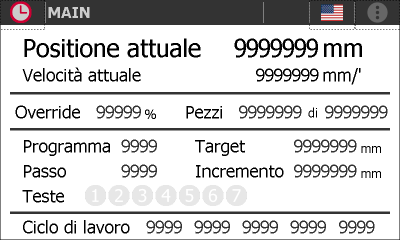
La parte superiore riporta la Posizione e la Velocità istantanee dell'asse.
| Override | Percentuale della velocità di lavoro impostata in setup, con la quale devono essere eseguiti i posizionamenti. inserendo 100% la velocità di posizionamento coincide con la velocità di lavoro. |
| Pezzi | Pezzi eseguiti sul totale dei pezzi impostati del programma in uso. |
| Programma | Programma in esecuzione. |
| Passo | Passo in esecuzione. |
| Teste | Teste che si attivano al raggiungimento della quota in uso. |
| Target | Quota in esecuzione. |
| Incremento | Quota incrementale in uso. |
| Ciclo di lavoro | Ciclo selezionato. |
7.5 Esempio di gestione timers e uscite
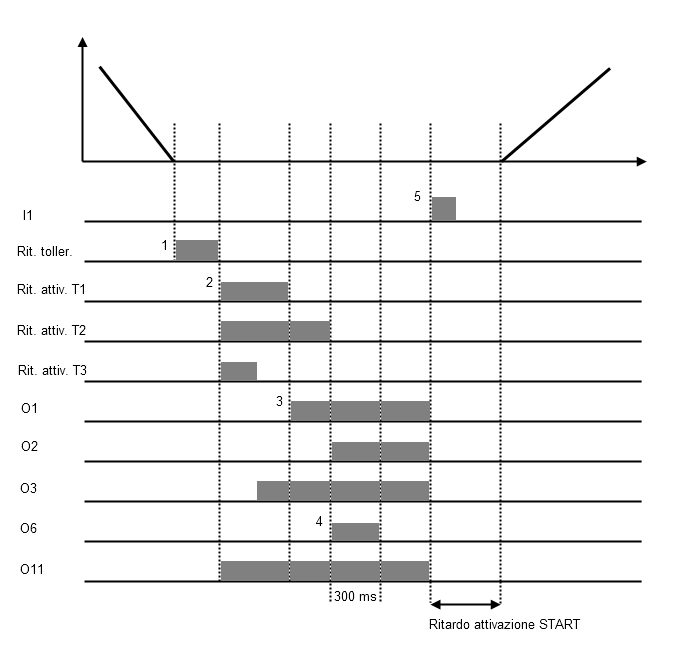
1 - L'asse entra in fascia di tolleranza e parte il timer di ritardo attivazione tolleranza.
2 - All'attivazione dell'uscita di tolleranza partono i timer di ritardo attivazione teste.
3 - Al termine di ogni singolo timer viene settata l'uscita testa corrispondente.
4 - Quando viene attivata l'ultima testa si attiva insieme l'uscita O6 di fine lavorazione.
5 - Ad un nuovo start vengono resettate le uscite e comincia un nuovo ciclo.
8. Diagnostica
Per accedere alla sezione della diagnostica:
1. premere il tasto funzione F4 - 
2. oppure premere il tasto MENU sulla barra in alto
3. accedere alla diagnostica con il tasto

Da questa schermata è possibile accedere alle varie sezioni di diagnostica presenti:
-
Iingressi digitali
-
Uscite digitali
-
Conteggi
-
Uscite analogiche
-
Rete CAN
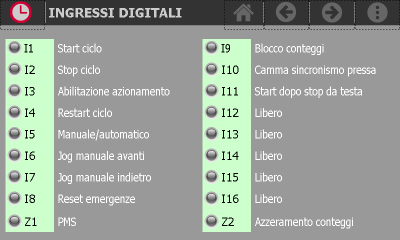
8.1 Diagnostica ingressi digitali
Premendo il tasto relativo agli ingressi digitali si accede alla pagina.
Per tornare al menu di diagnostica premere sul tasto ![]()
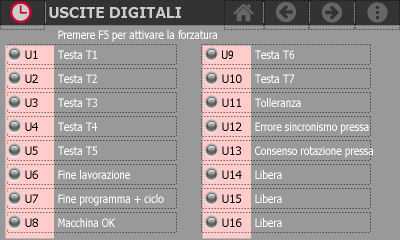
8.2 Diagnostica uscite digitali
Premendo il tasto relativo alle uscite digitali si accede alla pagina.
Scorrere le pagine utilizzando i tasti ![]() e
e ![]() sulla barra in alto.
sulla barra in alto.
8.2.1 Forzatura delle uscite
Per accedere alla funzione di forzatura delle uscite:
-
Premere il tasto funzione F5
-
Il led corrispondente si illumina. LED F5 = ON → Funzione attiva
-
Premere sull'uscita per attivarla. Ripremere per disattivarla.
