Inhaltsverzeichnis
MDI_P1P44F-008: Manuale installatore
-
1. Informazioni
1.1 Release

Documento: mdi_p1p44f-008 Descrizione: Manuale di installazione p1p44f-008 Redattore: Giuliano Tognon Approvatore Giuliano Tognon Link: https://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p44/p1p44f-008/mdi_p1p44f-008 Lingua: Italiano Release documento Descrizione Note Data 01 Nuovo manuale 06/12/2018 02 Allineato a release 5 18/07/2022 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
2. Descrizione
Il software applicativo P1P44F-008, installato su hardware J1-P44-FF30, automatizza una macchina che effettua il taglio “al volo” di materiale, avvalendosi di un carrello mobile equipaggiato con morse di serraggio del pezzo e lama di taglio. L'asse del carrello è controllato tramite uscita analogica +/- 10Vdc
3. Hardware
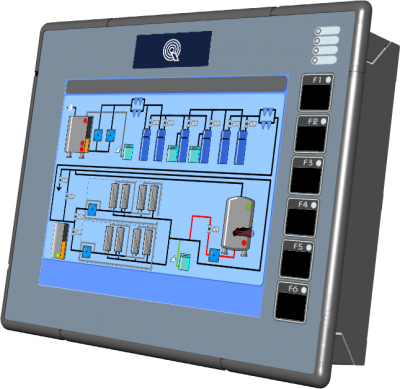
3.1 Tasti Funzione e LED
Tasto Icona Funzione Led Tasto Icona Funzione Led F1 - Start ciclo automatico - F4 - Lubrificazione in automatico - F2 - Stop ciclo automatico - F5 - Disponibile - F3 - Edit ricetta - F6 - Diagnostica I/O - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3.2 Simboli e tasti
Buttone Descrizione ———————– Simboli barra superiore Descrizione 
Premere per confermare 
Manuale 
Selezione 
Emergenza 
Pagina precedente 
Automatico con ciclo disattivo 
Pagina successiva 
Automatico con ciclo attivo 
Area riservata 
Modalità setup e taratura 
Uscita da ogni pagina 
Editazione della ricetta 
I dati in giallo sono modificabili 3.3 Startup
START
Attendere 3 s
per uscire
MANUALE
4. SETUP


PASSWORD 462


CAMMA Parametri per la costruzione della camma del carrello PARAMETRI SLAVE Parametri di setup dell'asse Carrello PARAMETRI MASTER Parametri di setup dell'asse Master RICERCA ZERO Parametri relativi alla ricerca di zero dell'asse Carrello CALIBRATURA Procedure per la calibratura dell'uscita analogica del Carrello P.I.D. Procedure per la taratura del P.I.D. del Carrello GENERICO Parametri di setup generici PID DINAMICO Parametri per l'impostazione del P.I.D. dinamico del Carrello 
Area di setup sbloccata
La password è disabilitata fino al riavvio
Area di setup bloccata
Accesso solo con password- - - - - - - - 4.1 Camma
CAMMA 
Parametro U.M. Default Range Descrizione TIPO DI CAMMA - 0 0 - 2 Tipo di camma utilizzata per la movimentazione del Carrello:
0: Camma per l'ottimizzazione della produzione
1: Camma con spazio slave costante
2: Camma con aggancio al volo
TIPO CAMMA = 0


Con questo tipo di camma si ricerca la massima produttività della macchina eseguendo la minima corsa possibile del carro di taglio.

Parametro U.M. Default Range Descrizione T MAX TAGLIO s/100 0 0 - 999 Tempo massimo di durata del taglio T ATTESA TGL s/100 0 0 - 999 Tempo attesa Carrello alla fine del taglio (opzionale) EXTRA SPAZIO mm 0 0 - 99 Spazio di distacco lama dopo il taglio prima della frenata (spazio da compiersi nel tempo T EXTRA SP) (opzionale) T EXTRA SP s/100 0 0 - 999 Tempo nel quale eseguire un spazio extra dopo il taglio per staccare il pezzo T ATTESA HOME s/100 0 0 - 999 Tempo di attesa Carrello in Home prima della partenza (opzionale) T ACC. SLAVE s/100 0 0 - 999 Tempo accelerazione Carrello T DEC. SLAVE s/100 0 0 - 999 Tempo decelerazione Carrello T ASSESTAMEN s/100 0 0 - 999 Tempo di assestamento prima del taglio (opzionale) T TRANC. ON s/100 0 0 - 999 Durata di attivazione dell'uscita di discesa lama (U1)
TIPO CAMMA = 1

Vediamo la desccrizione della CAMMA=1:

Con questo tipo di camma lo spazio percorso dal Carrello è mantenuto costante. Tale caratteristica può essere utilizzata per ottenere uno scarico pezzi sempre nella stessa posizione.
Di seguito un criterio di programmazione:
-
Si programmano i 5 tempi che definiscono il profilo di velocità del carrello in andata (riferimento ai numeri da 1 a 6). Il valore di T MAX TAGLIO (tempo massimo di taglio) va programmato in base all'effettivo tempo che impiega l'organo con gli opportuni margini. Il valore 4 fa riferimento ad un tempo fisso interno di sicurezza pari a 300msec.
-
Poi si programma il parametro SPAZIO SLAVE. Esso definisce l'escursione del carrello per effettuare la fase completa di taglio. Tale spazio corrisponde nella figura all'insieme dell'area in grigio scuro. Questo parametro influisce sulla velocità massima che il master potrà avere per mantenere il rispetto dei tempi programmati. Infatti a seguito della programmazione della camma, nella pagina AUTOMATICO accanto alla rappresentazione della velocità master, verrà presentato tra parentesi quadra il valore limite di velocità master.
NEl caso in cui la velocità master reale fosse maggiore della velocità calcolata i tagli verranno eseguiti comunque ma i tempi impostati non saranno rispettati.
-
Poi programmo T ATTESA TGL e T ATTESA HOME.
-
Il profilo di velocità di ritono carrello viene calcolato in automatico con le accelerazioni impostate.
Parametro U.M. Default Range Descrizione T MAX TAGLIO s/100 0 0 - 999 Tempo massimo durata del taglio T ATTESA TGL s/100 0 0 - 999 Tempo attesa Carrello a fine del taglio (opzionale) EXTRA SPAZIO mm 0 0 - 99 Spazio per distacco lama dopo il taglio prima della frenata (spazio da compiersi nel tempo T EXTRA SP) (opzionale) T EXTRA SP s/100 0 0 - 999 Tempo d'esecuzione spazio extra dopo il taglio (per staccare il pezzo) T ATTESA HOME s/100 0 0 - 999 Tempo di attesa Carrello in Home prima della partenza (opzionale) T ACC. SLAVE s/100 0 0 - 999 Tempo accelerazione Carrello T DEC. SLAVE s/100 0 0 - 999 Tempo decelerazione Carrello T ASSESTAMEN s/100 0 0 - 999 Tempo di assestamento prima del taglio (opzionale) T TRANC. ON s/100 0 0 - 999 Durata attivazione dell'uscita di discesa lama (U1) SPAZIO SLAVE mm 0 0 - 99999 Spazio percorso dal Carrello nel quale eseguire l'intera camma
TIPO CAMMA = 2

Con questo tipo di camma lo spazio percorso dal Carrello è mantenuto costante. Inoltre è possibile utilizzare le funzioni di:
-
Taglio della punta
-
Taglio dei resti
-
Start da fotocelllula

Parametro U.M. Default Range Descrizione T ASSESTAMEN s/100 0 0 - 999 Tempo di assestamento prima del taglio (opzionale) T ACC. SLAVE s/100 0 0 - 999 Tempo accelerazione Carrello T DEC. SLAVE s/100 0 0 - 999 Tempo decelerazione Carrello T TRANC. ON s/100 0 0 - 999 Durata attivazione dell'uscita di discesa lama (U1) EXTRA SPAZIO mm 0 0 - 99 Spazio di distacco lama dopo il taglio prima della frenata (spazio da compiersi nel tempo T EXTRA SP) (opzionale) T EXTRA SP s/100 0 0 - 999 Tempo d'esecuzione dello spazio extra dopo il taglio (per staccare il pezzo) VEL. RITORNO % 0 0 - 100 Scelta tipo e valore della velocità di ritorno del Carrello:
0: velocità % impostata sul parametro successivo
1: velocità di ritorno fissa a circa 40%T ATTESA HOME s/100 0 0 - 999 Tempo di attesa Carrello in Home prima della partenza (opzionale) START FTC - 0 0 - 1 Abilitazione della partenza Carrello da fotocellula di presenza materiale (I17):
0: disabilitata
1: abilitataDELTA FTC mm 0 0 - 99999 Delta spostamento del taglio rispetto alla tacca letta dalla fotocellula TOLL FTC mm 0 0 - 99999 Tolleranza sulla cattura della fotocellula 4.2 Parametri slave
PARAMETRI SLAVE 
Parametri U.M. Default Range Descrizione MEASURE mm 100.0 0 - 99999.9 Distanza percorsa dell'asse per ottenere gli impulsi impostati in PULSE. PULSE - 4000 0 - 999999 Impulsi encoder per muovere l'asse della distanza impostata in MEASURE.
MEASURE/PULSE è la risoluzione dell'asse. Deve essere compresa tra 1 ~ 0.000935.MAXPOS mm 99999.9 -99999.9 - 99999.9 Quota massima. Finecorsa software. MINPOS mm -99999.9 -99999.9 - 99999.9 Quota minima. Finecorsa software. TOLL mm 1.0 0 - 999.99 Massimo scostamento tra la posizone attuale e la posizione target.
Se l'asse si ferma all'interno di questa finestra, il posizionamento è considerato corretto.UM VEL - 0 0 - 1 Unità di misura della velocità:
0: UM/min
1: UM/sSYNCRANGE mm 0 0 - 9999 Valore entro il quale viene segnalato il sincronismo slave rispetto al master durante il taglio.
Con il parametro successivo è possibile disabilitarlo.MAX FOLL TAGLIO mm 1.0 0 - 9999 Massimo errore di inseguimento accettato durante la fase di taglio ABILITA PID IN RAMPA - 0 0 - 1 Abilita la funzione di PID separato su ogni tratto della camma:
0: disabilitato
1: abilitato4.3 Parametri master
PARAMETRI MASTER 
Parametri U.M. Default Range Descrizione MEASURE mm 100.0 0 - 99999.9 Distanza percorsa dell'asse per ottenere gli impulsi impostati in PULSE. PULSE - 4000 0 - 999999 Impulsi encoder per muovere l'asse della distanza impostata in MEASURE.
MEASURE/PULSE è la risoluzione dell'asse. Deve essere compresa tra 1 ~ 0.000935.VEL MAX M mm/min 100000 0 - 99999.9 Velocità massima master VEL MIN M mm/min 0 0 - 99999.9 Velocità minima master Il programma calcolerà la camma utilizzando come dato iniziale la massima velocità del master, se la camma non può essere eseguita con questo parametro allora tale dato verrà ridotto dell’1% via via finché non sarà possibile eseguire la camma. Se la riduzione è tale che si scende al di sotto della velocità minima allora verrà segnalato un errore in fase di aggancio della camma.
4.4 Ricerca zero
RICERCA ZERO 
Parametri U.M. Default Range Descrizione DIR. PRESET - 1 0 - 1 Direzione di ricerca della camma di zero:
0: avanti
1: indietroPRESET MODE - 1 0 - 1 Modo di ricerca di zero:
0: L'asse impegna la camma di zero, inverte il movimento e carica la posizione QUOTA PRESET
1: L'asse impegna la camma di zero, inverte il movimento e carica la posizione QUOTA PRESET sul segnale di zero encoder1A VEL. PRESET mm/min 0 0 - 99999 Velocità rapida durante la ricerca della camma di zero 2A VEL. PRESET mm/min 0 0 - 99999 Velocità lenta dopo l'inversione sulla camma di zero QUOTA PRESET mm 0 -99999 - 99999 Posizione forzata alla fine della procedura di ricerca di zero 4.5 Calibratura
CALIBRATURA 
In questa pagina è possibile: - Verificare la corretta direzione di conteggio del Carrello - Trovare la velocità massima del Carrello - Regolare l'offset del motore del Carrello
Parametri U.M. Default Range Descrizione OUT TENSIONE V 0 -10.0 - +10.0 Uscita in tensione, con risoluzione 0.1 V, fornita direttamente al drive. VELOCITA' mm/min - - Velocità attuale dell'asse. MAX VELOCITA' mm/min 0 0 - 999999 Velocità dell'asse quando la tensione analogica è 10 V. POSIZIONE mm - - Posizione attuale assoluta dell'asse. IMPORTANTE! Condizioni obbligatorie per tutte le procedure:
 Per la sicurezza, il pulsante di emergenza deve tagliare la potenza dei motori.
Per la sicurezza, il pulsante di emergenza deve tagliare la potenza dei motori.
Procedure
Direzione di rotazione e conteggio Tensione analogica di comando > 0 POSIZIONE deve incrementare 1  per abilitare lo stato di calibrazione
per abilitare lo stato di calibrazione2 Inserire OUT TENSIONE = 1.0 3 Assicurarsi che POSIZIONE si incrementi 4 Se è necessario invertire la direzione del conteggio premere sul tasto  /
/ 
5  per disabilitare lo stato di calibrazione. Controllare che OUT TENSIONE vada a 0 immediatamente
per disabilitare lo stato di calibrazione. Controllare che OUT TENSIONE vada a 0 immediatamente6 Se con tensione di comando positiva il motore non si muove nella giusta direzione, intervenire nei parametri del driver 7 Se con tensione di comando positiva il conteggio decrementa, girare le fasi dell'encoder sullo strumento
OFFSET 1 per abilitare lo stato di calibrazione2 Impostare OUT TENSIONE = 0 3 Regolare l'OFFSET (direttamente con 
 , oppure in automatico
, oppure in automatico  ) così che POSIZIONE non varia (oppure si muova molto lentamente)
) così che POSIZIONE non varia (oppure si muova molto lentamente)4 per disabilitare lo stato di calibrazione
Velocità massima Impostare la massima velocità dell'asse (uscita analogica 10V) 1 per abilitare lo stato di calibrazione2 Inserire OUT TENSIONE > 1.0 3 Leggere il valore di VELOCITA 4 Calcolare il valore di MAX VELOCITA: MAX VELOCITA = (10 x VELOCITA) / OUT TENSIONE 5 per disabilitare lo stato di calibrazione. Controllare che OUT TENSIONE vada a 0 immediatamente6 Inserire il risultato del calcolo in MAX VELOCITA 4.6 Taratura PID
P.I.D. 
In questa pagina è possibile: - Trovare la corretta taratura del P.I.D del Carrello
Parametri U.M. Default Range Descrizione DELTA mm 0 - Delta di spazio durante la taratura. SET VELOCITA' mm/min 0 - Velocità dell'asse durante la taratura. TEMPO ACC. s 1.0 - Tempo di accelerazione durante la taratura. TEMPO DEC. s 1.0 - Tempo di decelerazione durante la taratura. FEEDFORWARD % 100.0 0.0 - 200.0 Coefficiente percentuale che, moltiplicato per la velocita, genera la parte FEEDFORWARD dell'uscita di regolazione. PROP. GAIN - 0 0.000 - 9.999 Coefficiente che, moltiplicato per l'errore di inseguimento, genera la parte di GAIN PROPORZIONALE dell'uscita di regolazione. T INTEGRALE s 0 0.000 - 9.999 E' il tempo che produce il coefficiente di integrazione dell'errore di inseguimento, che genera la parte INTEGRALE dell'uscita di regolazione. MAX ERR. INSEG. mm 999.0 0 - 99999 Massimo scostamento consentito tra la posizione ideale e quella attuale dell'asse. ERRORE INSEG. mm - - Errore di inseguimento attuale.  L'errore di inseguimento è ulteriormente suddiviso nelle fasi di accelerazione, velocità costante e decelarazione.
L'errore di inseguimento è ulteriormente suddiviso nelle fasi di accelerazione, velocità costante e decelarazione.
IMPORTANTE! Condizioni obbligatorie per tutte le procedure:
Assicurarsi che il pulsante di emergenza interrompa la potenza dei motori, così che la macchina possa essere posta in una condizione di sicurezza.
Tutte le condizioni di allarme devono essere risolte.
Feedback di spazio Importante: prima di procedere, completare le procedure precedenti 1 Inserire FEEDFORWARD = 100.0 2 Inserire PROP. GAIN = minimo valore (0.001) 3 Se ERRORE INSEG. non è 0, ora questo valore dovrebbe ridursi con un movimento dell'asse 4 Inserire DELTA = una misura che l'asse può eseguire e SET VELOCITA = una valore vicino a MAX VELOCITA 5  per abilitare lo stato di taratura e far partire l'asse
per abilitare lo stato di taratura e far partire l'asse6 L'asse si muove verso avanti di una quota DELTA con una velocità SET VELOCITA 7 L'asse quindi attende un tempo e inverte il movimento fino alla posizione di partenza. Il ciclo si ripete 8 Durante il movimento porre attenzione a ERRORE INSEG. e modificare FEEDFORWARD e PROP. GAIN per ridurlo il più possibile.
Regole
-
Incrementare gradualmente PROP. GAIN fino a che l'asse vibra quando è fermo. Poi ridurre tale valore finchè sparisce la vibrazione
-
Regole per variare FEEDFORWARD
ERRORE INSEG. >0 <0
DirezioneAvanti Incrementare
FEEDFORWARDRidurre
FEEDFORWARDIndietro Ridurre
FEEDFORWARDIncrementare
FEEDFORWARD9 Quando l'asse oltrepassa il valore MAX ERR. INSEG. apparirà il simbolo di attenzione  , questo non genera un allarme
, questo non genera un allarme10  per terminare la procedura
per terminare la procedura4.7 Parametri generici
GENERICO 
Parametri U.M. Default Range Descrizione LINGUA - - - Premere il pulsante  per scegliere la lingua:
per scegliere la lingua:
ITALIANO
INGLESEDATA - - - Data del sistema ORA - - - Ora del sistema PZ. GIORNALIERI - 0 - Pezzi prodotti nella giornata. Da questa pagina è possibile modificare questo contapezzi. PZ. TOTALI - 0 - Pezzi totali prodotti dalla macchina. Da questa pagina è possibile modificare questo contapezzi. TEMPO RIPRISTINO s 0.5 0 - 999 Tempo di inibizione degli allarmi quando si esegue un reset emergenze. DURATA LUBRIF. s 0 0 - 999 Durata della lubrificazione. Tempo espresso in secondi di durata dell'accensione dell'uscita U4. N. TRANCIATURE - 0 0 - 9999 Numero delle tranciature tra una attivazione dell'uscita U4 e l'altra. RICERCA DI ZERO - REQUIRED 0 - 2 Abilitazione automatico dopo la ricerca di zero:
REQUIRED: se non si è fatta una ricerca di zero, il ciclo automatico è disabilitato
→AUTO: la ricerca di zero è attivata dal selettore manuale/automatico
DISABLE: il ciclo automatico è sempre abilitatoPOSIZ. A HOME - REQUIRED 0 - 3 Posizionamento automatico a HOME:
REQUIRED: a inizio ciclo l'asse non viene portato a HOME
AUTO ON: a inizio ciclo l'asse viene portato a HOME
AUTO OFF: a inizio ciclo l'asse non viene portato a HOME
MIXED: a inizio ciclo l'asse viene portato a HOME solo se oltre tale posizioneDisab. Al. Master Fermo - 0 0 - 1 Disabilita allarme master fermo:
0: Se il master si ferma mentre il ciclo automatico è un corso viene generato l'allarme nr. 23.
1: Se il master si ferma non viene generato l'allarme.Controllo linea - DISABLE 0 - 1 Abilitazione controllo linea trasporto materiale:
DISABLE: controllo disabilitato
ENABLE:controllo abilitatoModalità cont. linea - 0 0 - 1 Modalità di controllo linea. Se il controllo della linea è abilitato:
0: velocità della linea costante
1: velocità della linea varianteMORSE - ENABLE 0 - 1 Abilitazione morse:
ENABLE: uscite di comando e ingresso di controllo abilitati
DISABLE: gestione morse disabilitataTEMPO MORSE s 0 0 - 9999 Timeout di controllo ingresso morse chiuse FC SALITA TRANCIA - ENABLE 0 - 1 Abilitazione finecorsa salita tranciante:
ENABLE: ingresso di controllo abilitato
DISABLE: ingresso di controllo disabilitatoFC DISCESA TRANCIA - ENABLE 0 - 1 Abilitazione finecorsa discesa tranciante:
ENABLE: ingresso di controllo abilitato
DISABLE: ingresso di controllo disabilitatoTEMPO FC TRANCIA s 0 0 - 9999 Timeout di controllo ingresso finecorsa tranciante USO FC SALITA - NO USE 0 - 1 NO USE: nessuna funzionalità accessoria
END CAMMA: con TIPO DI CAMMA = 2, la sua attivazione, dopo un taglio, fa finire la camma e tornare il Carrello a HOMEINTER. FTC3-TAGLIO mm 700.0 0 - 99999 Interasse tra la fotocellula presenza materiale (I17) e la lama di taglio con il Carrello a HOME.
ABILIT.: con TIPO DI CAMMA = 2, viene abilitato il taglio della puntaINTER. FTC2-TAGLIO mm 1000.0 0 - 99999 Interasse tra la fotocellula in uscita della trafila (I13) e la lama di taglio con il Carrello a HOME. RECUPERO GIOCO mm 0.0 0 - 99999 La funzione si abilita se il parametro è > 0. Al ritorno ad home l'asse si sposta a HOME - RECUPERO GIOCO prima di finire il posizionamento in avanti. POSIZIONE HOME DINAMICA - DISABLE 0 - 1 Abilitazione posizione HOME dinamica:
DISABLE: funzione disabilitata
DISABLE: funzione abilitataL. PEZZO
QUOTA HOMEmm 0 0 - 999999 La tabella associa ad ogni lunghezza pezzo la relativa quota di HOME alla quale ritornerà il Carrello alla fine del taglio. Le quote di HOME intermedie alle lunghezze pezzo impostate, sono calcolate per interpolazione. MINIMA VEL. RITORNO m/min 30 0 - 99999 Minima velocità di ritorno del Carrello dopo il taglio. Se la velocità calcolata è inferiore a tale valore, questa viene forzata alla minima. MASSIMA VEL. RITORNO m/min 150 0 - 99999 Massima velocità di ritorno del Carrello dopo il taglio. Se la velocità calcolata è superiore a tale valore, questa viene forzata alla massima. QUOTA TIMBRO mm 1500.0 0 - 99999 Valore della posizione master alla quale si attiva l'uscita di timbratura O12. TEMPO TIMBRO s 0.5 0 - 99999 E' la durata dell'impulso dell'uscita O12. MODO O2 - 0 0 - 1 0: l'uscita di salita tranciante O2 rimane attiva con tranciante alto
1: l'uscita di salita tranciante si disattiva quando il tranciante impegna il finecorsa altoTEMPO O2 s 0 0 - 99999 Se MODO O2 = 1, è il tempo che intercorre tra l'attivazione del finecorsa salita tranciante e lo spegnimento dell'uscita O2. TEMPO O8 / O13 s 0.5 0 - 99999 E' la durata dell'impulso delle uscite contapezzi O8 e fine conteggio pezzi O13. TEMPO O11 s 0 0 - 99999 E' la durata dell'impulso dell'uscita evacuazione pezzo O11. COMUN. MODBUS - DISABLE 0 - 1 Abilitazione comunicazione tramite MODBUS:
DISABLE: funzione disabilitata
ENABLE: funzione abilitataMODBUS IDCARD - 1 1 - 100 Valore di IdCard dello strumento. L'indirizzo IP standard è 192.168.0.253, modificabile con le funzioni di sistema. TAGLI RESTI AL RIAVVIO - 2 0 - 999 Numero di tagli brevi che il carro esegue, quando si fa ripartire la macchina. 4.8 Abilita PID in rampa
ABILITA PID IN RAMPA 
Se nel setup PARAMETRI SLAVE è stato abilitato il relativo parametro (ABILITA PID IN RAMPA = 1), è possibile utilizzare i dati di questo setup.
L'intero movimento del Carrello viene suddiviso in 6 zone:
-
accelerazione per raggiungere la velocità di taglio
-
velocità costante nella fase di taglio
-
decelerazione alla fine del taglio
-
accelerazione nella fase di ritorno ad HOME
-
velocità costante nella fase di ritorno ad HOME
-
decelerazione nella fase di ritorno ad HOME
E' possibile impostare un guadagno proporzionale dedicato per ogni singola fase.
Per le fasi di accelerazione e decelerazione è possibile impostare un feedforward, dove le ascisse sono le velocità del master e le ordinate i diversi feedforward.
Ogni settore viene diviso a metà: nella prima metà il feedforward viene forzato al valore risultato della tabella, nella seconda metà tale valore viene riportato gradualmente al valore di partenza. I valori intermedi vengono calcolati automaticamente.Il valore inserito nei riquadri delle ordinate, si somma al feedforward scritto nel valore di setup
4.8.1 Funzionamento
Durante la fase di accelerazione, il feedforward viene maggiorato fino a metà della rampa di accelerazione e poi gradualmente diminuisce per assumere il valore di setup a fine della rampa di accelerazione.
A cosa serve?
Da un parte si ha interesse/necessità di alzare il guadagno, per eseguire un'azione più determinata per ciò che riguarda l'accelerazione (far crescere la corrente). Dall'altra, non è conveniente aumentare il guadagno, perché provoca overshut.Ecco a cosa è utile la funzione ABILITA PID IN RAMPA:
-
far crescere la corrente senza alzare il guadagno (arrivare alla fine delle rampe, senza provocare overshut)
-
con la velocità più stabile si può anticipare il taglio
Con altri sistemi, tipo rampe a “S” o rampe epicicloidali, si perde in produtività (meno pezzi al minuto)
4.8.2 Taratura
Con una corretta taratura, otteniamo i seguenti benefici:
-
diminuzione del tempo di stabilizzazione
-
diminuzione del tempo di taglio
-
taglio di pezzi con lunghezza più precisa e più costante
-
aumento della produttività

• Profilo teorico con colore “grigio”
• Velocità reale con colore “blu”
• Velocità ottenuta utilizzando questa funzione, con il colore “rosso”-
impostare un feedforward “spinto” finchè c'è l'accelerazione
-
diminuire la velocità quando ci si avvicina a quella di Set
-
notare che il carro stabilizza la velocità in un tempo “T” più breve
-
il carro sarà meno “nervoso” nel momento di chiusura delle morse
Non lavorare con il driver/motore al limite delle prestazioni
Tenere sotto controllo la “corrente del motore”, estrarre dei grafici per analizzarli e conservarli per eventuali successivi interventi di confronto per capire se ci sono state variazioni nella meccanica o perdite di prestazioni del motore
Taratura ideale del driver 
5. Diagnostica
F6 
INGRESSI


USCITE

ENCODERS/ANALOG.

5.1 CPU DATA
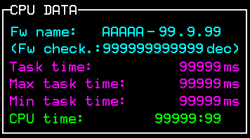
Fw name : codice firmware e relativo checksum
Task time : tempo medio del ciclo CPU
Maximum Time e Minimum Time limiti registrati
CPU time : tempo totale della CPU nello stato di RUN (hh:mm)5.2 Ingressi digitali
INGRESSI


Stato degli ingressi digitali
 = OFF
= OFF
 = ON
= ONPagina precedente Pagina successiva 5.3 Uscite digitali
USCITE

Stato delle uscite digitali
 = OFF
= OFF
 = ON
= ON Pagina precedente Pagina successiva 
Premere per passare alla modalità di forzatura uscite
Premere sull'uscita che si intende attivare.5.4 Conteggi encoder e uscite analogiche
ENCODERS/ANALOG.

Posizione assi

Stato dei canali encoder
= OFF
= ON

FOLLERR: = Errore di inseguimento istantaneo6. Guida all'installazione del prodotto
6.1 Procedure per eseguire una corretta messa in servizio
6.1.1 Check ingressi e uscite



INGRESSI


controllare la corretta attivazione 


USCITE

Forzare l'attivazione su force
(finestra in alto a destra) 
attivare con

controllare la corretta attivazione ENCODERS/ANALOG.

verificare che i due encoder master e slave contino correttamente.
L’encoder master (M) deve incrementarsi quando il materiale avanza.
L’encoder slave (S) deve corrispondere a quello del master:
un incremento del master = un incremento dello slave 6.1.2 Setup: PARAMETRI SLAVE

password 462 
PARAMETRI SLAVE

Impostare i parametri:
Measure = 100.0
Pulse = 1000 CALIBRATURA

Portare il carrello slave più vicino possibile al finecorsa minimo Segnare la posizione con un pennarello Impostare il valore di POSIZIONE a 0 
Impostare OUT TENSIONE a 0,5V. L’asse dovrebbe spostarsi verso avanti.
Se il motore non si muove: controllare l’abilitazione e le connessioni.
Se il motore va indietro: scambiare le fasi motore (nel caso di brushless si deve intervenire a livello drive) Accertarsi che durante il movimento la POSIZIONE incrementi.
Se si decrementa, premere il tasto per invertire le fasi encoder
per invertire le fasi encoder Quando il carrello raggiunge una posizione prossima al finecorsa di massimo,
fermare l’asse impostando 0V su OUT TENSIONE oppure
premere il tasto
Annotarsi il valore del campo azzurro sotto POSIZIONE Misurare con un metro e annotarsi lo spazio compiuto dall’asse PARAMETRI SLAVE
Il valore annotato deve essere inserito in Pulse La misura rilevata deve essere inserita in Measure (espressa in mm) In questa pagina si devono obbligatoriamente inserire i valori di Maxpos (massima posizione – normalmente la distanza tra la posizione di home vicino al finecorsa minimo e la posizione massima di sicurezza prima di attivare il finecorsa di massimo) e Minpos (minima posizione – normalmente la distanza tra la posizione di home e la posizione minima di sicurezza prima di attivare il finecorsa di minimo)
Gli altri dati si possono lasciare al valore di default.
6.1.3 Setup: CALIBRATURA SLAVE
Le seguenti operazioni hanno lo scopo di trovare la velocità massima del carrello
password 462 CALIBRATURA
Portare il carrello slave più vicino possibile al finecorsa minimo Premere ripetutamente  per portarlo ad ON
per portarlo ad ON
finché non viene trovato un offset tale da compensare la deriva
del motore (Velocità e Frequenza prossime allo 0) Impostare OUT TENSIONE a 1.0V (ATTENZIONE: La velocità massima si raggiunge con uscita a 10V) L’asse dovrebbe spostarsi verso avanti
Durante questo movimento, controllare la Velocità.
Annotarsi il valore quando questo si stabilizza su valori vicini tra loro Quando il carrello raggiunge una posizione prossima al finecorsa di massimo oppure
la Velocità è stata annotata, fermare l’asse impostando OUT TENSIONE a 0V, oppure
premere Moltiplicare x 10 la Velocità annotata e inserirla in Max Velocità 6.1.4 Setup: TARATURA SLAVE o P.I.D.
Le seguenti operazioni hanno lo scopo di trovare le impostazioni del carrello
password 462 P.I.D.

Portare il carrello slave più vicino possibile al finecorsa minimo Nella parte in alto a destra impostare
FEEDFORWARD = 100.0
PROP. GAIN = 0.010
T INTEGRALE = 0
MAX ERR. INSEG. = 9999 Nella parte in alto a sinistra impostare DELTA con un valore di spostamento accettabile (minore di MAXPOS)
SET VELOCITA' con un valore che poi la macchina userà nel ciclo automatico
TEMPO ACC. e TEMPO DEC. con dei valori usati poi durante il ciclo automatico Azzerare il valore di Posizione 
L’asse comincia a spostarsi avanti e indietro della quota DELTA con velocità e rampe impostate Durante il movimento si può agire su FEEDFORWARD e PROP. GAIN
per rendere il movimento più lineare e preciso possibile
(tutti i registri dell’errore di inseguimento devono essere quando più piccoli possibile) 
oppure
per fermare il movimento6.1.5 Setup: RICERCA ZERO
Pagina utilizzata per parametrizzare la ricerca di preset del carrello
password 462 RICERCA ZERO

Dir. preset
0:avanti;
1:indietro (default 1)Preset mode
0:senza tacca di zero;
1:con tacca di zero1a Vel. preset: Velocità per la ricerca della camma (finecorsa) di zero 2a Vel. preset: Velocità per la ricerca della tacca (encoder) di zero Quota preset: Valore caricato nella posizione asse (default 0) 6.1.6 Test movimenti slave
Lo scopo di questa procedura è quello di testare tutti questi movimenti
Dopo aver testato correttamente il carrello mettere la macchina in manuale Da questa pagina si possono utilizzare i jog manuali per muovere l’asse avanti e indietro.
Da qui la velocità è impostabile in percentuale su VEL. MAN
sposta l’asse a quota home (default = 0) 
comanda la ricerca della posizione di preset 6.1.7 Setup: PARAMETRI MASTER
ATTENZIONE: l’applicativo non ha il controllo del master.
Tarare l'encoder sulla misura della lunghezza massima che può eseguire la macchina.
password 462 PARAMETRI MASTER

Impostare i parametri:
Measure = 100.0
Pulse = 1000 Azzerare il parametro Encoder Far passare una quantità di materiale misurata Il nuovo valore Encoder deve essere inserito in Pulse La misura del materiale passato deve essere inserita in Measure (espressa in mm) Inserire Vel Max M: massima velocità di linea Inserire Vel Min M: minima velocità di linea 6.1.8 Setup: GENERICO
password 462 GENERICO

La sezione viene utilizzata per configurare la macchina nei patametri generici:
lingua
lubrificazione
comportamento dell’homing
presenza di morse
finecorsa tranciatura
interassi delle fotocellule (macchine base utilizzano solo INTER FTC3 – TAGLIO, ecc.). 


6.1.9 Setup: CAMMA
password 462 CAMMA

Scelta del tipo di camma (0, 1 o 2):
Camma = Slave in “albero elettrico” con il Master (ogni movimento del master viene eseguito dallo slave)
Modo 0: prevede di rimanere sempre in camma
L'asse per tagliare esegue sempre il minore spazio possibile, quindi l'asse appena taglia torna subito indietro e rimane in attesa 1)
Modo 1: prevede che l'asse esegua uno spazio fisso e che resti sempre in movimento
La velocità di ritorno è calcolata in modo che appena arrivato a home, l'asse riparta immediatamente
Modo 2: è il ritorno con asse non in camma.2) 3) 
T Tranc ON.
Una volta impostato questo parametro, agire sull’ingresso I5 – Taglio manuale
per far partire un ciclo di taglio. Non tutte le macchine prevedono questo ingresso (normalmente è un pulsante a quadro).
Regolare T Tranc ON ed eventualmente i parametri di intervento morse e Tempo FC trancia a pagina 2/4 del Setup: GENERICO, per ottimizzare il taglio.
1), 2) Terminato il taglio, lo Slave si “sgancia” dal Master e torna alla posizione di Home con velocità proporzionale a quella del master
Ad Home, inverte la direzione, per eseguire il Recupero gioco a pagina 2/4 del Setup: GENERICO ed è pronto per una nuova partenza (metodo per preservare gli ingranaggi)3) Il modo 2 è simile al modo 1, ma include il taglio della punta e dei resti
Funzione utile per il taglio dei tubi corti: Accompagnare la punta fino ad un certo punto (per favorire lo scarico) e poi tornare ad un “Home differente” a seconda della lunghezza tubo
Vedi il menu di Posizione Home dinamica a pagina 3/4 del Setup: GENERICO per abilitare e gestire l'home diversificatoUn altro test che si effettua da queste pagine, è l’attuazione dell’uscita di taglio.
Il test serve per capire se il ciclo morse – fc trancia – attivazione taglio funziona correttamente.
Naturalmente le varie parti possono essere escluse se non presenti.6.1.10 Setup: Linea
PARAMETRI LINEA

Inserire Vel Max M: massima velocità di linea
Inserire Vel Min M: minima velocità di linea 

Inserire i valori di measure e pulse. I valori riportati sono gli stessi nella pagina di risoluzione master
Il pulsante “0” azzera il conteggio.
Il pulsante “+” muove in jog positivo l'asse

Il pulsante “calibration” permette di iniziare la calibrazione/taratura dell'asse
Voltage output è la tensione analogica d'uscita.
Offset è la tensione data per mantenere fermo l'asse. E' possibile ricercare l'offset in automatico premenedo nell'apposito pulsante.
Speed è la velocità attuale dell'asse.
Max speed è la velocità impostabile dell'asse quando raggiunge la massima velocità.
Impostare max speed inserendo su Voltage output 5, così da dare in uscita 5 Volt, poi inserire nel campo Max speed il valore letto su Speed moltiplicato per 2 (Speed x2).
Position indica la posizione attuale dell'asse.6.1.11 Test con master virtuale
Dopo aver eseguito le tarature dell'asse slave (carrello) e l’encoder master,
la funzione di master simulato è utile per eseguire dei tagli senza la presenza del materiale.Eseguire un preset del carrello Impostare una lunghezza pezzo Spostare il selettore da Manuale in Automatico
password: 264 

Attivare l’ingresso di start ciclo (I2) Azzerare la posizione master Pos. M Impostare una velocità master S Vel M Con il riferimento master attivo, il carrello dovrebbe cominciare ad inseguire il materiale virtuale eseguendo la lunghezza pezzo impostata.
Se si passa nella pagina principale, controllare che la velocità del carrello corrisponda a quella del master nel momento del taglio.
Ricordarsi di riportare il selettore su
una volta soddisfatti dei risultati ottenuti.
Attenzione: in questa fase si simula SOLO il riferimento encoder del master.
Tutti i controlli accessori devono essere forzati dall’installatore
(come ad esempio impegnare la fotocellula di ingresso materiale)6.1.12 Test con materiale
Eseguire solo se il test con master virtuale ha dato esito positivo
Per attivare il ciclo:
-
Eseguire un preset del carrello
-
Impostare una lunghezza pezzo
-
Spostare il selettore in automatico
-
Attivare l’ingresso di Start Ciclo (I2)
7. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -








































