Indice
MDO_P1P20F - 022 : Manuale dell'operatore
1. Informazioni
1.1 Release
Il presente documento è valido integralmente salvo errori od omissioni.
| |
|||
| Documento: | mdo_p1p20fh20-001 | ||
|---|---|---|---|
| Descrizione: | Manuale operatore p1p20f-022 | ||
| Redattore: | Omar Sbalchiero | ||
| Approvatore | Gabriele Bazzi | ||
| Link: | https://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p20/p1p20f-022/mdo_p1p20f-022 | ||
| Lingua: | Italiano | ||
| Release documento | Descrizione | Note | Data |
| 01 | Nuovo manuale | 18/09/2020 | |
1.1.1 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
2. Descrizione

Il software P1P20F - 022, controlla l'automazione di macchine levigatrici/levigabordi .
Caratteristiche principali
-
comanda 20 teste di lavoro
-
controlla l'avviamento sequenziale dei motori (per limitare l'eccessiva richiesta di corrente)
-
gestisce l'eventuale spostamento del ponte
-
per ogni testa di lavorazione è possibile impostare anticipi/ritardi di lavorazione all'inizio/fine del pezzo
-
i comandi di salita/discesa delle teste di levigatura, calcolati automaticamente al variare della velocità del nastro trasportatore.
-
conta i metri lavorati ed è in grado di lavorare fino a 30 pezzi contemporaneamente.
Altre Caratteristiche
-
HMI con touchscreen
-
Tasti funzione
-
Programmi di lavoro
-
Messaggi di allarme
-
Messaggi di warning
-
Reset dei pezzi difettosi
-
Reset di tutti i pezzi in lavorazione
-
Compensazione dell'offset del finecorsa di presenza pezzo
-
Modo di lavorazione delle teste
-
Levigatura
-
Fresatura
-
Molatura
-
Spazzolatura
-
Getto d'acqua
3. Pagina Principale

3.1 Barre di comando e informazioni
Le barre poste in alto e in basso su ogni pagina forniscono le seguenti informazioni:

A Stato della macchina B Nome della pagina C Descrizione aggiuntiva della pagina D Numero della pagina E Orologio F Allarme attivo (sfondo rosso) G Warning (sfondo azzurro) 
Velocità corrente del nastro trasportatore N: Impostazione della velocità del nastro trasportatore P: Impostazione della velocità del ponte 
Posizione del Ponte.
N.B. La visualizzazione della posizione del Ponte è abilitata solo se è presente l'encoder sull'asse del Ponte
Metri lineari lavorati. 
Numero di pezzi totale lavorati 
Numero di pezzi attualmente in lavorazione in macchina 
Lunghezza ultimo pezzo in lavorazione 3.2 Pagina Principale 2
Premendo il tasto
 , si accede alla seconda pagina principale:
, si accede alla seconda pagina principale:

Oltre alle informazioni presenti anche nella pagina principale, vengono visualizzati.
-
Lo stato delle teste
-
Le velocità correnti del nastro trasportatore e del Ponte.
N.B. La visualizzazione della velocità del Ponte è abilitata solo se è presente l'encoder sull'asse del Ponte -
Lo stato dell'ingresso di presenza
Premendo il tasto
 , si ritorna alla pagina principale,
, si ritorna alla pagina principale,
3.3 Pagina Principale 3
Dalla Pagina Principale 2, premendo il tasto
, si accede alla pagina principale 3:

Oltre alle informazioni presenti anche nella pagina principale, vengono visualizzati.
-
La posizione e la velocità del Ponte
-
Con i tasti
 e
e  è possibile variare i limiti indietro e avanti del Ponte
è possibile variare i limiti indietro e avanti del Ponte -
Con il tasto
 è possibile far partire la ricerca di homing del Ponte.
è possibile far partire la ricerca di homing del Ponte.
Premendo il tasto
, si ritorna alla pagina principale 2.
N.B. La Pagine Principale “3” è abilitata solo se è presente l'encoder sull'asse del Ponte.
3.4 Stati macchina
Simbolo Descrizione 
Manuale 
Emergenza 
Automatico 
Modo di funzionamento 
Taratura 
Non inizializzato 3.5 Tasti comuni
Simbolo Descrizione 

