Indice
P1P31F - 005 : Manuale d'uso
1. Informazioni
1.1 Release
| |
|||
| Documento: | mdo_p1p31f-005 | ||
|---|---|---|---|
| Descrizione: | Manuale dell'installatore p1p31f-005 | ||
| Redattore: | Denis Dal Ronco | ||
| Approvatore | Giuliano Tognon | ||
| Link: | https://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p31/p1p31f-005/mdo_p1p31f-005 | ||
| Lingua: | Italiano | ||
| Release documento | Descrizione | Note | Data |
| 01 | Nuovo manuale | 21/05/2019 | |
| 02 | Aggiunta funzionalità tagliablocchi | 03/04/2023 | |
Il presente documento è valido integralmente salvo errori od omissioni.
1.1.1 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
2. Descrizione
2.1 Caratteristiche software implementate
Assi
-
Asse X controllati con uscita analogica e uscite digitali per direzione e abilitazione inverter.
-
Assi Y, Z, H controllati con una uscita analogica condivisa e uscite digitali per direzione e abilitazione inverter condivise. Il posizionamento tiene conto dell'inerzia (motore asincrono e inverter V/F).
Lavorazioni:
-
Funzionalità semiautomatiche per posizionamento degli assi e per tagli singoli.
-
Tagli multipli per il taglio di blocchi e lastre con rotazione del banco per taglio di mattonelle.
-
Sagomatura di profili dritti con disco orizzontale o verticale.
-
Tagli a passate con lama inclinata (per macchine che permettono l'inclinazione del disco).
Disegni:
-
Programmazione dei profili attraverso un miniCAD implementato direttamente sullo strumento.
-
Importazione di profili salvati su file DXF tramite software “Profile Importer” di conversione.
Modalità di lavoro:
-
Ripetizione della sagoma programmata.
-
Modifica della velocità di movimento della lama durante la lavorazione.
-
Compensazione dello spessore e del diametro della lama.
Funzioni accessorie, segnalazioni e allarmi:
-
Scelta della lingua;
-
Visualizzazione del profilo e della posizione della lama durante la lavorazione.
-
Diagnostica degli ingressi e delle uscite.
-
Backup e restore dei dati su memoria non volatile (FLASH EPROM).
-
Messaggi relativi alla anomalia in corso per facilitare l'identificazione e la soluzione del problema della macchina.
-
Messaggi di aiuto per l'operatore.

2.2 Convenzioni adottate
Le convenzioni adottate per tutta l'interfaccia operatore sono:
-
I valori di colore giallo sono modificabili dall'operatore. Per modificarli è sufficiente toccarli per porli nello stato di Entry ed utilizzare la tastiera meccanica per introdurre il dato, seguito dal tasto
 per confermare.
per confermare. -
Alcuni parametri prevedono una scelta tra due o più impostazioni. In questo per selezionare l'impostazione desiderata si usa il tasto

Nel resto del documento le aree di tocco del touch screen verranno chiamate “tasti”.
2.2.1 Tasti funzione
| Tasto | Immagine | Funzione |
|---|---|---|
| F1 |  | SEMIAUTOMATICO. Abilita lo stato di semiautomatico per far eseguire un solo posizionamento all'asse con il relativo ingresso di jog. Alla conclusione del movimento lo stato si resetta. |
| F2 |  | RESTART. Azzera il programma in uso in quel momento e azzera la posizione degli assi Y e Z. |
| F3 |  | AZZERAMENTO ASSE Y. Se premuto per 1 secondo, l'asse Y viene azzerato. Funziona solo nello stato manuale. |
| F4 |  | LASER. Accensione / spegnimento del laser. Il laser si attiva automaticamente anche con il movimento manuale dell'asse Y. |
| F5 |  | ACQUA. Apertura / chiusura della valvola dell'acqua. La valvola si attiva automaticamente all'avvio del ciclo automatico. |
| F6 |  | ALLARMI. Visualizza la lista degli allarmi attualmente attivi. |
| F7 |  | INDIETRO. Esce dalla attuale visualizzazione e torna alle visualizzazioni precedenti. |
2.2.2 Led funzione
| Led | Immagine | Funzione |
|---|---|---|
| F4 |  | Semiautomatico OFF: non attivo. ON: attivo. |
| F5 |  | non usato. |
| F6 |  | non usato. |
| F7 |  | Laser: OFF: spento. ON: acceso. |
| F8 |  | EV acqua: OFF: chiusa. ON: aperta. BLINK: chiusa con pressostato OFF |
| F9 |  | Messaggio di allarme OFF: non presente. ON: presente. |
| F10 |  | non usato. |
2.3 Navigazione tra le visualizzazioni

| N° | Descrizione | N° | Descrizione | N° | Descrizione |
|---|---|---|---|---|---|
| 0 | ACCENSIONE | 9 | INGRESSI | 18 | SALVA DATI SU MMC |
| 1 | HOMING | 10 | USCITE DIGITALI | 19 | ELENCO ALLARMI PRESENTI |
| 2 | MANUALE | 11 | ENCODER | 20 | STORICO ALLARMI |
| 3 | MENU PRINCIPALE | 12 | USCITE ANALOGICHE | 21 | PROGRAMMAZIONE DELLE LAVORAZIONI |
| 4 | ESECUZIONE DELLE LAVORAZIONI | 13 | DATI MACCHINA | 22 | PROGRAMMAZIONE PROFILO |
| 5 | TAGLI MULTIPLI | 14 | Inserimento password | 23 | EDITOR PROFILO (CAD) |
| 6 | TAGLI INCLINATI | 15 | SETUP INSTALLATORE | 24 | PARAMETRI DI LAVORAZIONE |
| 7 | SAGOMATURA | 16 | PARAMETRI MACCHINA | ||
| 8 | DIAGNOSTICA DEL SISTEMA | 17 | TARATURE ASSI |
2.4 Pagina iniziale

| N° | Descrizione |
|---|---|
| 1 | Codice software |
| 2 | Accesso alle pagine di lavoro |
2.5 Homing

| N° | Descrizione |
|---|---|
| 1 | Homing non eseguito |
| 2 | Homing in corso |
| 3 | Homing eseguito |
| 4 | Non verrà eseguito l'homing del relativo asse |
| 5 | Verrà eseguito l'homing del relativo asse |
| 6 | Homing dell'asse non eseguito |
| 7 | Homing dell'asse eseguito |
| 8 | La posizione dell'ultimo homing è diversa da quello precedente della quantità DELTA. |
Premere il pulsante START per avviare l'Homing.
2.6 Menù principale
All'accensione della macchina la sequenza delle visualizzazioni è la seguente:
Se l'homing è disabilitato

Se l'homing è abilitato

Il passaggio dalla pagina di HOMING alla pagina MANUALE deve essere eseguito dopo che l'operazione di Homing si è conclusa correttamente. Se questa condizione non viene rispettata la macchina potrebbe funzionare ma con alcune limitazioni. Per impostare queste limitazioni si deve accedere all'area di setup protetta da password.

| N° | Descrizione |
|---|---|
| 1 | Menù di esecuzione delle lavorazioni |
| 2 | Diagnostica del sistema |
| 3 | Contaore |
| 4 | Homing |
| 5 | Dati macchina |
| 6 | Pagina di lavorazione manuale |
| 7 | Menù di programmazione delle lavorazioni |
2.7 Dati macchina

| N° | Descrizione |
|---|---|
| 1 | Soglia in ampere di intervallo di “sovracorrente” |
| 2 | Abilita la quota di discesa massima di Z e imposta la quota di sicurezza in salita. |
 | Il valore RPM può essere solo visualizzato. Premere  per passare alla pagina di impostazione del valore degli RPM in automatico. per passare alla pagina di impostazione del valore degli RPM in automatico. |
 | Il valore della corrente assorbita dal mandrino è solo visualizzato. |
 | Spessore della lama |
| Z | Posizione istantanea dell'asse Z |
| MIN Z | Minima posizione software impostata della funzione di impostazione quota di sicurezza. |
| QUOTA SICUREZZA | Quota di sicurezza impostabile, coincidente con la massima discesa dell'asse Z. |
2.7.1 Impostazione velocità rotazione lama
Premere il tasto per accedere alla pagina di impostazione velocità lama.
| Ø | Diametro della lama montata sulla fresa. Scegliere il valore tramite le frecce direzionali. |
| MARMO / GRANITO | Scegliere il tipo di materiale da tagliare. |
Automaticamente il programma propone le due velocità di riferimento sotto il tipo di materiale e copia il valore corrispondente al materiale scelto nel campo RPM AUTO.
| RPM AUTO | RPM target di rotazione della lama. Il risultato è una tensione 0-10 Vdc dato dalla formula: Vdc = (10 * RPM AUTO) / MAX RPM DISCO dove MAX RPM DISCO è impostato nel setup generico. È possibile modificare questo valore fino ad un massimo del 30% in più o in meno del valore proposto. |
Premendo il tasto  e digitando la password 486 si passa alla pagina di impostazione tabella RPM.
e digitando la password 486 si passa alla pagina di impostazione tabella RPM.

In questa pagina è possibile impostare i diversi valori dei diametri delle lame con associati i valori di velocità della lama in RPM per i due tipi di materiale.
 |
| Accesso all'area di setup tramite inserimento di password |
2.7.2 Introduzione al SETUP
L'area di setup è suddivisa in tre aree:
1. Elenco dei parametri suddiviso in
 | parametri generici |
 | parametri associati all'asse X |
 | parametri associati all'asse Y |
 | parametri associati all'asse Z |
 | parametri associati all'asse H |
2. Procedure di salvataggio / caricamento dei dati su supporto removibile.
 | Salvataggio/caricamento dati |
2.8 Parametri Generici
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| RPM DISCO A 10 V | Giri/' | 2480 | 0 ÷ 4000 | Giri al minuto del disco massimi in lettura. |
| FS Ass. corrente | A | - | 0 ÷ 999 | Massimo valore in lettura della corrente assorbita |
| MAX Corrente | A | 30 | 0 ÷ 999 | Soglia massima di corrente ammessa durante la lavorazione |
| T. soglia ampere disco | s | 2 | 0 ÷ 999 | Tempo di verifica del superamento della soglia impostata al parametro “MAX corrente” |
| AB. TAGLI INCLINATI | - | DISABIL. | ABIL., DISABIL. | Abilitazione della lavorazione “Tagli inclinati”. |
| ABILITA PROFILO A 0° | - | DISABIL. | ABIL., DISABIL. | Abilitazione della lavorazione di “Profili con lama a 0°” (verticale). |
| ABILITA PROFILO A 90° | - | DISABIL. | ABIL., DISABIL. | Abilitazione della lavorazione di “Profili con lama a 90°” (orizzontale). |
| LOGICA FRENI Y,Z | - | 0 | NC, NO | NC: l'uscita freno dell'asse è normalmente chiusa NO: l'uscita freno dell'asse è normalmente aperta |
| MOVE TO SWITCH DELAY | secondi | 00.05.00 | 0 ÷ 9.999 | Vedi disegno successivo. È il tempo minimo che deve passare dalla disattivazione delle uscite di movimento condivise tra gli assi Y, Z o H e un eventuale commutazione delle uscite di selezione dei motori. |
| SWITCH TO MOVE DELAY | secondi | 00.05.00 | 0 ÷ 9.999 | Vedi disegno successivo. È il tempo minimo che deve passare dalla commutazione dei motori alla successiva attivazione delle uscite di movimento condivise per gli assi Y, Z e H. |
| TEMPO LASER | secondi | 0 | 0 ÷ 999999 | Tempo di attivazione del laser se acceso da un movimento dell'asse Y. Dopo questo tempo il laser si spegne automaticamente. |
| FILTRO FLUSSOSTATO | secondi | 0 | 0 ÷ 999999 | Il controllo del flussostato disattivo viene segnalato dopo questo tempo (evita la segnalazione di eventuali bolle d'aria). |
| FILTRO PRESSOSTATO | secondi | 0 | 0 ÷ 999999 | Il controllo del pressostato disattivo viene segnalato dopo questo tempo. |
| UTILIZZO HOMING | - | 1 | 0, 1, 2, 3, 4 | 0: homing obbligatorio per poter eseguire qualsiasi operazione; 1: homing non obbligatorio, è possibile ignorare la richiesta e continuare ad usare la macchina; 2: homing obbligatorio per i cicli automatici, sono permessi solo i movimenti manuali 3: homing obbligatorio per poter eseguire qualsiasi operazione. La procedura di homing viene avviata automaticamente semza premere il tasto “START”. 4: homing disabilitato. |
| MIN. INGR. ANALOGICO | bit | 5 | 0 ÷ 100.0% | Lettura minima degli ingressi analogici al di sotto della quale il valore letto si considera zero. |
| BUZZER HMI | - | ABIL. | ABIL., DISABIL. | Abilitazione del buzzer sull'interfaccia operatore ogni volta che l'operatore preme un tasto o tocca lo schermo. |
| TEMPI FILTRO | secondi | 0 | 0 ÷ 999999 | Rispettivamente i tempi di filtro degli ingressi finecorsa dell'asse X quando l'encoder è disabilitato. DISATTIVAZIONE X- , ATTIVAZIONE X- , DISATTIVAZIONE X+ , ATTIVAZIONE X+ |
| ABILITA TAGLIA BLOCCHI | - | 0 | 0 ÷ 1 | 0: taglia blocchi disabilitato 1: taglia blocchi abilitato |
| DISCO ORIZZONTALE ON | - | 0 | 0 ÷ 1 | 0: disco orizzontale disabilitato 1: disco orizzontale abilitato |
| AUTOMAZIONE BRACCIO | - | 0 | 0 ÷ 1 | 0: automazione braccio scarico disabilitata 1: automazione braccio scarico abilitata |
| FINECORSA AVANTI DISCHETTO | - | 0 | 0 ÷ 1 | 0: finecorsa avanti disco orizzontale disabilitato 1: finecorsa indietro disco orizzontale abilitato |
| TIMER AVANTI DISCHETTO / TIMEOUT ALLARME DISCHETTO | s | 0 | 0 ÷ 9999 | - Se il parametro “FINECORSA AVANTI DISCHETTO” è abilitato questo è tempo di controllo trascorso il quale viene generato un allarme. - In caso contrario è il tempo in cui l'uscita “avanti dischetto” rimane eccitata. |
| T. soglia Ampere dischetto | s | 2 | 0 ÷ 999 | Tempo di verifica del superamento della soglia impostata al parametro “MAX corrente dischetto ORIZZONTALE” |
| FS Ass. corrente dischetto orizzontale | A | - | 0 ÷ 999 | Massimo valore in lettura della corrente assorbita dal dischetto orizzontale |
| MAX Corrente dischetto orizzontale | A | 30 | 0 ÷ 999 | Soglia massima di corrente ammessa durante la lavorazione |

| N° | Descrizione |
|---|---|
| 1 | Comando di movimento di Z |
| 2 | Motore Y - O15 |
| 3 | Motore Z - O16 |
| 4 | Motore H - O17 |
| 5 | Movimento - O12/O13 |
| 6 | Move to switch delay |
| 7 | Switch to move delay |
2.9 Parametri associati all'asse X
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| T ABILITAZIONE | Secondi | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | Secondi | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| VEL RAPIDA | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni positive nei cicli automatici. |
| VEL LENTA | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni negative nei cicli automatici. |
| VEL RAPIDA JOG | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni positive nello stato manuale. |
| VEL LENTA JOG | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni negative nello stato manuale. |
2.10 Parametri associati all'asse Y e Z
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| RISOLUZIONE | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore/Denominatore Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicato 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | mm | 0,5 | 0 ÷ 2,0 | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| T ABILITAZIONE | Secondi | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | Secondi | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| RALLENTAMENTO | mm | 1 | 0 ÷ 99999.9 | Angolo di approccio. Angolo prima dell'angolo da raggiungere in cui la velocità dell'asse viene rallentata. |
| INERZIA + | mm | 0 | 0 ÷ 99999.9 | Angolo di inerzia applicato durante i movimenti avanti. |
| INERZIA - | mm | 0 | 0 ÷ 99999.9 | Angolo di inerzia applicato durante i movimenti indietro. |
| MODO INERZIA | - | NO RICALC. | NO RICALC., RICALC. NO TOLL., RICALC. | Indica il tipo di ricalcolo inerzia eseguito al termine del posizionamento: NO RICALC. = ricalcolo inerzie disabilitato. RICALC. NO TOLL. = ricalcolo inerzie eseguito solo se il posizionamento si conclude fuori tolleranza. RICALC. = ricalcolo inerzie eseguito ad ogni posizionamento. |
| RIT. CALCOLO INERZIA | Secondi | 0,2 | 0 ÷ 10.0 | Tempo che trascorre tra la fermata dell'asse e il controllo che questo sia in tolleranza. |
| RECUP.GIOCHI | - | NO | NO, AVANTI, INDIETRO, AVANTI NO RALL., INDIETRO NO RALL. | Seleziona il tipo di recupero giochi: NO = posizionamento senza recupero giochi. AVANTI = posizionamento con recupero giochi avanti. INDIETRO = posizionamento con recupero giochi indietro. AVANTI NO RALL. = posizionamento con recupero giochi avanti senza rallentamento. INDIETRO NO RALL.=posizionamento con recupero giochi indietro senza rallentamento. |
| OLTREQUOTA | mm | 0 | 0 ÷ 99999.9 | Oltrequota per il recupero giochi. Se impostato a zero non viene eseguito il recupero giochi. |
| VEL RAPIDA | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni positive nei cicli automatici. |
| VEL LENTA | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni negative nei cicli automatici. |
| VEL RAPIDA JOG | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni positive nello stato manuale. |
| VEL LENTA JOG | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni negative nello stato manuale. |
| SEQUENZA DI HOMING | - | Sì | NO, SI' | NO: l'homing per questo asse non viene eseguito durante la sequenza di homing automatica. SI': durante la sequenza di homing automatica verrà eseguito l'homing anche di questo asse. |
| HOMING POS. | mm | 0.0 | -99999.9 ÷99999.9 | Quota associata all'asse durante la procedura di homing |
| HOMING MODE | - | 0 | 0, 1, 2, 3 | 0: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione rallentando e, sul fronte di discesa relativo al segnale di camma, carica la quota PRESET POS. 1: Per la ricerca del sensore di homing, l'asse inizia il movimento in veloce, incontra il sensore, inverte la direzione ed in lento acquisisce il primo impulso di zero (dopo la disattivazione del segnale di camma). 2: Non viene attivata la procedura di homing con movimentazione dell'asse. Il conteggio viene aggiornato alla PRESET POS. all'attivazione del sensore di homing. 3: l'acquisizione della posizione avviene via seriale |
| HOMING DIRECTION | - | 0 | 0, 1 | Direzione verso cui si muove l'asse al momento dell'avvio dell'homing: 0: avanti, 1: indietro. |
| MASSIMA POS. | mm | 99999.9 | 0÷99999.9 | Massima quota raggiungibile dall'asse. |
| MINIMA POS. | mm | -99999.9 | -99999.9÷0 | Minima quota raggiungibile dall'asse. |
| MINIMO SPOST. | impulsi | 2 | 0÷99999 | Entro il tempo di riferimento impostato in TEMPO CTRL, l'asse deve compiere uno spazio in impulsi encoder pari al parametro MINIMO SPOST. altrimenti viene generato un allarme sul malfunzionamento dell'encoder. Con valore 0 (zero) il controllo è disabilitato. |
| TEMPO CTRL | Secondi | 2000 | -999999 ÷ 999999 | Vedi MINIMO SPOST. |
| MODO DI POSIZIONAMENTO | - | 0 | 0, 1 | Modalità di posizionamento durqnte il ciclo automatico dell'asse Y: 0: la quota dell'asse da raggiungere è sempre quella precedente sommata alla nuova misura. 1: alla fine di ogni posizionamento la quota dell'asse Y viene azzerata. |
| POSIZIONE | mm | - | - | Valore della posizione assoluta dell'asse. È un parametro di servizio che permette di agire sulla quota dell'asse. |
2.11 Parametri associati all'asse H
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| TIPO | - | NESSUNO | NESSUNO. Non è presente l'asse H. SOLO ENCODER. L'asse H ha un encoder. SOLO MOTORE. L'asse H ha solo il motore. ENCODER E MOTORE. L'asse H ha moreo e encoder. |
|
| NUMERO DI CIFRE DECIMALI | - | 2 | 0 ÷ 3 | Cifre decimali con cui visualizzare l'inclinazione di H. |
| RISOLUZIONE | - | 1/1 | 0.00374 ÷ 4.00000 | Numeratore/Denominatore Numeratore. Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati nel denominatore. Denominatore. Indica gli impulsi moltiplicato 4 forniti dall'encoder slave per ottenere lo spazio impostato nel numeratore. |
| TOLLERANZA | mm | 0,5 | 0 ÷ 2,0 | Definisce una fascia di conteggio intorno alle quote di posizionamento. Se il posizionamento si conclude entro tale fascia, è da considerarsi corretto. |
| T ABILITAZIONE | Secondi | 0,2 | 0 ÷ 10.0 | Tempo di abilitazione prima dell'avvio dello spostamento dell'asse. |
| T DISABILITAZIONE | Secondi | 0,2 | 0 ÷ 10.0 | Tempo di disabilitazione dopo la fine dello spostamento dell'asse. |
| RALLENTAMENTO | mm | 1 | 0 ÷ 99999.9 | Angolo di approccio. Angolo prima dell'angolo da raggiungere in cui la velocità dell'asse viene rallentata. |
| INERZIA + | mm | 0 | 0 ÷ 99999.9 | Angolo di inerzia applicato durante i movimenti avanti. |
| INERZIA - | mm | 0 | 0 ÷ 99999.9 | Angolo di inerzia applicato durante i movimenti indietro. |
| MODO INERZIA | - | NO RICALC. | NO RICALC., RICALC. NO TOLL., RICALC. | Indica il tipo di ricalcolo inerzia eseguito al termine del posizionamento: NO RICALC. = ricalcolo inerzie disabilitato. RICALC. NO TOLL. = ricalcolo inerzie eseguito solo se il posizionamento si conclude fuori tolleranza. RICALC. = ricalcolo inerzie eseguito ad ogni posizionamento. |
| RIT. CALCOLO INERZIA | Secondi | 0,2 | 0 ÷ 10.0 | Tempo che trascorre tra la fermata dell'asse e il controllo che questo sia in tolleranza. |
| RECUP.GIOCHI | - | NO | NO, AVANTI, INDIETRO, AVANTI NO RALL., INDIETRO NO RALL. | Seleziona il tipo di recupero giochi: NO = posizionamento senza recupero giochi. AVANTI = posizionamento con recupero giochi avanti. INDIETRO = posizionamento con recupero giochi indietro. AVANTI NO RALL. = posizionamento con recupero giochi avanti senza rallentamento. INDIETRO NO RALL.=posizionamento con recupero giochi indietro senza rallentamento. |
| OLTREQUOTA | mm | 0 | 0 ÷ 99999.9 | Oltrequota per il recupero giochi. Se impostato a zero non viene eseguito il recupero giochi. |
| VEL RAPIDA | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni positive nei cicli automatici. |
| VEL LENTA | % | 10 | 0 ÷ 100 | È il limite massimo della velocità dell'asse X verso direzioni negative nei cicli automatici. |
| MASSIMA POS. | mm | 99999.9 | 0÷99999.9 | Massima quota raggiungibile dall'asse. |
| MINIMA POS. | mm | -99999.9 | -99999.9÷0 | Minima quota raggiungibile dall'asse. |
| MINIMO SPOST. | impulsi | 2 | 0÷99999 | Entro il tempo di riferimento impostato in TEMPO CTRL, l'asse deve compiere uno spazio in impulsi encoder pari al parametro MINIMO SPOST. altrimenti viene generato un allarme sul malfunzionamento dell'encoder. Con valore 0 (zero) il controllo è disabilitato. |
| TEMPO CTRL | Secondi | 2000 | -999999 ÷ 999999 | Vedi MINIMO SPOST. |
| POSIZIONE | mm | - | - | Valore della posizione assoluta dell'asse. È un parametro di servizio che permette di agire sulla quota dell'asse. |
2.12 Salvataggio/Caricamento dati
NOTA : per accedere a questa pagine impostare la password 264

| SAVE | Salvataggio dati Questa funzione permette di salvare i dati ritentivi (setup assi, programmi di lavoro) in una memoria interna non removibile.  Alla successiva conferma dell'operazione, tramite pressione del tasto BACKUP tutti i dati verranno salvati.\\ |
| RESTORE | Caricamento dati Questa funzione permette di caricare i dati ritentivi (setup assi, programmi di lavoro) da un supporto interno non removibile.  Alla successiva conferma dell'operazione, tramite pressione del tasto RESTORE tutti i dati verranno caricati sullo strumento.\\ |
3. Funzionamento
3.1 Manuale / Semiautomatico
Una volta acceso il terminale ed eseguita la procedura di Homing, viene visualizzata la seguente schermata:

Premere il tasto  (MANUALE)
(MANUALE)

Da questa pagina è possibile :
-
 movimentare gli assi in MANUALE.
movimentare gli assi in MANUALE. -
 movimentare gli assi in modo SEMIAUTOMATICO.
movimentare gli assi in modo SEMIAUTOMATICO.
Per abilitare lo stato SEMIAUTOMATICO si deve premere il tasto  . Il LED di questo tasto si attiva. Alla fine del movimento semiautomatico lo stato SEMIAUTOMATICO di disabilita automaticamente e ritorna in MANUALE.
. Il LED di questo tasto si attiva. Alla fine del movimento semiautomatico lo stato SEMIAUTOMATICO di disabilita automaticamente e ritorna in MANUALE.
3.1.1 Funzioni semiautomatiche
Lo stato di semiautomatico è caratterizzato dalla presenza del simbolo .
Tutti i movimenti semiautomatici partono in seguito all'attivazione impulsiva di una delle due direzioni di jog.
Il jog+ attiverà un posizionamento semiautomatico in avanti, mentre il jog- lo attiverà all'indietro.
IMPORTANTE. IN SEMIAUTOMATICO GLI ASSI POSSONO MUOVERSI UNO SOLAMENTE ALLA VOLTA.
3.1.1.1 Asse X
| Asse X | |
|---|---|
 |  Riduzione di velocità dell'asse X e tempo in cui viene applicata questa riduzione  all'inizio a sinistra del taglio; all'inizio a sinistra del taglio; all'inizio a destra del taglio. all'inizio a destra del taglio. |
3.1.1.1.1 ASSE X - MARMO
 | Asse X |
|---|---|
| JOG + | Movimento avanti verso FC Dx |
| JOG - | Movimento indietro verso FC Sx |
3.1.1.1.2 ASSE X - GRANITO
 | Asse X |
|---|---|
| JOG + | Inizio ciclo semiautomatico (taglio a passate) |
| JOG - | Movimento indietro verso FC Sx |

| N° | Descrizione |
|---|---|
| 1 | Quota impostata in Z (profondità) |
3.1.1.2 Asse Y
| Asse Y | |
|---|---|
 | Compensazione spessore lama. Abilita gli spostamenti semiautomatici dell'asse Y tenendo conto dello spessore della lama. compensazione abilitata. compensazione disabilitata. compensazione disabilitata. |
 | Azzeramento posizione Tener premuto per 2 secondi il tasto per azzerare la posizione di Y. |
 | Posizionamento assoluto o incrementale assoluto. L'asse Y si muove verso la quota di SET (Jog+) oppure -SET (Jog-). incrementale. L'asse Y si muove verso la quota attuale + la quota di SET (Jog+) oppure verso la quota attuale - la quota di SET (Jog-). incrementale. L'asse Y si muove verso la quota attuale + la quota di SET (Jog+) oppure verso la quota attuale - la quota di SET (Jog-). |
 … …  | Quote di SET preimpostate Alla pressione di questi tasti vengono impostate le quote di SET relative per l'asse Y. |
 … …  | Quote di SET rapide impostabili Si possono programmare quattro quote di SET rapide. |
3.1.1.3 Asse Z
| Asse Z | |
|---|---|
 | Accesso alla pagina di impostazione degli incrementi di Z.  : incremento di profondità a sinistra del taglio. : incremento di profondità a sinistra del taglio. : incremento di profondità a destra del taglio. : incremento di profondità a destra del taglio. : spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. : spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata.  : riduzione di velocità dell'ultimo taglio (se 100% non fa nessuna riduzione). : riduzione di velocità dell'ultimo taglio (se 100% non fa nessuna riduzione). : scelta della direzione dell'ultimo taglio. : scelta della direzione dell'ultimo taglio. : velocità di discesa dell'asse Z. : velocità di discesa dell'asse Z. |
| | Azzeramento posizione Tener premuto per 2 secondi il tasto per azzerare la posizione di Z. |
| | Impostazione taglio a passata unica o a più passate passata unica. più passate. |
3.2 Automatico
Premessa: Per poter eseguire le lavorazioni automatiche correttamente, è necessario seguire un determinato ordine nelle operazioni, come illustrato nel seguente diagramma:

| N° | Descrizione |
|---|---|
| 1 | HOMING (dopo l'accensione) |
| 2 | PROGRAMMAZIONE |
| 3 | ESECUZIONE |
Prima di tutto bisogna eseguire un corretto homing degli assi (la schermata appare appena dopo l'accensione degli assi). In seguito va scelta la lavorazione desiderata, che deve essere programmata mediante il relativo menù di programmazione. Infine la lavorazione deve essere eseguita attraverso il relativo menù di esecuzione.
3.3 Menù principale
Da questa pagina è possibile accedere a:
-
 Menù di esecuzione
Menù di esecuzione -
 Menù di programmazione dei profili
Menù di programmazione dei profili -
 Diagnostica
Diagnostica -
Funzionamento manuale/semiautomatico
-
 Contaore
Contaore -
 Dati macchina
Dati macchina -
 Homing
Homing
3.4 Menù di programmazione dei profili
Per accedere a questo menù premere il tasto dal menù principale.

In questa pagina è possibile scegliere da 1 a 200 programmi.
CLICCANDO SUL NUMERO PROGRAMMA SI PUO' EDITARE IL VALORE DESIDERATO. CLICCANDO SUL NOME È POSSIBLE ENTRARE SULLA SEZIONE DEDICATA ALLA SCELTA DEL PROGRAMMA CON RELATIVO PREVIEW DELLA SAGOMA.
 … …  | Per i primi 15 programmi sono disponibili dei tasti di scelta rapida. |
 | Per aprire i programmi con numero maggiore di 15 è necessario inserire il numero e aprirlo con il tasto raffigurato. |
3.5 Scelta da preview

Per selezionare un programma cliccare sulla riga desiderata. Sulla destra apparirà un preview della sagoma.
È possibile utilizzare un FILTRO sul nome del programma.
 … …  | Scorrimento dei programmi. |
| | Apertura del programma selezionato. |

| N° | Descrizione |
|---|---|
| 1 | Profili con lama orizzontale abilitati |
| 2 | Profili con lama orizzontale non abilitati |
 | Selezione della lavorazione con la LAMA VERTICALE |
 | Se abilitato nel SETUP GENERICO, selezione della lavorazione con la LAMA ORIZZONTALE |
 | Premere per accedere alla pagina di EDITOR del profilo |
 | Premere per accedere alla pagina di PARAMETRI LAVORAZIONE |
| | Premere per accedere direttamente alla pagina di ESECUZIONE LAVORAZIONE |
3.6 Editor dei profili

| N° | Descrizione |
|---|---|
| 1 | Numero del programma aperto |
| 2 | Coordinate del punto selezionato |
| 3 | Strumenti per visualizzazione del profilo |
| 4 | Salva il profilo oppure usa il supporto removibile MMC |
| 5 | Quote degli assi |
| 6 | Strumenti per il disegno del tratto |
| 7 | Coordinata Z del punto iniziale del profilo |
| 8 | Strumenti per il disegno del profilo |
| 9 | Area di disegno |
 | Permette di eseguire una operazione di “fit”, adattando e centrando il profilo all'area di disegno. |
  | Zoom avanti o indietro del disegno. |
| Toccando l'area di disegno, il punto toccato viene spostato al centro dell'area di disegno. | |
 | Salva il profilo nel programma. |
| | Permette di selezionare i vari tratti che compongono il profilo (il tratto selezionato diverrà di colore rosso) |
 | Aggiunge un tratto alla fine del profilo (vedi in seguito). |
 | Inserisce un tratto precedente a quello selezionato |
 | Elimina il tratto selezionato dal profilo. |
 | Visualizza le proprietà del tratto selezionato (vedi in seguito) |
 | Copia profilo (vedi in seguito) |
 | Specchia profilo (vedi in seguito) |
 | Cancella l'intera sagoma programmata |
3.6.1 Strumenti di disegno
Vi sono delle informazioni di base che è necessario conoscere.
| Punto iniziale di un profilo Quando si inizia un nuovo profilo, il punto iniziale si trova sempre in corrispondenza dell'origine degli assi. Inserendo una quota (negativa) nel parametro Z0 (pagina principale editor) si ottiene lo spostamento del punto iniziale verso il basso (di quanto indicato dal parametro).  |
| Profilo sottosquadra Se erroneamente si inserisce/aggiunge un tratto del profilo in sottosquadra, il software lo correggerà automaticamente.  1 = Tratto sottosquadra 2 = Tratto corretto |
| Quote assolute o incrementali Ogni volta che si aggiunge o si modifica un tratto del profilo, le quote relative al tratto possono essere inserite in modo assoluto rispetto al sistema di riferimento del pezzo oppure in modo incrementale rispetto alla quota del tratto precedente. quote assolute quote incrementali |
| Aggiunta, inserimento, modifica tratto , , Ogni volta che vengono premuti questi tasti il software propone automaticamente la serie di menù riportati nella capitolo seguente.  |
3.6.2 Tipi di tratto
Elenco delle tipologie di tratto che è possibile inserire in un profilo.
Linea | Per disegnare una linea, è necessario inserire le quote delle ascisse e delle ordinate (incrementali o assolute) del punto finale. |
| Linea tangente  |  Per disegnare una linea tangente al tratto precedente, basta impostare uno dei tre parametri in quanto la tangente ha, per definizione, direzione nota. Vedi esempi:  caso in cui viene inserita la quota Y; caso in cui viene inserita la quota Y; caso in cui viene inserita la quota Z; caso in cui viene inserita la quota Z; caso in cui viene inserita la lunghezza L del tratto. caso in cui viene inserita la lunghezza L del tratto. |
Arco |  Per disegnare un arco è necessario impostare le quote delle ascisse e delle ordinate del punto finale, nonché il raggio desiderato. Vedi esempio:   arco orario arco orario  arco antiorario arco antiorarioMINIMO: a seconda delle quote inserite in Y e Z, il programma propone all'operatore il valore del raggio minimo per evitare l'errore di sottosquadra e la conseguente modifica automatica del tratto. |
| Arco per 3 punti  |  Per disegnare un arco a 3 punti, è necessario inserire sia le quote delle ascisse e delle ordinate sia del punto finale che del punto intermedio. Vedi esempio.  |
| Arco tangente  |  Per disegnare un arco tangente a un tratto è necessario inserire le quote delle ascisse e delle ordinate del punto finale. Vedi esempio:  1 = Retta tangente al tratto precedente |
Trasferimento |  Lo strumento “trasferimento” permette di disegnare tratti di profilo che non verranno lavorati, ma solamente utilizzati per effettuare spostamenti rapidi della lama/utensile. È sufficiente impostare le quote Y e Z del punto finale della linea. La lavorazione riprenderà normalmente da quel punto in poi.  1 = Tratto in blu : tratto di trasferimento |
3.6.3 Copia del profilo
Questo strumento copia tutti i tratti di una geometria partendo da quello selezionato in poi, incollandoli alla fine della geometria stessa.
Vedi esempio:
 |  1 = Tratto selezionato 2 = Selezione tratto 3 = Verranno copiati tutti i tratti a partire da quello selezionato (evidenziato in rosso) 4 = Il software aggiusterà automaticamente un tratto verticale per congiungere le due geometrie. Il profilo risultante sarà dunque il seguente: |
3.6.4 Specchia profilo
Questo strumento permette di copiare in maniera speculare (rispetto all'asse Z) tutti i tratti di una geometria, partendo da quello selezionato in poi.
Vedi esempio:
 |  1 = Tratto selezionato 2 = Selezione tratto 3 = Verranno copiati tutti i tratti a partire da quello selezionato (evidenziato in rosso) 4 = Il software specchierà il profilo usando l'asse Z come riferimento. Il profilo risultante sarà dunque il seguente: |
3.6.5 Simboli sul disegno
Sul disegno appaiono dei simboli grafici.
| Simbolo | Significato |
|---|---|
 | Il tratto selezionato viene rappresentato con il colore rosso |
 | Se il tratto selezionato è un “arco per tre punti” viene rappresentato anche il punto intermedio. |
 | Il tratto di trasferimento è sempre di colore blu. |
| Nessun simbolo | Se sul disegno non è presente nessuno dei suddetti simboli, vuol dire che il tratto in corso è l'ultimo. |
3.7 Parametri di lavorazione - Profilatura

| N° | Descrizione |
|---|---|
| 1 | Numero pezzi e distanza pezzo-pezzo |
| 2 | Modo di taglio |
| 3 | Dimensioni del blocco da lavorare |
| 4 | Sovramateriale |
| 5 | Scelta direzione del taglio |
| 6 | Scelta direzione asse Y |
| Salva la parametrizzazione nel programma. |
3.7.1 Descrizione parametri
Di seguito sono descritti i parametri della lavorazione:
| DIMENSIONI BLOCCO |  L'operatore dovrà eseguire un controllo visivo prima dell'esecuzione, verificando che il profilo disegnato si trovi all'interno della zona di colore grigio chiaro (che rappresenta il blocco da lavorare, le cui dimensioni si impostano nella schermata soprastante). |
| SOVRAMATERIALE |  LAMA VERTICALE LAMA VERTICALE LAMA ORIZZONTALE LAMA ORIZZONTALEIl parametro SM indica il surplus di materiale che verrà lasciato sopra il profilo.  1 = Profilo finito |
| MODO DI TAGLIO |  Scegliere la modalità per eseguire il taglio del profilo:  = Modo di taglio 0 = Modo di taglio 0 = Modo di taglio 1 = Modo di taglio 1S.L. = Spessore della lama  MODO DI TAGLIO 0 MODO DI TAGLIO 0D = La distanza tra un taglio e il successivo è calcolata lungo il percorso. Questa modalità di taglio realizza la classica sagoma a gradini. Il taglio risulta più preciso e rimane poco materiale in eccesso.  MODO DI TAGLIO 1 MODO DI TAGLIO 1D = La distanza tra un taglio e il successivo è calcolata lungo l'asse Y. Questa modalità di taglio permette di distribuire i tagli lungo l'asse delle Y mantenendo sempre il vincolo di tagliare il profilo nei punti notevoli. Ha il vantaggio di mantenere sempre la lama all'interno del blocco per evitare flessioni che pregiudicano la precisione del risultato finale. Il taglio risulta più grossolano rispetto alla modalità precedente. Una volta impostati i parametri della modalità di taglio è possibile vedere un'anteprima su dove la lame eseguirà i tagli durante il ciclo automatico:  Anteprima dei tagli Anteprima dei tagli |
| COPIA DEL PROFILO |  LAMA VERTICALE LAMA VERTICALE LAMA ORIZZONTALE LAMA ORIZZONTALENP = Numero profili da eseguire consecutivamente SP = Spessore, in unità di misura, tra un profilo e il successivo. Tale quota tiene conto dello spessore della lama. |
| DIREZIONE DEL TAGLIO |  = Taglio semplice = Taglio semplice 1 = Percorso di ritorno lama 2 = Percorso di taglio 3 = Percorso di spostamento  = Taglio bilaterale = Taglio bilaterale 1 = Percorso di taglio 2 = Percorso di spostamento |
| DIREZIONE ASSE Y |  = Direzione positiva = Direzione positiva = Direzione negativa = Direzione negativaÈ la direzione che l'asse Y assume negli spostamenti. Il profilo verrà quindi realizzato come nell'esempio. Supponendo che il profilo sia stato disegnato cosi:  Se la direzione Y è impostata come + allora il profilo verrà realizzato come indicato dal disegno in blu. Viceversa se la direzione viene impostata come -, il profilo verrà realizzato come indicato in rosso.  |
3.8 Menù di esecuzione
Per accedere al menù, premere il tasto dal menù principale.

 | Accesso al menu di esecuzione TAGLI MULTIPLI |
 | Se abilitato in SETUP GENERALE, accesso al menu di esecuzione TAGLI INCLINATI |
 | Se abilitato in SETUP GENERALE, accesso al menu di esecuzione PROFILI |
Nota: per poter eseguire una lavorazione dei profili è necessario averla programmata in precedenza e salvata.
3.9 Tagli multipli
Premendo il tasto dal menù di esecuzione si accede al menù di esecuzione di tagli multipli. Questa lavorazione è programmabile direttamente da questo menù.
NEL CASO SIA IMPOSTATA UNA LAVORAZIONE SENZA BANCO GIREVOLE

| N° | Descrizione |
|---|---|
| 1 | Conteggio e quote target degli assi |
| 2 | Passo in esecuzione |
| 3 | Larghezza pezzo |
| 4 | Contatore pezzi eseguiti |
| 5 | Parametri della lavorazione |
| 6 | Numero pezzi da eseguire |
| 7 | Profondità tagli |
NEL CASO SIA IMPOSTATA UNA LAVORAZIONE CON BANCO GIREVOLE

| N° | Descrizione |
|---|---|
| 1 | Conteggio e quote target degli assi |
| 2 | Passo in esecuzione |
| 3 | Larghezza pezzo |
| 4 | Contatore pezzi eseguiti |
| 5 | Parametri della lavorazione |
| 6 | Posizione del banco girevole |
| 7 | Numero pezzi da eseguire |
| 8 | Profondità tagli |
3.9.1 Parametri di lavoro degli Assi
| |  Riduzione di velocità dell'asse X e tempo in cui viene applicata questa riduzione all'inizio a sinistra del taglio; all'inizio a destra del taglio. |
 | Accesso alla pagina di impostazione delle quote di Y. Y2: Quota di partenza dell'asse Y con il banco a 90° NB. Valida solo per il taglio CON BANCO GIREVOLE. |
| | Accesso alla pagina di impostazione degli incrementi di Z. : incremento di profondità a sinistra del taglio. : incremento di profondità a destra del taglio. : spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. : riduzione di velocità dell'ultimo taglio (se 100% non fa nessuna riduzione). : scelta della direzione dell'ultimo taglio. : incremento di profondità a sinistra del taglio. : incremento di profondità a destra del taglio. : spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. : riduzione di velocità dell'ultimo taglio (se 100% non fa nessuna riduzione). : scelta della direzione dell'ultimo taglio. : velocità di discesa dell'asse Z. : velocità di discesa dell'asse Z. |
3.9.2 Parametri della lavorazione
Premendo il tasto  dal menù di esecuzione si accede al menù di impostazione dei parametri di lavorazione.
dal menù di esecuzione si accede al menù di impostazione dei parametri di lavorazione.

| DIREZIONE ASSE Y | L'asse Y si sposta in POSITIVO alla fine del taglio L'asse Y si sposta in NEGATIVO alla fine del taglio |
| DIREZIONE TAGLIO | Direzione taglio solo verso X+ Taglio BILATERALE |
| TIPO TAGLIO | Taglio SINGOLO Taglio a PASSATE |
| RISALITA Z |  L'Asse Z risale DOPO che l'Asse X ha raggiunto il finecorsa minimo. L'Asse Z risale DOPO che l'Asse X ha raggiunto il finecorsa minimo. Gli assi X e Z escono dal blocco CONTEMPORANEAMENTE Gli assi X e Z escono dal blocco CONTEMPORANEAMENTE |
| PARCHEGGIO |  A fine programma gli assi rimangono nell'ultima posizione raggiunta A fine programma gli assi rimangono nell'ultima posizione raggiunta A fine programma gli assi si portano alle quote di PRESET A fine programma gli assi si portano alle quote di PRESET |
| ROTAZIONE |  Lavorazione SENZA BANCO GIREVOLE Lavorazione SENZA BANCO GIREVOLE Lavorazione CON BANCO GIREVOLE Lavorazione CON BANCO GIREVOLE |
3.10 Tagli inclinati
Premendo il tasto dal menù di esecuzione si accede al menù di esecuzione di tagli inclinati. Questa lavorazione è programmabile direttamente da questo menù.
3.10.1 Parametri di lavoro degli Assi
Vedi Capitolo precedente "Parametri di lavoro degli Assi"

| N° | Descrizione |
|---|---|
| 1 | Conteggio e quote target degli assi |
| 2 | Passo in esecuzione |
| 3 | Larghezza pezzo |
| 4 | Contatore pezzi eseguiti |
| 5 | Parametri della lavorazione |
| 6 | Numero pezzi da eseguire |
| 7 | Profondità tagli |
| 8 | Inserire qui l'inclinazione della lama |
3.10.2 Parametri della lavorazione
Premendo il tasto dal menù di esecuzione si accede al menù di impostazione dei parametri di lavorazione.

| DIREZIONE ASSE Y | L'asse Y si sposta in POSITIVO alla fine del taglio L'asse Y si sposta in NEGATIVO alla fine del taglio |
| DIREZIONE TAGLIO | Direzione taglio solo verso X+ Taglio BILATERALE |
| TIPO SPESSORE |  Lo spessore è la DISTANZA misurata perpendicolarmente ai tagli. Lo spessore è la DISTANZA misurata perpendicolarmente ai tagli. Lo spessore è la DISTANZA misurata lungo la superficie del blocco. Lo spessore è la DISTANZA misurata lungo la superficie del blocco. |
| TIPO PROFONDITA' |  La profondità è quanto la lama entra effettivamente nel blocco La profondità è quanto la lama entra effettivamente nel blocco La profondità è misurata perpendicolarmente al blocco La profondità è misurata perpendicolarmente al blocco |
| PARCHEGGIO | A fine programma gli assi rimangono nell'ultima posizione raggiunta A fine programma gli assi si portano alle quote di PRESET |
3.11 Profili
Premendo il tasto dal menù di esecuzione si accede al menù di esecuzione di profili. Questa lavorazione deve essere programmata con l'apposito menu.

| N° | Descrizione |
|---|---|
| 1 | Conteggi e quote target degli assi |
| 2 | Dimensioni del blocco e del profilo |
| 3 | Tipo di taglio |
| 4 | Parametri della lavorazione |
| 5 | Area di visualizzazione del profilo |
3.11.1 Parametri di lavoro degli Assi
| | Riduzione di velocità dell'asse X e tempo in cui viene applicata questa riduzione all'inizio a sinistra del taglio; all'inizio a destra del taglio. |
| | Accesso alla pagina di impostazione degli incrementi di Z. : incremento di profondità a sinistra del taglio. : incremento di profondità a destra del taglio. : spazio prima dell'ultimo taglio che viene recuperato nell'ultima passata. : riduzione di velocità dell'ultimo taglio (se 100% non fa nessuna riduzione). : scelta della direzione dell'ultimo taglio. : velocità di discesa dell'asse Z. |
3.11.2 Parametri della lavorazione
| TIPO TAGLIO |  Taglio SINGOLO Taglio SINGOLO Taglio a PASSATE Taglio a PASSATE |
3.12 Inizio ciclo
Le fasi per eseguire la lavorazione possono essere schematizzate con i seguenti tre punti:
-
Azzeramento delle quote degli assi sul sistema di riferimento
-
Autoapprendimento delle quote di inizio e fine taglio
-
Avvio della lavorazione
NOTA IMPORTANTE
Per iniziare un ciclo è fondamentale effettuare un'operazione di azzeramento delle quote degli assi. Per fare questo il selettore manuale/automatico deve essere posizionato su “manuale”, e premendo il pulsante di azzeramento posto sul quadro vengono visualizzate le seguenti schermate in base alla lavorazione scelta:
TAGLI MULTIPLI E TAGLI INCLINATI

PROFILATURA

 Caso in cui la lama è orizzontale
Caso in cui la lama è orizzontale
Queste schermate spiegano che la lama/utensile deve essere portata a sfioro del blocco, prima di dare l'OK per l'azzeramento assi.
Con l'ingresso I13 è possibile dare lo START, mentre con l'ingresso I14 il ciclo va in STOP.
3.13 Esempi di lavorazioni
3.13.1 Tagli multipli marmo con direzione Y positiva

| N° | Descrizione |
|---|---|
| 1 | Profondità |
| 2 | Percorso di ritorno lama |
| 3 | Percorso di taglio |
3.13.2 Tagli multipli marmo con direzione Y negativa

| N° | Descrizione |
|---|---|
| 1 | Profondità |
| 2 | Percorso di ritorno lama |
| 3 | Percorso di taglio |
3.13.3 Tagli multipli marmo bilaterali con direzione Y positiva

| N° | Descrizione |
|---|---|
| 1 | Profondità |
| 2 | Percorso spostamento lama |
| 3 | Percorso di taglio |
3.13.4 Tagli multipli marmo bilaterali con direzione Y negativa

| N° | Descrizione |
|---|---|
| 1 | Profondità |
| 2 | Percorso di ritorno lama |
| 3 | Percorso di taglio |
3.13.5 Tagli multipli granito con direzione Y positiva

3.13.6 Tagli multipli granito con direzione Y negativa

| N° | Descrizione |
|---|---|
| 1 | Percorso di ritorno lama |
| 2 | Percorso di taglio |
| 3 | Percorso di spostamento |
3.14 Contaore

In questa pagina sono visualizzate il totale delle ore di lavoro eseguite dalla macchina.
La macchina è considerata in funzione se lo strumento riceve il segnale di DISCO IN ROTAZIONE.
Premendo sul tasto  è possibile azzerare il contatore.
è possibile azzerare il contatore.
3.15 Taglia blocchi

3.15.1 Descrizione
La funzionalità di taglia blocchi consente di eseguire dei tagli per ricavare delle filagne di marmo dello spessore desiderato.
3.15.2 Abilitazione funzionalità
Per abilitare questa lavorazione occorre settare alcuni parametri di setup macchina, nello specifico il primo parametro alla
pagina di setup “generico 2”:

3.15.2.1 Funzioni opzionali
Ci sono alcune funzionalità aggiuntive opzionali:
- abilitazione dischetto orizzontale: parametro da abilitare se presente dischetto per taglio orizzontale
- abilitazione automazione scarico: parametro da abilitatare se presente un braccio di scarico
- finercorsa avanti dischetto orizzontale: parametro da abilitare se presente il finecorsa avanti per l'inserimento del dischetto orizzontale
3.15.3 Programmazione
Una volta abilitato, per programmare una lavorazione procedere come segue:
- accedere al menù principale:

- accedere al menù “esecuzione” 

- premere il pulsante “taglia blocchi” 

- premere il pulsante per accedere alla pagina di programmazione

3.15.3.1 Creazione di un nuovo programma
Si possono creare fino a 10 programmi, ogni programma può avere fino a 10 passi di lavorazione, ogni passo può avere più pezzi dello stesso spessore.
-
Tramite i selettori “PROGRAMMA ±” spostarsi sul numero del programma desiderato
-
Impostare la profondità di taglio, è unica per tutta la lavorazione
-
Impostare il numero dei pezzi desiderati per il primo passo
-
Impostare la larghezza della filagna per il passo
-
Se necessario, tramite i selettori “PASSO ±” spostarsi sul passo successivo
-
Facoltativamente si può impostare una quota di anticipo sulla quota di fine taglio
-
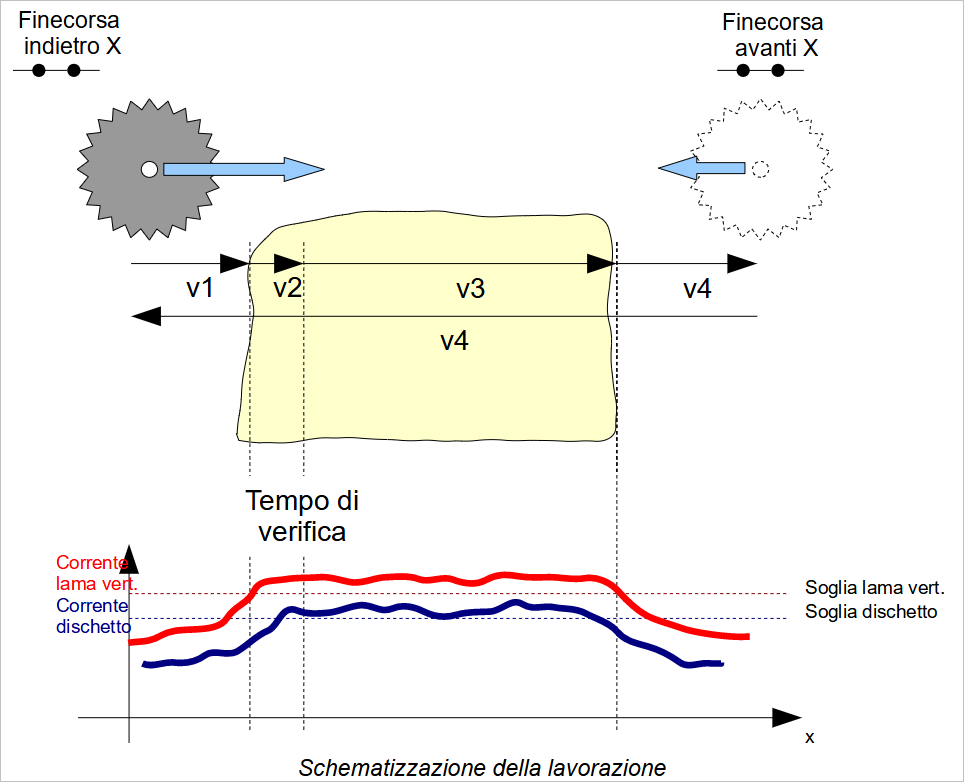
Il parametro “tempo soglia taglio” serve per impostare per quanti secondi la soglia della corrente assorbita deve essere superata per considerare il cambio di velocità da V1 a V2.
3.15.4 Esecuzione di un programma
Per eseguire un nuovo programma procedere come segue:
- posizionare il selettore all'ingresso I8 “manuale” su ON
- posizionare il selettore all'ingresso I9 “auto ON” su OFF
- premere il pulsante per accedere alla pagina di impostazione delle dimensioni del blocco

- con il Jog X- spostarsi alla posizione minima (fuori dal blocco di marmo)
- con il pulsante  autoapprendere la posizione
autoapprendere la posizione
- con il Jox X+ spostarsi alla posizione massima (fuori dal blocco di marmo)
- con il pulsante  autoapprendere la posizione
autoapprendere la posizione
- premere  per tornare alla schermata precedente
per tornare alla schermata precedente
- premere  per entrare nella pagina di “Restart”
per entrare nella pagina di “Restart”

- tramite i Jog Y+, Y- e Z+, Z- posizionare il disco come nella figura
- selezionare il programma da eseguire
- premere il pulsante 
- posizionare il selettore I8 “manuale” su OFF
- posizionare il selettore I9 “auto ON” su ON
- premere il pulsante I10 “start ciclo”
3.15.5 Lavorazione
Descrizione delle pagine di lavoro
| parametro | U.m. | descrizione |
|---|---|---|
| pagina 1 | ||
| VEL1 - AVVICINAMENTO | % | velocità utilizzata dall'inizio del taglio finché le correnti di entrambi i dischi sono sotto la soglia impostata |
| VEL2 - INIZIO TAGLIO | % | velocità di taglio che dura per un certo tempo impostato al paramtro “TEMPO SOGLIA TAGLIO” |
| VEL3 - VELOCITÀ DI TAGLIO | % | velocità di taglio, rimane tale finché il taglio non finisce e la soglia di corrente di entrambi i dischi scende sotto la soglia impostata |
| VEL4 - VELOCITÀ DI RITORNO | % | velocità di uscita dal blocco e velocità di ritorno del disco |
| VELM - VELOCITÀ IN MANUALE | % | velocità per i movimenti in manuale |
| SOGLIA LAMA VERTICALE | A | soglia di corrente impostabile per la gestione delle velocità del disco verticale |
| SOGLIA DISCO ORIZZONTALE | A | soglia di corrente impostabile per la gestione delle velocità del disco orizzontale |
| TEMPO DURATA VELOCITÀ 2 | s | tempo impostabile, è la durata della VEL2 prima di passare a VEL3 |
| pagina 2 | ||
| ANTICIPO FINE TAGLIO | mm | quota di anticipo sul fine corsa dell'asse X, cioè la quota di fine blocco autoappresa precedentemente |
| TEMPO SOGLIA TAGLIO | s | tempo impostabile, è la durata sotto soglia durante il taglio affinché avvenga il cambio di velocità da V3 a V4 |
| PASSO NUMERO | - | numero del passo in esecuzione |
| PEZZO NUMERO | - | numero dei pezzi del passo in esecuzione |
| TOTALE BLOCCO | mm | calcolo dello spessore totale del blocco e dei tagli, compreso lo spessore lama del taglio di intestatura |
4. Allarmi
4.1 Allarmi
Dal menù principale (o da qualsiasi altra schermata che lo presenti), se premuto il tasto viene visualizzata la seguente pagina:

Premendo il tasto  gli allarmi vengono cancellati.
gli allarmi vengono cancellati.
4.1.1 Lista messaggi e allarmi
4.1.1.1 Messaggi
I messaggi hanno funziona puramente informativa e la loro comparsa non blocca il funzionamento della macchina.
| Messaggio | Motivo | Risoluzione |
|---|---|---|
| ATTENDERE… | È in corso una fase di calcolo. | - |
| ERRORE PERCORSO | Si è verificato un errore nella fase di inserimento della traiettoria prima dell'esecuzione. | È possibile che il percorso sia troppo lungo |
| ERR: LAMA INCLINATA | L'inclinazione della lama e dell'utensile non è corretto per la lavorazione richiesta. | Posizionare la lama o l'utensile con la giusta inclinazione |
| LAVORO CONCLUSO | Il ciclo automatico si è concluso completamente senza problemi. | - |
| X FUORI POSIZIONE | La posizione di X non è corretta. | Dovrebbe trovarsi in una posizione esterna ai FC autoappresi. |
| BATTERIA ESAURITA | La batteria posta sul controllo è esaurita o in fase di esaurimento. | Vedi il manuale di installazione e manutenzione per le istruzioni per la sostituzione della batteria. |
| ESEGUIRE HOMING | Non è stata eseguita la procedura di homing. | È necessario eseguire una procedura di homing per poter eseguire l'operazione. |
| ERRORE CALCOLO ARCO | Errore nel calcolo dei punti per gli archi | Controllare che i parametri di setup siano corretti. |
| SAGOMA TROPPO GRANDE | È stata inserita una sagoma che eccede il numero massimo di tratti. | Controllare tramite l'editor la correttezza della sagoma. |
| ANOMALIA LUBRIFICAZIONE | Nell'arco di 24 ore non è arrivato alcun impulso dalla sonda lubrificante | Eseguire la lubrificazione. |
4.1.1.2 Allarmi
Gli allarmi si differenziano dai messaggi in quanto bloccano il funzionamento della macchina.
| Allarme | Motivo | Risoluzione |
|---|---|---|
| Emergenza | Emergenza manuale | - |
| FC asse Y indietro | L'asse Y ha toccato il FC minimo | - |
| FC asse Y avanti | L'asse Y ha toccato il FC massimo | - |
| FC asse Z indietro | L'asse Z ha toccato il FC minimo | - |
| FC asse Z avanti | L'asse Z ha toccato il FC massimo | - |
| FC asse X indietro | L'asse X ha toccato il FC minimo | - |
| FC asse X avanti | L'asse X ha toccato il FC massimo | - |
| FC asse H indietro | L'asse H ha toccato il FC minimo | - |
| FC asse H avanti | L'asse H ha toccato il FC massimo | - |
| Lama non in rotazione | Durante un ciclo automatico la lama deve essere in rotazione | - |
| Mancanza pressione acqua | Non viene rilevata la presenza dell'acqua di raffreddamento | La valvola potrebbe essere chiusa. |
| Mancanza pressione aria | Non viene rilevata la presenza di aria nel circuito | Controllare eventuali perdite. |
| Overcurrent motore lama | Il motore della lama ha assorbito un valore di corrente superiore alla soglia | - |
| Fault driver X | Uno dei driver degli assi è nello stato di fault | - |
| Fault driver Y | Uno dei driver degli assi è nello stato di fault | - |
| Fault driver Z | Uno dei driver degli assi è nello stato di fault | - |
| Catena dei termici | Uno degli interruttori termici dei drive è intervenuto | - |
| Errore comunicazione dati modulo CAN | Il modulo RMC non risponde correttamente | Controllare le connessioni |
| Nessuna risposta dal modulo CAN | Il modulo CAN non viene rilevato | Controllare le connessioni |
| Anomalia encoder X | L'encoder dell'asse non funziona regolarmente | - |
| Anomalia encoder Y | L'encoder dell'asse non funziona regolarmente | - |
| Anomalia encoder Z | L'encoder dell'asse non funziona regolarmente | - |
| Anomalia encoder H | L'encoder dell'asse non funziona regolarmente | - |
| Perdita sensore banco | Il sensore di banco basso potrebbe essere staccato | - |
| Asse Y fuori tolleranza | L'asse Y ha concluso un posizionamento fuori dalla tolleranza impostata | Controllare i parametri di setup dell'asse Y |
| Asse H fuori tolleranza | L'asse H ha concluso un posizionamento fuori dalla tolleranza impostata | Controllare i parametri di setup dell'asse H |
| Asse W fuori tolleranza | L'asse W ha concluso un posizionamento fuori dalla tolleranza impostata | Controllare i parametri di setup dell'asse W |
| LAMA DENTRO AL BLOCCO | È stato comandato un posizionamento dell'asse Y quando la lama era ancora nel blocco | |
| OVERCURRENT MOTORE LAMA ORIZZONTALE | Il motore del dischetto orizzontale ha assorbito un valore di corrente superiore alla soglia | - |
| FC INDIETRO DISCO ORIZZONTALE | È scaduto il tempo di dis-inserimento del dischetto orizzontale e non è stato raggiunto il FC indietro | - |
| FC AVANTI DISCO ORIZZONTALE | È scaduto il tempo di inserimento del dischetto orizzontale e non è stato raggiunto il FC avanti (solo se abilitato) | - |
4.2 Archivio storico allarmi
Premendo il tasto  si accede invece all'archivio storico degli allarmi:
si accede invece all'archivio storico degli allarmi:

Per cancellare lo storico premere il tasto
Per tornare alla pagina allarmi premere il tasto
5. Diagnostica
5.1 Menù di diagnostica
Per accedere al seguente menù, premere il tasto dal menù principale.

Da questa schermata è possibile accedere alle varie sezioni di diagnostica presenti:
-
Diagnostica degli ingressi digitali
-
Diagnostica delle uscite digitali
-
Diagnostica dei conteggi
-
Diagnostica delle uscite analogiche
Inoltre sono presenti alcune informazioni riguardanti:
Fw name : firmware presente nello strumento e checksum relativo;
Task time : tempo medio del ciclo della CPU con indicazioni sul Tempo Massimo e il Tempo Minimo di scansione;
CPU time : tempo totale da quando la CPU è nello stato di RUN (hh:mm)
5.2 Diagnostica ingressi digitali e analogici
Premendo il tasto “ingressi” si accede alla seguente schermata, ove è visualizzato lo stato di ciascun ingresso digitale e dei quattro ingressi analogici:
Per ogni ingresso analogico è visualizzato il valore in bit e la percentuale risultante dopo lo scaling.

5.3 Diagnostica uscite digitali
Premendo il tasto “uscite” si accede alla seguente schermata, ove è visualizzato lo stato di ciascuna uscita digitale:

5.4 Diagnostica conteggi
Premendo il tasto “encoders” si accede alla seguente schermata, ove è visualizzato il conteggio di ciascun encoder.
Per ogni asse è visualizzato il conteggio in impulsi encoder e più in piccolo il valore del conteggio in unità di misura.

5.5 Diagnostica uscite analogiche
Premendo il tasto “uscite an.” si accede alla seguente schermata, ove sono visualizzati i valori di tutte le uscite analogiche.

6. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.
 |  |
| Segui tutte le istruzioni fornite nel manuale MIMAT | Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it. I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema. |
Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.
 |  |  |
| Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. | Allega: 1. Una descrizione dell'anomalia; 2. Parte dello schema elettrico in cui è inserito lo strumento 3. Programmazione dello strumento (setup, quote di lavoro, parametri…). | Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema. Un accurato imballaggio eviterà ulteriori inconvenienti. |