-
Premere il tasto funzione F5 per disattivare la funzione.
-
All'uscita dalla pagina la funzione si disattiva automaticamente.
Per tornare al menu di diagnostica premere sul tasto ![]()
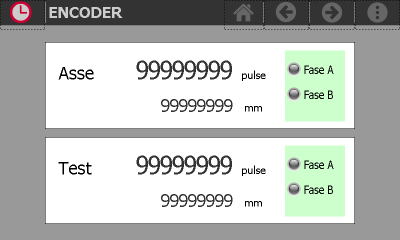
8.3 Diagnostica dei conteggi
Premendo il tasto relativo ai conteggi si accede alla pagina.
Per tornare al menu di diagnostica premere sul tasto ![]()
8.4 Diagnostica delle uscite analogiche
Premendo il tasto relativo alle uscite analogiche si accede alla pagina.
L'uscita analogica è espressa in Volt.
Per tornare al menu di diagnostica premere sul tasto ![]()
8.4.1 Diagnostica rete CAN
Premendo il tasto relativo alle informazioni di sistema si accede alla pagina.
Per tornare al menu di diagnostica premere sul tasto ![]()
9. Allarmi
Per accedere alla sezione degli allarmi:
1. premere il tasto funzione F6 - ![]()
2. oppure premere il tasto MENU sulla barra in alto
3. accedere agli allarmi con il tasto
| Messaggio | Causa |
|---|---|
| FOLL - errore di inseguimento | Rilevato un errore di inseguimento superiore alla soglia permessa. |
| DATA - errore dati asse | Uno o più parametri dell'asse generano errore. Il numero del parametro è indicato nella colonna P Fare riferimento al manuale del device ANPOS2. |
| SYNC - sincronismo camma | L'ingresso di camma I10 si è disattivato quando l'asse non era in tolleranza. |
| CANBUS - rmc disconnesso | Uno dei moduli RMC non risulta connesso. Il numero del modulo è indicato nella colonna P |
| CAM - camma rotta | L'ingresso di camma I10 si è attivato due volte consecutive senza che sia intervenuto l'ingresso di PMS Z1. |
| PMS - pms rotto | L'ingresso di PMS Z1 si è attivato due volte consecutive senza che sia intervenuto l'ingresso di camma I10. |
| TOLL - Asse fuori tolleranza | Concluso un posizionamento fuori tolleranza. |
| TEST - Errore con encoder test | Differenza tra l'encoder dell'asse e quello di test, superiore alla soglia impostata in setup. |
| ALGR - Errore dell'algoritmo | Il calcolo della quota di posizionamento successiva ha trovato un errore. |
Sulla barra laterale viene indicato il numero degli allarmi attivi.
| | Scorre gli allarmi verso l'alto. |
| | Scorre gli allarmi verso il basso. |
 | Comando di cancellazione allarmi. |
| | Pagina di storico allarmi. |
9.1 Storico allarmi
In questa pagina è visualizzato lo storico degli ultimi 200 allarmi intervenuti.
Per ogni allarme è indicata la data e l'ora di intervento.
| | Scorre lo storico allarmi verso l'alto. |
| | Scorre lo storico allarmi verso il basso. |
| | Comando di cancellazione storico allarmi. |
 | Passaggio alla pagina degli allarmi. |
10. Reset di fabbrica
Per poter eseguire questa funzione occorre avere i permessi di livello INSTALLATORE :
Per accedere alla funzione:
1. premere il tasto MENU sulla barra in alto
2. accedere alla funzione con il tasto
 | Attiva la funzione di reset dei dati dello strumento ai valori di fabbrica (DEFAULT). |
11. Info di sistema
Per accedere alla sezione delle info di sistema:
1. premere il tasto MENU sulla barra in alto
2. accedere alla funzione con il tasto apposito
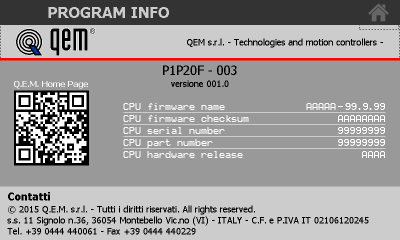
Sono elencate le info di diagnostica delle CPU, più altre informazioni utili all'identificazione dello strumento, il software installato e come contattare la casa produttrice.
| CPU firmware name | Versione del firmware |
| CPU firmware checksum | Checksum del firmware |
| CPU serial number | Serial number della CPU installata |
| CPU part number | Part number della CPU installata |
| CPU hardware release | Release hardware della CPU installata |
12. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.
 |  |
| Segui tutte le istruzioni fornite nel manuale MIMAT | Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it. I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema. |
Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.
 |  |  |
| Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. | Allega: 1. Una descrizione dell'anomalia; 2. Parte dello schema elettrico in cui è inserito lo strumento 3. Programmazione dello strumento (setup, quote di lavoro, parametri…). | Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema. Un accurato imballaggio eviterà ulteriori inconvenienti. |