Scorre i programmi 
Salva ed esci: i valori di setup impostati vengono salvati nella memoria interna e messi in esecuzione. 
Apre programma 
Avanti pagina 
Indietro pagina 
Esci senza salvare: i valori di setup inseriti non vengono salvati e sono ricaricati i valori presenti nella memoria interna. 
Accesso alla pagina MENU 
Accesso al SETUP (protetto da password) 
Accesso ai PROGRAMMI DI LAVORO 
Accesso al RESET PEZZI TOTALE 
Accesso al RESET PEZZI PARZIALE 
Accesso agli ALLARMI 
Uscita dalla pagina 4. Menu principale
Per accedere, dalla PAGINA PRINCIPALE premere il tasto



Allarmi 
Accesso ai programmi 
Menù funzioni 
Diagnostica 
Homing ponte 
Accesso al setup 5. Utilizzo
5.1 Startup
Se è installato e abilitato l'encoder del Ponte, all'accensione lo strumento si porta direttamente sulla Pagina Principale 3 e viene richiesto di far partire la ricerca di homing per tarare la posizione dell'Asse Ponte.
Premere il tasto
per avviare la ricerca di homing.
Al termine della ricerca di homing, lo strumento si porta direttamente sulla visualizzazione della Pagina Principale.
5.2 Programma di lavoro
Per accedere alla sezione “Programma di lavoro”,
-
premere il tasto funzione F3

-
oppure accedere alla pagina di MENU, premendo il tasto F1
 e poi premere
e poi premere 

Per selezionare uno dei programmi di lavoro elencati si deve toccare la riga corrispondente.
 e
e 
Per scorrere l'elenco dei programmi di lavoro. Ogni pagina può visualizzare 5 programmi alla volta.
E' possibile spostarsi direttamente alla pagina desiderata editandola sulla barra del titolo.
Passaggio alla funzione di editazione ciclo di lavoro. 
Apre la ricetta selezionata per modificarla. 5.2.1 Modifica Programma di lavoro
 →
→ 

Unico Valore
Copia i parametri della prima testa in tutte le Teste abilitateProgramma automatico: eseguire i punti 1 - 2 - 3 - 4 :
-
Per modificare il programma inserire i valori nei vari campi, usando la tastiera virtuale.
-
Digitare sul campo “ UNICO VALORE ” per copiare i parametri della prima testa su tutte le teste
-
Impostare i parametri di lavorazione
-
Completato l'inserimento dei parametri, premere F7, comparirà la pagina salvare il programma
 →
→ 
Note:
-
1 = levigatrice, 2 = fresatrice, 3 = mola , 4 = spazzola, 5 = getto d'acqua
-
se le teste sono tutte di tipo 1 - 4 - 5, oppure tutte di tipo 2, oppure tutte di tipo 3, è possibile impostare “ tutte le teste ”, oppure “ singola testa ”
-
se è impostato un mix di tipi 1 - 2 - 3 allora la scelta “ singola testa ” è disabilitata.
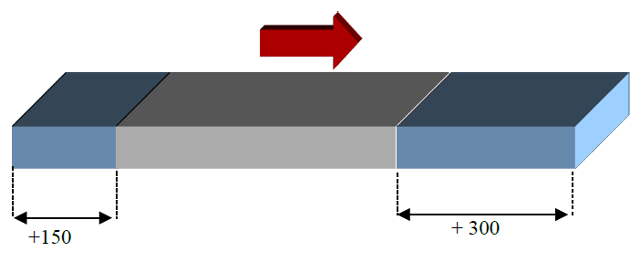
5.2.2 Parametri levigatrice
Di default o parametri di lavorazione sono tutti a 0.
Nome parametro Unità di misura Range Descrizione Anticipo(-)/Ritardo (+) discesa testa mm 0 ÷ 99999.0
Spazio di anticipo o ritardodiscesa testa dall'inizio del pezzo . Anticipo(+)/Ritardo (-)salita testa mm 0 ÷ 99999.0 salita testa dalla fine del pezzo . .
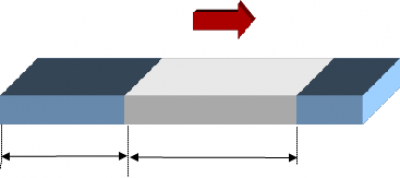
Pezzo levigato solo nella parte centrale Pezzo interamente levigato 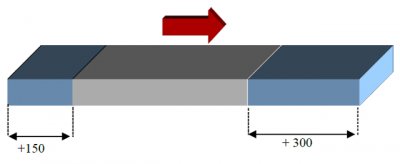
Anticipo(+)/Ritardo (-)
salita testa= +150Anticipo(-)/Ritardo (+)
discesa testa = +300Anticipo(+)/Ritardo (-)
salita testa = 000Anticipo(-)/Ritardo (+)
discesa testa = 0005.2.3 Parametri fresatrice

Nome parametro Unità di misura Range Descrizione 
mm 0 ÷ 99999.0 Distanza inizio pezzo / fresatura. E' lo spazio tra l'inizio del pezzo e l'inizio della lavorazione di fresatura. 
mm 0 ÷ 99999.0 Distanza fine pezzo / fresatura. E' lo spazio tra la fine del pezzo e la fine della lavorazione di fresatura. 
mm 0 ÷ 99999.0 Lunghezza fresatura. E lo spazio di fresatura. NB: Se uno dei due parametri di distanza è maggiore di zero, l'altro viene impostato automaticamente a -1 (valore di parametro disabilitato).
Fresatura con riferimento da inizio pezzo Fresatura con riferimento dalla fine del pezzo 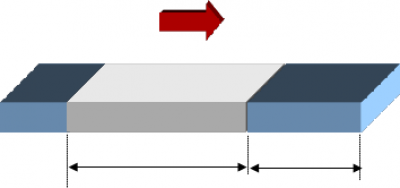
Spazio fresato
Parametro:
lunghezza di fresaturaSpazio non lavorato
Parametro:
distanza inizio pezzoSpazio non lavorato
Parametro:
distanza fine pezzoSpazio fresato
Parametro:
lunghezza di fresatura5.2.4 Parametri mola

Nome parametro Unità di misura Range Descrizione 
mm 0 ÷ 99999.0 Metri lineari lavorati. Spazio oltre il quale viene attivata la compensazione usura mola . 
sec. 0 ÷ 99999.0 Tempo attivazione testa. Tempo di attivazione, la testa fa uno spazio in avanti per compensare l'usura della mola . 5.2.5 Parametri spazzola
I parametri sono simili alla lavorazione levigatrice. Vedi capitolo 5.2.2
5.2.6 Parametri getto d'acqua
I parametri sono simili alla lavorazione levigatrice. Vedi capitolo 5.2.2
6. Funzioni di lavoro
Per selezionare le funzioni di lavoro desiderato, premere sul tasto
 e poi sul tasto
e poi sul tasto 


Pagina Manuale/Automatico. 
* Start: Avviamento macchina in automatico con rotazione delle teste
* Stop: Avviamento macchina in automatico senza rotazione delle teste
Va alla pagina di Reset Pezzi. 6.1 Manuale / Automatico
Per selezionare la funzione di scelta del modo di lavoro, premere il tasto

Viene visualizzata la seguente pagina:


Selezione modo di funzionamento MANUALE 
Selezione modo di funzionamento AUTOMATICO 6.1.1 Manuale
Per selezionare il modo di funzionamento MANUALE, premere il tasto

Viene visualizzata la seguente pagina:

Descrizione delle funzionalità permesse in manuale 
Premendo i tasti  e
e  è possibile muovere il nastro trasportatore.
è possibile muovere il nastro trasportatore. 
Premendo i tasti e è possibile muovere il Ponte.

 –> Finecorsa Indietro e Rallentamento Indietro.
–> Finecorsa Indietro e Rallentamento Indietro.
 –> Rallentamento Avanti e Finecorsa Avanti.
–> Rallentamento Avanti e Finecorsa Avanti.
N.B. Jog ponte (MP-04 = 1)
Selezione della Testa da movimentare
N.B. In manuale è possibile movimentare una sola testa alla volta
Premendo i tasti  e
e  è possibile far salire e scendere la testa selezionata
è possibile far salire e scendere la testa selezionata
Premendo i tasti e
e  è possibile attivare/disattivare la rotazione del mandrino della testa selezionata
è possibile attivare/disattivare la rotazione del mandrino della testa selezionata6.1.2 Automatico
Per selezionare il modo di funzionamento AUTOMATICO, premere il tasto

Lo strumento si porta alla visualizzazione della Pagina Principale ed è pronto all'acquisizione dei pezzi in macchina.
6.2 Reset pezzi
Per selezionare il RESET dei pezzi , premere il tasto

Viene visualizzata la seguente pagina:


Reset di tutti i pezzi

Reset dei pezzi selezionati.6.2.1 Reset di tutti i pezzi
Per selezionare il RESET dei pezzi , premere il tasto

Viene visualizzata la seguente pagina:


Reset di tutti i pezzi
Nota :
attendere che la funzione sia completata .6.2.2 Reset di una selezione di pezzi
Per selezionare il RESET di una selezione di pezzi , premere il tasto

Viene visualizzata la seguente pagina:

IN LAVORO –> Pezzi dentro la macchina.
SELEZIONATI –> Somma dei pezzi selezionati.
QI –> Spazio tra il sensore di rilevazione pezzo (INP_09) e l'inizio del pezzo.
QF –> Spazio tra il sensore di rilevazione pezzo (INP_09) e la fine del pezzo.
L –> Lunghezza del pezzo.
TESTE –> <> Indica che il pezzo è tra le due teste .Premere il tasto
 per selezionare i pezzi presenti nelle teste oltre la nr. 08.
per selezionare i pezzi presenti nelle teste oltre la nr. 08.

Selezionare il/i pezzo/i che si intende/ono cancellare. Premere il tasto
Viene visualizzata la seguente pagina.

Premere il tasto
 , per azzerare il/i pezzo/i da cancellare.
, per azzerare il/i pezzo/i da cancellare.
Nota
attendere che il Reset sia completato.7. Diagnostica
Per accedere alla diagnostica, dalla pagina di MENU premere il tasto


Da questa pagina è possibile accedere alle varie sezioni di diagnostica presenti:

Ingressi digitali 
Uscite digitali 
Conteggi 
Ingressi/uscite analogiche 
Informazioni connessione CAN 
Informazioni di sistema Per tornare al MENU' premere il tasto

7.1 Ingressi digitali
Per accedere alla pagina di diagnostica degli Ingressi Digitali, premere il tasto


Per tornare al menù di DIAGNOSTICA premere il tasto
7.2 Uscite digitali
Per accedere alla pagina di diagnostica delle Uscite Digitali premere il tasto


Per tornare al menù di DIAGNOSTICA premere il tasto
7.3 Conteggi
Per accedere alla pagina di diagnostica dei Conteggi, premere il tasto

Per tornare al menù di DIAGNOSTICA premere il tasto
7.4 Uscite analogiche
Per accedere alla pagina di Diagnostica delle Uscite analogiche, premere il tasto

L'uscita analogica è espressa in Volt.
Per tornare al menù di DIAGNOSTICA premere il tasto
7.5 Informazioni connessione CAN
Per accedere alla pagina di diagnostica della Connessione CanOpen, premere il tasto

Per tornare al menù di DIAGNOSTICA premere il tasto
7.6 Informazioni di sistema
Per accedere alla pagina di diagnostica delle “Informazioni del sistema”, premere il tasto

Fw name firmware e checksum Aux fw firmware del modulo I/O Task time tempo ciclo CPU : Minimo, Medio, Massimo CPU time tempo CPU nello stato di Run (hh:mm) Touch screen Test touch Per tornare al menù di DIAGNOSTICA premere il tasto
8. Messaggi di warning
Messaggio Descrizione Troppi pezzi in macchina In macchina ci sono più di 30 pezzi Attesa attivazione ausiliari… Attesa abilitazione ausiliari (con MP-08 abilitato)(I4 = ON) Posizionamento quota cambio abrasivo… Il ponte viene comandato nella posizione di cambio abrasivo Ausiliari disabilitati Ausiliari disabilitati (I4 = OFF) Attenzione!!! Motori spenti. Tentativo di Start nastro con motori spenti 9. Allarmi
Per accedere alla pagina della visualizzazione degli ALLARMI, premere il tasto

Premere il pulsante
 per cancellare l'allarme
per cancellare l'allarme
Messaggio Causa Ingresso Emergenza premuta Controllare la linea dell'emergenza I01 Fault Inverter Controllare inverter I12 Rottura encoder nastro Controllare encoder nastro trasportatore (Attivo solo con MP-03 > 2). Protezioni termiche Controllare le protezioni termiche I06 Carter Controllare le protezioni perimetrali I07 Mancanza aria Controllare il pressostato I08 Il messaggio “Rottura encoder nastro” viene generato automaticamente, se entro 5 secondi non è stato compiuto uno spazio superiore a 2 unità di misura
in altre parole, il messaggio viene generato se lo strumento rileva una velocità inferiore a 60mm al minuto9.1 Storico allarmi
Per accedere, dalla pagina di ALLARMI premere il tasto


Dopo aver rimosso le cause che provocano l'allarme, premere (x 3 sec.) il tasto
per cancellare
Massimo 60 allarmi.
10. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -