P1P31FE10 - 001 : Funzionamento
-
Informazioni
Release
Il presente documento è valido integralmente salvo errori od omissioni.
Release Descrizione Data 1.0 Nuovo manuale. 04/02/13 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
Descrizione
La applicazione P1P31Fx10 - 001, installata nell'hardware Qmove J1-P31-Fx10, è realizzata per controllare un ponte sollevatore “idraulico”. Il software definitivo verrà utilizzato per realizzare l'applicazione “custom”. Di seguito riportiamo le caratteristiche principali del software P1P31Fx10 - 001.
Nel resto del documento sarà nostra cura distinguere tra le caratteristiche standard disponibili subito e le caratteristiche sviluppabili in futuro e opzionali.
Caratteristiche implementate nella attuale proposta
-
Controllo di 4 ingressi analogici
-
Funzionalità touchscreen per introduzioni dati e azioni tramite bottoni
-
Messaggistica di supporto all'operatore
-
Messaggistica di allarme
-
Comandi semiautomatici
-
Gestione contapezzi e contaore parziali
Funzionamento
Gestione Salita Ponte
La sequenza delle operazioni per avviare la salita del ponte è la seguente:
-
Attivare (e mantenere attivo) l'ingresso I1 - (PS) Pulsante Salita.
-
Dopo il “tempo di attesa start Motore”, si attiva l'uscita O1 (contattore motore C1).
-
Dopo il “tempo di attesa start salita/discesa”, si attivano le uscite O3-O4-O5-O6 (elettrovalvole EV3).
-
Dopo il “tempo di attesa regolazione ponte”, viene attivata la regolazione delle elettrovalvole di scarico EVR (vedere relativo capitolo).
NOTE:
-
L'altezza massima raggiungibile è attualmente “meccanica”. Da prevedere un parametro “Altezza massima ponte”.
-
Sarebbe opportuno controllare se il ponte si muove dopo aver attivato le opportune uscite. Se non si muove, si dovrebbero disattivare le uscite e dare un messaggio di allarme.
Gestione Discesa Ponte
La sequenza delle operazioni per avviare la discesa del ponte è la seguente:
Attivare (e mantenere attivo) l'ingresso I2 - (PDA) Pulsante Discesa.
-
Dopo il “tempo di attesa start Motore”, si attiva l'uscita O1 (contattore motore C1).
-
Dopo il “tempo di attesa start sblocco sicurezza meccanica”, si attiva l'uscita O2 (elettrovalvola EV2).
-
Dopo il “tempo di attesa start circuito idraulico”, si attivano le uscite O3-O4-O5-O6 (elettrovalvole EV3).
-
Dopo il “tempo di avvenuto sblocco meccanico”, si disattiva l'uscita O1.
-
Dopo il “tempo di attesa start discesa”, si attivano le uscite O7-O8-O9-O10 (elettrovalvole EV1)e O11-O12-O13-O14 (EVR).
La discesa del ponte continua fino all'attivazione dell'ingresso I9 e/o I10 (FOT1 e/o FOT2).
Se si vuole proseguire con la “discesa a terra” del ponte, si deve attivare anche l'ingresso I3 (PDB) oltre che all'ingresso I2 (PDA).
NOTE:
-
La minima altezza raggiungibile dal ponte è attualmente di tipo “meccanico”. Sarebbe da prevedere un parametro “altezza minima ponte”.
-
Sarebbe opportuno controllare se il ponte si muove dopo aver attivato le opportune uscite. Se non si muove, si dovrebbero disattivare le uscite e dare un messaggio di allarme.
Gestione Arresto Ponte
Alla disattivazione dell'ingresso I1 (fermata della salita), si deve eseguire la seguente sequenza:
-
Disattivare l'uscita O2
-
Disattivare le uscite O3-O4-O5-O6
-
Disattivare le uscite O11-O12-O13-O14
-
Disattivare l'uscita 01.
Alla disattivazione dell'ingresso I2 (fermata della discesa) o degli ingressi I2 + I3 (fermata della discesa a terra) si deve eseguire la seguente sequenza:
-
Disattivare le uscite O3-O4-O5-O6
-
Disattivare le uscite O7-O8-O9-O10
-
Disattivare le uscite O11-O12-O13-O14
-
Disattivare l'uscita O2
Convenzioni adottate
Le convenzioni adottate per tutta l'interfaccia operatore sono:
-
I valori con colore di sfondo differente da quello del pannello sottostante sono modificabili dall'operatore. Per modificarli è sufficiente toccarli e usare la tastiera numerica per l'inserimento del valore.
-
Alcuni parametri possono essere specificati tramite l'impostazione di una parola oppure di un'icona. In questo caso viene usato il tasto
 per selezionare una delle opzioni.
per selezionare una delle opzioni.
Nel resto del documento le aree di tocco del touch screen verranno chiamate “tasti”.
Tasti funzione
Tasto Led Funzione 
- Avvio tirafilo in automatico 
- Stop/Reset ciclo automatico 
- Restart ciclo automatico a fine ciclo 
OFF = Manuale Selettore Manuale / Automatico ON = Automatico 
OFF = allarme non presente Accesso da qualsiasi pagina alla schermata degli allarmi.
La pressione prolungata permette di forzare un reset.ON LAMPEGGIANTE = allarme presente 
- Jog INDIETRO tirafilo (manuale) 
- Jog AVANTI tirafilo (manuale) Barra comune
A B C 
A
Simbolo Significato (questi simboli appaiono in tutte le pagine operative) 
E' presente un allarme e la macchina è in emergenza. 
La macchina è in stato manuale. 
Non utilizzato. 
La macchina è in stato automatico. 
Non utilizzato. 
Non utilizzato. 
Non utilizzato. 
Non utilizzato. B
Titolo della pagina.
C
Non utilizzato.
Logo

E' la prima pagina visualizzata all'accensione. Riporta il codice del software da comunicare al fornitore in caso di richiesta di assistenza.
Se viene inserita la linea di emergenza, dopo 2 secondi verrà automaticamente visualizzata una delle pagine principali.
In alternativa è possibile saltare questo controllo toccando sul tasto
 , il quale dopo un'attesa di 5 secondi forzerà il passaggio alle pagine principali.
, il quale dopo un'attesa di 5 secondi forzerà il passaggio alle pagine principali.
Pagina principale MANUALE
La seguente pagina permette di avere un controllo manuale degli assi presenti sulla macchina.

Azioni disponibili:

Jog INDIETRO tirafilo 
Jog AVANTI tirafilo 
Jog INDIETRO rotazione matrice 
Jog AVANTI rotazione matrice 
Comando salita/discesa encoder filo. La posizione dell'encoder viene schematizzata dalle seguenti  ,
,  ,
,  ,
, 

Comando salita/discesa piano sotto matrice 
Comando salita/discesa piano scarico magazzino 
Comando salita/discesa cilindro idraulico taglio filo 
Posizionamento immediato dell'asse alla quota impostata toccando sul campo 

Azzeramento della quota attuale dell'asse se premuto per più di un secondo Da questa pagina è possibile accedere a:

Modalità AUTOMATICO 

Allarmi 
Diagnostica 
Programmazione 
Dati macchina Pagina principale AUTOMATICO
La seguente pagina permette di avere una visione generale durante l'esecuzione del ciclo automatico.

La pagina è suddivisa in:
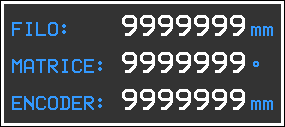
Pannello di visualizzazione delle quote attuali. 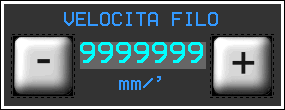
Pannello di impostazione della velocità dell'asse tirafilo.
E' possibile inserire una velocità toccando sul campo numerico, oppure incrementare e decrementare la stessa di un 5% rispetto la massima impostabile toccando i tasti e
e 
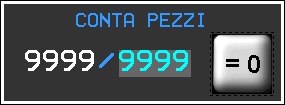
Pannello di gestione pezzi lavorati.
Toccando sul campo grigio è possibile inserire un set di pezzi da produrre. Quando i pezzi prodotti saranno pari a questo dato, il ciclo non potrà essere rieseguito e verrà fatto lampeggiare il numero di pezzi attuali. Per azzerare il conteggio dei pezzi prodotti premere per più di un secondo sul tasto
Pannello di visualizzazione del programma in corso.
Alcuni di questi dati vengono aggiornati a seconda del passo attuale.
Pannello di messaggistica.
In alto e in verde vengono visualizzati i messaggi relativi allo stato del ciclo.
In basso e in rosso vengono segnalate le cause dell'interruzione del programma.Da questa pagina è possibile accedere a:
Modalità MANUALE Allarmi Diagnostica Programmazione Dati macchina Parametri macchina
→ 
In questa pagina sono visualizzati tutti i conteggi dei pezzi prodotti e delle ore lavorate.

Accesso ai dati riservati.
Vedi manuale apposito.Programmazione
Selezione programma
→ 
In questa pagina è visualizzata la lista di tutti i programmi presenti in memoria.
Azioni disponibili:
SELEZIONE Toccando sul numero o sul nome del programma la freccia di selezione verrà portata sul punto scelto. 
Visualizza i precedenti 10 programmi in lista. 
Visualizza i successivi 10 programmi in lista. 
Mette in esecuzione il programma selezionato. 
Visualizza la pagina di programmazione del programma selezionato. Impostazione dati programma
→ 
In questa pagina è possibile inserire tutti i valori di programma toccando sui campi con sfondo grigio.
Con i tasti
 e
e  è invece possibile scorrere i vari passi del programma.
è invece possibile scorrere i vari passi del programma.
In dettaglio:
Nome programma Nome visualizzato sulla lista dei programmi.
Per inserire un nome basta toccare sull'area grigia e utilizzare la tastiera del controllo per editare caratteri alfanumerici.Modalità filo iniziale Toccando l'area grigia il testo passerà da “rettilineo” a “a ricciolo” e viceversa. Lunghezza filo iniziale Lunghezza relativa al tratto antecedente la prima spira. Modalità filo finale Toccando l'area grigia il testo passerà da “rettilineo” a “a ricciolo” e viceversa. Lunghezza filo finale Lunghezza relativa al tratto successivo all'ultima spira. Lunghezza filo in piega Lunghezza di filo utilizzata per compiere una curva. Angolo di piegatura Angolo rappresentante il settore della matrice che blocca il filo. Numero spire Numero di spire da eseguire per ogni tipo di spira (PASSO) L. filo in rettilineo Lunghezza di filo utilizzata per compiere un tratto rettilineo per ogni tipo di spira (PASSO) Premendo il tasto
 viene forzata l'uscita da questa pagina.
viene forzata l'uscita da questa pagina.
Se sono stati modificati alcuni dati per il programma selezionato, viene proposta la seguente pagina di salvataggio.

In questa pagina è ancora possibile modificare sia il numero che il nome del programma.
Toccando su SI il programma e le modifiche verranno salvate in memoria, toccando su NO le modifiche verranno annullate.
Diagnostica
→ 
Da questa schermata è possibile accedere alle varie sezioni di diagnostica presenti:
-
Diagnostica degli ingressi digitali (INPUTS)
-
Diagnostica delle uscite digitali (OUTPUTS)
-
Diagnostica dei conteggi (ENCODERS)
-
Diagnostica delle uscite analogiche (USCITE AN.)
Inoltre sono presenti alcune informazioni riguardanti:
-
Fw name : firmware presente nello strumento e checksum relativo;
-
Task time : tempo medio del ciclo della CPU con indicazioni sul Tempo Massimo e il Tempo Minimo di scansione;
-
CPU time : tempo totale da quando la CPU è nello stato di RUN (hh:mm)
-
Touch screen : rilevazione di tocco sullo schermo
Diagnostica ingressi digitali
Premendo il tasto “INPUTS” si accede alla seguente schermata, ove è visualizzato lo stato di ciascun ingresso digitale.

ID Descrizione INP_01 Linea emergenze inserita (NC) INP_02 Selettore esclusione sicurezze carter (NC) INP_03 Presenza pressione aria in rete (NO) INP_04 Intervento magnetotermico motore centralina idraulica (NO) INP_05 Azionamento tirafilo OK (NC) INP_06 Azionamento rotazione matrice OK (NC) INP_07 Segnale aspo OK (NC) INP_08 Non utilizzato INP_09 Cilindro pneumatico per inserimento encoder INDIETRO (pos. Riposo) (NO) INP_10 Cilindro pneumatico movimento piano sotto matrice ALTO (pos. Riposo) (NO) INP_11 Cilindro pneumatico movimento piano sotto matrice BASSO (pos. Lavoro) (NO) INP_12 Non utilizzato INP_13 Cilindro pneumatico movimento piano scarico magazzino ALTO (pos. Riposo) (NO) INP_14 Cilindro pneumatico movimento piano scarico magazzino BASSO (pos. Lavoro) (NO) INP_15 Cilindro idraulico taglio filo INDIETRO (pos. Riposo) (NO) INP_16 Cilindro idraulico taglio filo AVANTI (pos. Lavoro) (NO) INP_17 Non utilizzato INP_18 Pulsante azzeramento movimentazioni INP_19 ÷ INP_32 Non utilizzati Diagnostica uscite digitali
Premendo il tasto “OUTPUTS” si accede alla seguente schermata, ove è visualizzato lo stato di ciascuna uscita digitale:

ID Descrizione OUT_01 Abilitazione potenza azionamento tirafilo OUT_02 Abilitazione potenza azionamento rotazione matrice OUT_03 Abilitazione riferimento di velocità azionamento tirafilo OUT_04 Abilitazione riferimento di velocità azionamento rotazione matrice OUT_05 Reset azionamento tirafilo OUT_06 Reset azionamento rotazione matrice OUT_07 Comando teleruttore centralina idraulica OUT_08 Consenso verso aspo OUT_09 Comando elettrovalvola INDIETRO cilindro inserimento encoder OUT_10 Comando elettrovalvola AVANTI cilindro inserimento encoder OUT_11 Comando elettrovalvola movimento piano sotto matrice ALTO (pos. Riposo) OUT_12 Comando elettrovalvola movimento piano sotto matrice BASSO (pos. Lavoro) OUT_13 Comando elettrovalvola movimento piano scarico magazzino ALTO (pos. Riposo) OUT_14 Comando elettrovalvola movimento piano scarico magazzino BASSO (pos. Lavoro) OUT_15 Comando elettrovalvola cilindro idraulico taglio filo INDIETRO (pos. Riposo) OUT_16 Comando elettrovalvola cilindro idraulico taglio filo AVANTI (pos. Lavoro) OUT_17 ÷ OUT_21 Non utilizzate OUT_22 Spia segnalazione azzeramento movimentazioni OUT_23 Spia segnalazione Pronto/Ciclo OUT_24 Spia di segnalazione presenza allarmi OUT_25 ÷ OUT_32 Non utilizzate Diagnostica dei conteggi
Premendo il tasto “ENCODERS” si accede alla seguente schermata, ove sono visualizzati i conteggi in bit e il relativo valore espresso in unità di misura.

X = Tirafilo, Y = Rotazione matrice, ENC = Encoder filo
Diagnostica uscite analogiche
Premendo il tasto “USCITE AN.” si accede alla seguente schermata, ove sono visualizzate le uscite analogiche con il relativo valore espresso in decimi di Volt.

X = Tirafilo, Y = Rotazione matrice
Messaggi di allarme
Messaggio Causa Emergenza premuta Ingresso INP_01 non attivo Carter di protezione aperto Ingresso INP_02 non attivo durante il ciclo automatico Assenza pressione aria in rete Ingresso INP_03 attivo Termico motore centralina idraulica Ingresso INP_04 attivo Azionamento tirafilo in errore Ingresso INP_05 non attivo Azionamento matrice in errore Ingresso INP_06 non attivo Assenza segnale aspo ok Ingresso INP_07 non attivo, in modalità automatica Errore di inseguimento tirafilo Superamento del massimo scostamento tra la posizione teorica e la posizione reale dell'asse tirafilo Errore di inseguimento matrice Superamento del massimo scostamento tra la posizione teorica e la posizione reale dell'asse rotazione matrice Errore camma matrice Asse rotazione matrice in errore di camma. Informazioni aggiuntive:
par1 = tipo di errore intervenuto nel sistema
par2 = settore che ha causato l’errore nel sistemaI messaggi di allarme vengono visualizzati nella seguente pagina:
o → 
Con il tasto funzione
oppure con il tasto  è possibile cancellare i messaggi presenti e quindi ripristinare il funzionamento della macchina.
è possibile cancellare i messaggi presenti e quindi ripristinare il funzionamento della macchina.
Se alcune cause di allarme sono ancora presenti i messaggi di allarme riappariranno ancora.E' possibile accedere ad una pagina che memorizza lo storico degli ultimi 60 messaggi di allarme con la data e l'ora in cui sono accaduti premendo il tasto :
 →
→ 
E' possibile cancellare completamente tutto lo storico degli allarmi tenendo premuto per 3 secondi il tasto
.
Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -