Indice
MDO_P1P20F-045: Manuale operatore
1. Informazioni
1.1 Release
| |
|||
| Documento: | mdo_p1p20f-045 | ||
|---|---|---|---|
| Descrizione: | Manuale dell'operatore p1p20f-045 | ||
| Redattore: | Andrea Zarantonello | ||
| Approvatore | Christian Santolin | ||
| Link: | http://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p20/p1p20f-018/mdo_p1p20f-045 | ||
| Lingua: | Italiano | ||
| Release documento | Descrizione | Note | Data |
| 01 | Nuovo manuale | 23/04/2026 | |
Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
2. Caratteristiche generali
Descrizione
Il software applicativo P1P20F-045, installato su hardware J1-P20-FZ20, è stato realizzato per automatizzare una fresa a 3 assi per il taglio della pietra (assi Z e Y controllati, asse X su fine corsa oppure con strumento MC235.09 che autoapprende la posizione dei fine corsa con un encoder, vedi documento “Appendice A” https://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p20/appendice_a). Tutti gli assi sono controllati tramite comandi digitali associati ad un'uscita analogica 0-10 Vdc oppure +/- 10Vdc. Le caratteristiche principali di P1P20F - 045 sono descritte di seguito.
Assi
-
Asse X digitale senza retroazione da encoder (motore asincrono).
-
Asse Y e Z con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F).
Lavorazioni
-
Funzioni Semiautomatiche per posizionamenti singoli e tagli singoli.
-
Tagli multipli per blocchi e lastre.
-
Spianatura del banco.
Funzioni accessorie, messaggi e allarmi
-
Selezione della lingua
-
Diagnostica degli ingressi e delle uscite. Possibilità di forzare le uscite.
-
Backup e restore dei dati su memoria non volatile (FLASH EPROM).
-
Messaggistica per gli allarmi attivi, utili in caso di assistenza.
-
Messaggistica di aiuto.
-
Contaore parziale resettabile e totali vita macchina non azzerabile.
-
Industria 4.0
2.1 Lavorazioni eseguibili
 Tagli multipli |  Spianatura |
3. Hardware
| J1-P20-FY20 | |
|---|---|
 |
|
 |
|
 | J1-P20-Fx:Manuale di Installazione e Manutenzione |
3.1 Tasti Funzione e LED
| Tasto | Icona | Funzione | Led |
|---|---|---|---|
| F1 |  | Semiautomatico | Attiva semiautomatico ON = semiautomatico attivo |
| F2 |  | Restart | Azzeramento posizione assi |
| F3 |  | Lento / Veloce | ON = Veloce attivo |
| F4 |  | Laser | Laser attivo |
| F5 | Disponibile | - | - |
| F6 |  | Allarme | Presenza allarme |
| F7 |  | Uscita | Esce dalla pagina |
3.2 Simboli barra superiore
| Simboli barra superiore | Stato macchina |
|---|---|
| | In inizializzazione |
| | Emergenza |
| | Manuale |
| | Semiautomatico |
| | Automatico - ciclo OFF |
| | Automatico - ciclo ON |
| | Modalità taratura |
| | Setup Protetto/Sprotetto |
3.3 Startup
START   per uscire |
||
 |
||
| MENU PRINCIPALE |  | |
4. Menu Principale
F7  | | ||
| | |||
  |   | ||
  |   | ||
  |   | ||
  | |||
5. Dati macchina
MENU PRINCIPALE  |  |
|
| Pulsante | Descrizione |
|---|---|
 | Impostazione Minima posizione Z |
 | Impostazione automatica Minima posizione Z |
6. Barra inferiore
 | : Allarme flussostato attivo  : Allarme flussostato disattivo : Allarme flussostato disattivo |
 | : EV acqua disattiva  : EV acqua attiva : EV acqua attiva |
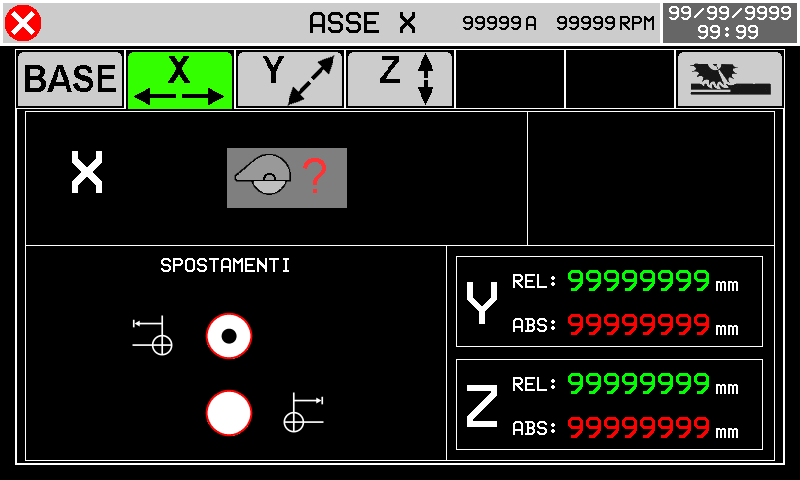
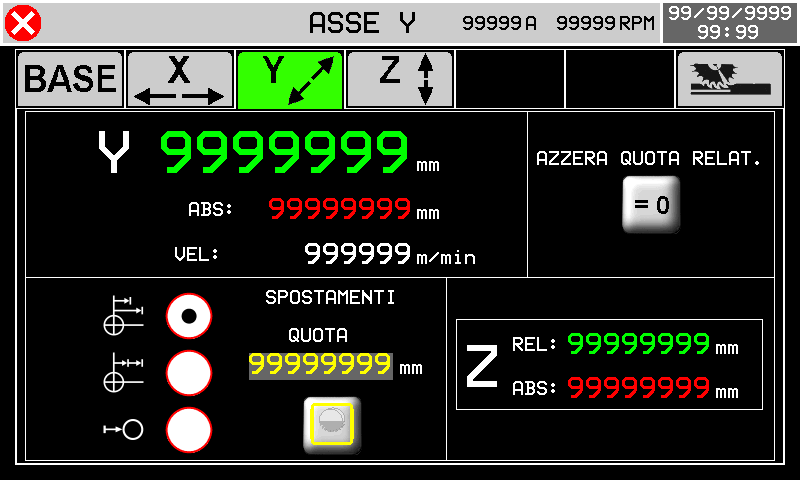
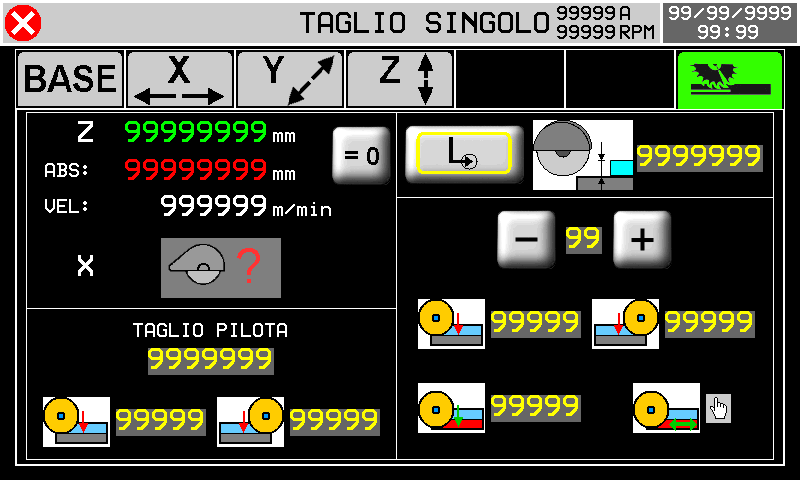
7. Manuale/Semiautomatico
| F7 |  |
||
| |
|||
| | |
||
| |
|||
  |   |
||
  |   |
||
 |  |
|
| SET POSIZIONE TARGET | -  POSIZIONE TARGET ASSOLUTA POSIZIONE TARGET ASSOLUTA-  POSIZIONE TARGET INCREMENTALE POSIZIONE TARGET INCREMENTALE-  POZIZIONE TARGET 0 POZIZIONE TARGET 0 | Azzera posizione relativa  |
 |  | Compensazione disco  OFF OFF  ON ON |
 |  | Quota minima Z Autoapprendimento quota minima Z |
 |  |
|
 | Singola passata |  | Taglio a greca | 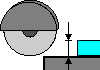 | Profondità taglio |
| Taglio pilota | Spessore del taglio eseguito prima di attivare le calate normali |  | Calata avanti pilota (X+) |  | Calata indietro pilota (X-) |
| Set dati del taglio a greca (max 10) | | Calata avanti (X+) | | Calata indietro (X-) | |
Direzione ultimo taglio    |  | Profondità ultima calata | |||
7.1 Esecuzione di un Semiautomatico
-
Assicurarsi di essere in manuale

-
F1 →

-
tasto START esterno (I14)
-
l'asse si muove verso la quota indicata.
nel caso di taglio singolo l'asse X deve essere posizionata sopra il finecorsa minimo per far partire il taglio.
8. Azzeramento assi
La funzione di azzeramento assi resetta le quote RELATIVE
-
Assicurarsi di essere in manuale
| F2 |  |
-
Y -
 : tenere premuto per azzerare il conteggio asse Y
: tenere premuto per azzerare il conteggio asse Y -
Z - : tenere premuto per azzerare il conteggio asse Z
-
F7 - Uscita dalla pagina

9. Restart lavorazione
La funzione di restart fa ripartire dall'inizio la lavorazione caricata
-
Assicurarsi di essere in manuale
-
Assicurarsi di essere in una delle pagine di lavorazione
| F2 | |
-
OK -
 : premere per confermare il restart e uscire dalla pagina
: premere per confermare il restart e uscire dalla pagina -
F7 - Uscita dalla pagina senza conferma

10. Tagli multipli
| F7 | |
||
| |
|||
| | |
||
| |
|||
| |  |
||
| |
|||
| |  |
||
 | 1 Posizioni attuali e quote target assi 2 Passo di lavoro attuale 3 Ampiezza del taglio (Y) 4 Numero di tagli da eseguire 5 Contapezzi 6 Scroll della lista tagli (1-10) 7 Parametri della lavorazione 8 Profondità di taglio (Z) |
|
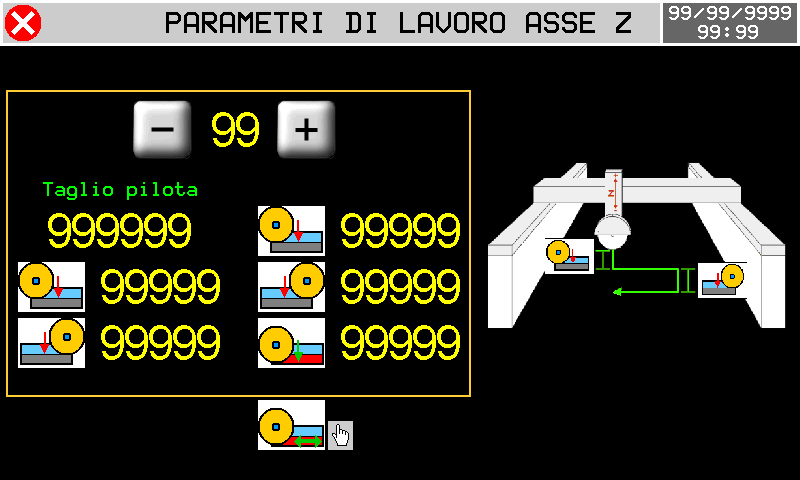
10.0.1 Parametri degli assi
| |  |
|||||
| Taglio pilota | Spessore del taglio eseguito prima di attivare le calate normali | | Calata avanti pilota (X+) | | Calata indietro pilota (X-) | |
| Set dati del taglio a greca (max 10) | | Calata avanti (X+) | | Calata indietro (X-) | ||
| Direzione ultimo taglio | | Profondità ultima calata | ||||
10.0.2 Parametri di lavorazione
 | 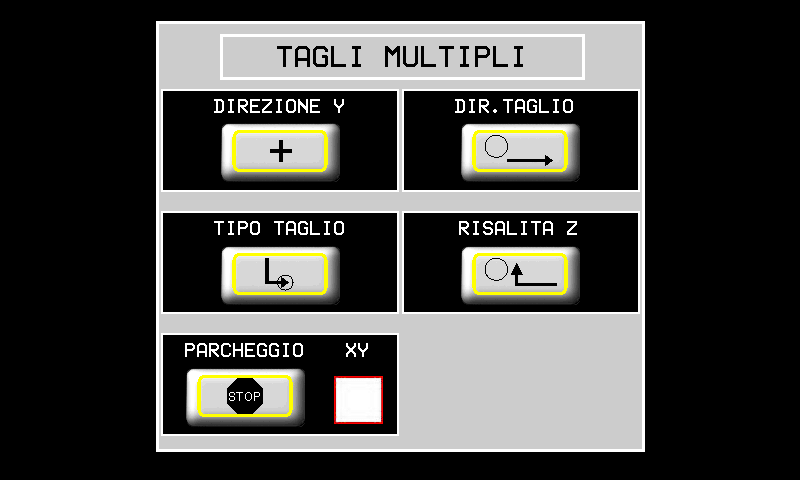 |
|
| |
||
| DIREZIONE Y | POSITIVA Lo spessore pezzo è fatto con Y che si incrementa  | NEGATIVA Lo spessore pezzo è fatto con Y che si decrementa  |
| DIREZIONE TAGLIO | X+ Solo avanti  | BILATERALE a greca  |
| TIPO DI TAGLIO | SINGOLO una passata | A CALATE multipassata |
| RISALITA Z | Risalita Z quando X è nella POSIZIONE INDIETRO | X e Z escono dalla lastra INSIEME  |
| FINE CICLO | Gli assi SI FERMANO una vola finito il ciclo  | Il disco va in PARCHEGGIO alla fine del ciclo  |
| XY | Assi X e Y in parcheggio uno dopo l'altro | Assi X e Y in parcheggio contemporaneamente. |
11. Spianatura
| F7 | |
|
| |
||
| | |
|
| | 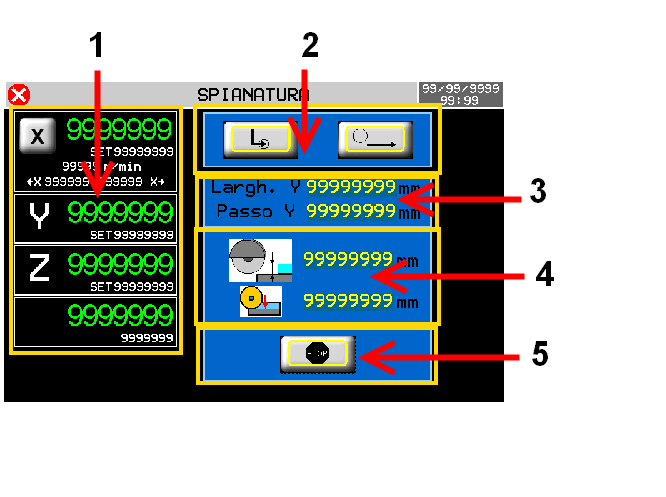 | 1 Posizioni attuali e quote target assi 2 Parametri della lavorazione 3 Ampiezza della superfice e del passo 4 Profondità del taglio e incremento 5 Parcheggio a fine lavorazione |
11.0.1 Dati della lavorazione
| Largh. Y | Larghezza totale della parte che deve essere spianata. |
| Passo Y | Valore del passo che compie l'asse Y dopo ogni taglio. |
| Profondità Z | Profondità del taglio. Usato se è impostato il taglio a calate. |
| Passo Z | Valore del passo che compie l'asse Z ad ogni passata. Usato se è impostato il taglio a calate. |
11.0.2 Parametri di lavorazione
| TIPO DI TAGLIO | SINGOLO una passata | A CALATE multipassata |
| DIREZIONE TAGLIO | X+ Solo avanti | BILATERALE a greca |
| DIREZIONE Y | POSITIVA Lo spostamento di Y avviene nel verso positivo | NEGATIVA Lo spostamento di Y avviene nel verso negativo |
| FINE CICLO | Gli assi SI FERMANO una vola finito il ciclo | Il disco va in PARCHEGGIO alla fine del ciclo |
12. Allarmi
| F6 |  |  Cancella tutti gli allarmi |
Gli allarmi bloccano tutte le operazioni della macchina.
| Allarme | Causa | Soluzione |
|---|---|---|
| Emergenza premuta | Stop per fungo di emergenza oppure catena delle emergenze interrotta | - |
| Finecorsa asse Y avanti | L'asse Y ha impegnato il finecorsa avanti | - |
| Finecorsa asse Y indietro | L'asse Y ha impegnato il finecorsa indietro | - |
| Finecorsa asse Z alto | L'asse Z ha impegnato il finecorsa alto | - |
| Finecorsa asse Z basso | L'asse Z ha impegnato il finecorsa basso | - |
| Disco non in rotazione | Il disco deve essere in movimento durante il ciclo automatico | - |
| Mancanza acqua | Mancanza acqua di raffreddamento | Controllare il flussostato |
| Overcurrent motore disco | L'assorbimento del motore del disco è oltre la soglia di allarme | - |
| Scatto dei termici | Un termico dei drive è scattato | - |
| Fault inverter | Fault di uno degli inverter degli assi | - |
| Encoder Y rotto | Mancata rilevazione conteggio | Controllare la bontà dell'encoder |
| Encoder Z rotto | ||
| Y fuori tolleranza | Posizionamento concluso fuori tolleranza | Controllare i parametri dell'asse |
| Z fuori tolleranza |
12.1 Storico allarmi
 |  |
per cancellare lo storico allarmi
12.2 Messaggi
I messaggi non bloccano le operazioni della macchina.
| Messaggio | Causa | Soluzione |
|---|---|---|
| ATTENDERE… | Si stanno processando dei dati | - |
| ACCENDERE L'UTENSILE | Far partire il disco per iniziare il ciclo | - |
| Y OVER MAX LIMIT | La quota target dell'asse è oltre il finecorsa massimo | - |
| Z OVER MAX LIMIT | - | |
| Y OVER MIN LIMIT | La quota target dell'asse è oltre il finecorsa minimo | - |
| Z OVER MIN LIMIT | - | |
| LAVORO CONCLUSO | Il ciclo automatico è terminato con successo | - |
| X FUORI POSIZIONE | La posizione di X non è corretta | La posizione di X è dentro i finecorsa software di taglio |
| ESEGUIRE HOMING | L'Homing non è stato fatto | Eseguire la procedura |
| QUOTE Y ERRATE | Il numero tagli programmato eccede la quota massima di Y | Controllare l'impostazione del ciclo automatico |
13. Diagnostica
| F7 | |
||||
| |
|||||
| | |
||||
| |
|||||
 PASSWORD:462 |  |
||||
| |
|||||
| | I/O | |
|||
| |
|||||
INGRESSI  | USCITE  |
||||
| |
|||||
CONTEGGI  | USCITE ANALOGICHE  |
||||
| |
|||||
INGRESSI ANALOGICI  | |||||
13.1 CPU DATA
 | Fw name : codice firmware e relativo checksum Task time : tempo medio del ciclo CPU Maximum Time e Minimum Time limiti registrati CPU time : tempo totale della CPU nello stato di RUN (hh:mm) |
13.2 Ingressi digitali
| INGRESSI  | | Stato degli ingressi digitali |
 | Pagina precedente | |
| Pagina successiva |
13.3 Uscite digitali
| USCITE | | Stato delle uscite digitali |
| Pagina precedente | |
| Pagina successiva | |
 | Premere per passare alla modalità di forzatura uscite Premere sull'uscita che si intende attivare. |
13.4 Conteggi encoder
| CONTEGGI | | Posizione assi  Stato dei canali encoder |
|
13.5 Uscite analogiche
| USCITE AN. | | Voltaggio uscite analogiche |
14. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.
 |  |
| Segui tutte le istruzioni fornite nel manuale MIMAT | Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it. I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema. |
Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.
 |  |  |
| Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. | Allega: 1. Una descrizione dell'anomalia; 2. Parte dello schema elettrico in cui è inserito lo strumento 3. Programmazione dello strumento (setup, quote di lavoro, parametri…). | Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema. Un accurato imballaggio eviterà ulteriori inconvenienti. |