Table of Contents
MDI_P1P20F - 022 : Installation manual
1. Informations
1.1 Release
This document is valid in its entirety except for errors or omissions.
| |
|||
| Document: | mdi_p1p20f-022 | ||
|---|---|---|---|
| Description: | Installation manual p1p20f-022 | ||
| Editor: | Omar Sbalchiero | ||
| Approver | Gabriele Bazzi | ||
| Link: | https://www.qem.eu/doku/doku.php/en/strumenti/qmoveplus/j1p20/p1p20f-022/mdi_p1p20f-022 | ||
| Language: | English | ||
| Release document | Description | Note | Date |
| 01 | New manual | 18/09/2020 | |
1.1.1 Specifications/Copyright
The copyright to this manual are reserved. For no reason, this document may be copied or reproduced in any form without the QEM permission.
QEM has no assurances or warranties regarding to content. Qem disclaims any responsibility relating to warranties of fitness for any particular purpose. The informations in this document are subject to change without notice. QEM not assumes responsibility for any error that may appear in this document
Trademarks :
-
QEM® is a registered trademark.
-
Microsoft® and MS-DOS® ar registered trademarks of Windows® and it is a trademark of the Microsoft Corporation.
2. Description
The P1P20F - 022 software, controls the automation of sanders/smoothing machines.
Main features
-
control of 20 heads
-
control the sequential start-up of motors (to limit the excessive current demand)
-
also control of the bridge move
-
for each head you can set advances/delays working to the start/end of the piece
-
the ascent/descent controls of the sanding heads, calculated automatically as the speed of the conveyor belt changes
-
counts the meters worked and is able to work up to 30 pieces at the same time
Other features
-
HMI with touchscreen
-
Function keys
-
Work programs
-
Alarm messages
-
Warning messages
-
Reset defective pieces
-
Reset of all piece in process
-
Offset correction of part presence limit
-
How heads are processed
-
Sanding
-
Milling
-
Grinding
-
Brushing
-
Water jet
3. Main Page

3.1 Command bars and information
The bars at the top and bottom of each page provide the following information:

A Machine states B Page name C Additional page description D Page number E Watch F Alarm on (red background) G Warning (blue background) 
Current speed of conveyor belt N: Setting conveyor belt speed P: Setting bridge speed 
Position of the Bridge 
Machined linear meters 
Number of total work pieces 
Number of pieces currently being processed in the machine 
Last piece length in process 3.2 Machine states
Simbol Description 
Manual 
Emergency 
Automatic 
Works mode 
Calibration 
Not used 3.3 Common keys
Simbol Description 

Scroll through programs 
Save and exit: setup values that you set are saved to internal memory and executed 
Open program 
Page forward 
Page backward 
Exit without saving: the setup values entered are not saved and the values in the internal memory are reloaded 
MENU page 
SETUP page (protected with password) 
WORK PROGRAMS 
RESET TOTAL PIECES 
RESET PARTIAL PIECES 
ALARMS 
Page exit 4. Main Menu
From MAIN PAGE press the
 key
key


Allarms 
Access to programs 
Functions menu 
Diagnostic 
Homing bridge 
Access to setup 4.1 Password
Installer Password 462 5. First start-up
For proper start-up of the machine, it's recommended to follow the order of the activities described below
J1-P20F Controller's Preliminary Calibration
-
HMI calibration (Touch calibration screen and setting of the language)
Machine Settings
-
Check the correctness of the GP and MP parameters ( Generic parameters and Machine Parameters)
-
Check the machine wiring with Diagnostics pages
-
Check the direction of the Conveyor and tilting Bridge with the forward/backward controls from the manual page
Calibrations
-
Check the Counter Direction and calibrate the Conveyor Belt Resolution
-
Calibrate the maximum speed of the conveyor belt
-
Calibrate the offset of the “piece presence” limit switch
-
Heads calibrating
-
Tool diameter
-
Introduce distance of heads from the end of the limit switch of presence piece
-
Calibration of dynamic corrections ascent/descent heads depending on the speed of the conveyor belt
5.1 Accessing the Setup
You can access the setup in two modes:
-
from the MENU page press key
-
from the MAIN PAGE press
 function key
function key
Access granted only if there aren't parts in the machine


Generic parameters 
Machine parameters 
Load default generic parameters 
Load default machine parameters 
HMI Calibration 
Conveyor, bridge and heads calibration To disable the password until the next restart press
 , the icon must become
, the icon must become 
To return to the MENU' page, press the
 key
key
5.2 J1P20F Preliminary Settings
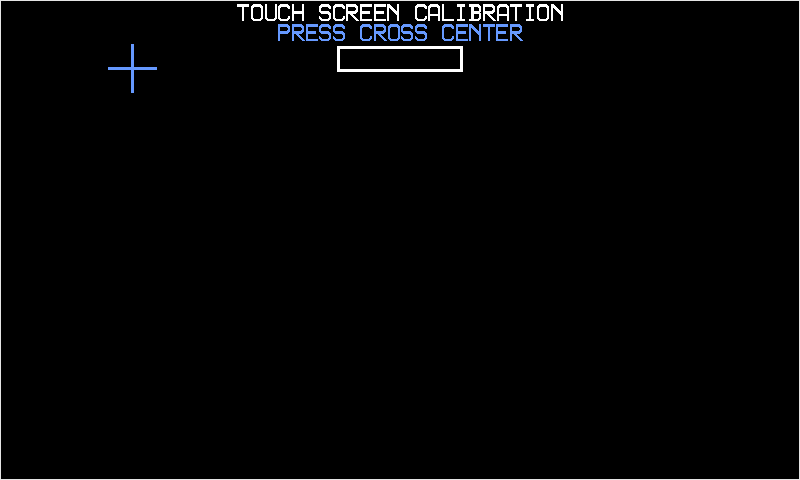
5.2.1 HMI Calibration
To access from the SETUP page press the
key

Parameter name Default Range Description LOGO ON OFF ÷ ON OFF: logo not showed
ON: logo showedLANGUAGE en_GB - en_GB : english
it_IT : italianBUZZER ON OFF ÷ ON OFF: disable
ON: enableDATA - - Insert data TIME - - Insert time DAYLING SAVING TIME OFF OFF ÷ ON OFF: disable
ON: enableTo calibrate the touch screen, press
 key
key

Follow the instruction.
5.3 Machine settings
5.3.1 Generic parameters
To access, from the Generic Parameters page, press the
key


Previous page 
Next page -
GP-XX = Generic Parameters, XX = number
-
P.ter = Parameters
-
U.M. = Unit Measure
-
Def. = Default
P.ter U.M. Def. Range Description GP-01 - 4000 P (Pulse) Encoder pulses x 4 corresponding to the space set in the Measure. GP-02 - 400.0 M (Measure) Space corresponding to the encoder pulses in the Pulse parameter.
Note:
- the P/M ratio must be between 0.000935 and 4.000000.GP-03 - 1 0 ÷ 3 Decimal point position on the measurement of the conveyor belt view.
0=xxxx, 1=xxx.x, 2=xx.xx, 3=x.xxxGP-04 - - - n.u. GP-05 - 1 0 ÷ 1 Position of heads with conveyor belt speeds below minimum (GP-06)
0 = remain in a low position
1 = go upGP-06 - 0.1 0 ÷ 999999 Minimun speed of the conveyor. GP-07 - 0.5 0 ÷ 999999 Delta speed beyond which the filter intervenes (GP-08). GP-08 msec 50 0 ÷ 9999 Filter value of the tape speed. GP-09 - 0 0 ÷ 5 Frequenzimeter sampling time
(used to determine the speed of the conveyor belt)
0 = 240 ms,
1 = 480 ms,
2 = 24 ms,
3 = 120 ms,
4 = 960 ms,
5 = 1920 msGP-10 - 0 0 ÷ 1 0 = Store parts when turned off
1 = Does not store parts when switched offGP-11 - 0 0 ÷ 1 Piece acquisition (In9) below the minimum speed.
0 = Enable
1 = DisableGP-12 mm 10.0 0 ÷ 9999 Space under which two nearby pieces are continuously machined
Note: The counting of pieces always counts 2 pieces.GP-13 - - - n.u. GP-14 msec 1000 0 ÷ 9999 Time T1 between starting a motor and the next GP-15 msec 1000 0 ÷ 9999 Time T2 between the start of the last motor and the activation of the end start motor output O18 GP-16 - 0 0 ÷ 1 Position abrasive change.
0 = backward limit-switch
1 = forward limit-switchGP-17 - 0 0 ÷ 1 Carter Contact Activation Status.
0 = NC (Normally Closed )
1 = NO (Normally Open)GP-18 - 4000 P (Pulse) Encoder Bridge Bridge encoder pulses x 4 corresponding to the space set in the Measure. GP-19 - 400.0 M (Measure) Encoder Bridge Bridge Space corresponding to the encoder pulses in the Pulse parameter.
Note:
- the P/M ratio must be between 0.000935 and 4.000000.GP-20 - 1 0 ÷ 3 Decimal point position on the speed Bridge view.
0=xxxx, 1=xxx.x, 2=xx.xx, 3=x.xxxGP-21 - 1 0 ÷ 3 Decimal point position on the measure Bridge view.
0=xxxx, 1=xxx.x, 2=xx.xx, 3=x.xxxGP-22 - 2000 -99999 ÷ 999999 Maximum measure of the Bridge. GP-23 - 0 -99999 ÷ 999999 Minimum measure of the Bridge. GP-24 - 100 -99999 ÷ 999999 Slow-down measure of the Bridge. GP-25 - 0 -99999 ÷ 999999 Homing measure of the Bridge. GP-26 - 1.0 -9999 ÷ 99999 Homing Search Speed of the Bridge. GP-27 - 0 0 ÷ 1 Homing Search Direction of the Bridge.
0 = Forward;
1 = Backward.GP-28 sec 0.5 0 ÷ 60.0 T3. Time passage operation heads descent / motor start. This is the waiting time from activating I2 input, for the instrument function mode from “Head activation” to “Motor Start”. GP-29 sec 0.5 0 ÷ 60.0 T4. Transition time from motor start/head descent operation.This is the waiting time from activating I2 input, for the instrument function mode from “Motor Start” to “Head activation”. GP-30 - 0 0 ÷ 3 Unit of measure “Time to activate/deactivate Mix Output”.
0 = The tA and td deactivation time are expressed in seconds.
1 = The activation time tA is expressed in seconds, the deactivation time td is expressed in minutes.
2 = The activation time tA is expressed in minutes, the deactivation time td is expressed in seconds.
3 = The tA activation time and td deactivation time are expressed in minutes.GP-31 - 0.5 0 ÷ 999.0 Ta. Activation time Mix output. This is the time (in minutes or seconds) to activate the U19 output (mix out) to execute the mix cycle. GP-32 - 0.5 0 ÷ 999.0 Td. Dectivation time Mix output. This is the time (in minutes or seconds) to deactivate the U19 output (mix out) to execute the mix cycle. GP-33 - 0 -99999 ÷ 999999 Increase/Decrease minimum and maximum measure of the Bridge. It is the value that is added or subtracted from the maximum and /or minimum measure of the Bridge by pressing the relative keys on the main page of the bridge view. GP-34 - 3 0 ÷ 99 Number of check for piece presence input. The instrument checks the status of the input every 3 milliseconds. this parameter indicates how many checks and how many milliseconds the input must maintain logical state so that the instrument acquires the variation. For exit from the Generic Parameters page, press the
key
On the display is showed:

Press “YES”, if you want to store the introduced parameters.
Press “NO”, if you want exit, without saving the instroduced parameters.5.3.2 Machine parameters
To access, from the Machine Parameters page, press the
key

Previous page Next page -
MP-XX = Machine Parameters, XX = number
-
P.ter = Parameters
-
U.M. = Unit Measure
-
Def. = Default
N.ter U.M. Def. Range Description MP-01 - 1 1 ÷ 19 Heads number. MP-02 mm 0 0 ÷ 999999 Machine length.
Note: space between the piece presence sensor and the end of the machine.MP-03 - 0 0 ÷ 2 Command/Control of the conveyor belt
0
- External Command/Control
- Reading the speed.
1
- Command
- reading the speed
- Analog output.
2:
- Command and Control with feedback from encoder
- Reading the speed
- Analog output
- Start/Stop of the instrumentMP-04 - 0 0 ÷ 1 Bridge command
0 = External control.
1 = Bridge control with minimum, maximum limit-switch and slow-down.
2 = Bridge control with encoder minimum, maximum limit-switch and slow-down.MP-05 - 0 0 ÷ 1 Motor Startup Sequence
0 = disable.
1 = enable to J1-P20. N.B. Motor start outputs are in common with head descent outputs.
2 = enabled on RMC module.
3 = enabled on RMC module. N.B. It is activated automatically at the input of the piece in the machine.MP-06 - - - - MP-07 - - - - MP-08 m/' 5.0 0 ÷ 5.0 Maximum speed (AO1 = 10 Volt) of the conveyor belt (MP-03 > 0) (see “Maximum speed settings). MP-09 m/' 3.0 0 ÷ 5.0 Speed in automatic of the conveyor belt
(MP-03 > 0)MP-10 m/' 1.0 0 ÷ 5.0 Jog speed of the conveyor belt
(MP-03 > 0).MP-11 - 0 0 ÷ 1 Starting condition of the bridge in automatic mode (MP-04 = 1).
0 = Start with conveyor belt
1 = Start when a piece enterMP-12 s 1.000 0 ÷ 999.0 Delay time between the conveyor belt start and bridge start (MP-05 = 1). MP-13 % 5.0 0 ÷ 100.0 % maximum speed of the bridge in automatic mode. MP-14 % 5.0 0 ÷ 100.0 Slow speed of the bridge in automatic mode (MP-04 = 1) MP-15 % 50.0 0 ÷ 100.0 Jog Speed of the bridge (MP-04 = 1). MP-16 s 2.000 0 ÷ 999.0 Bridge stop time on the maximum and minimum limit-switches (MP-04 = 1). MP-17 - 0 0 ÷ 1 Direction of the pieces input.
0 = right
1 = leftFor exit from the Machine Parameters press the
key
On the display is showed:
Press “YES”, if you want to store the introduced parameters.
Press “NO”, if you want exit, without saving the introduced parameters.5.3.3 Default parameters
To access to the “load default parameters” page, from the SETUP page:
-
press the
 key for load the default generic parameters, or
key for load the default generic parameters, or -
press the
 key for load the default machine parameters.
key for load the default machine parameters.

Press “YES”, if you want “load” the default generic parameters.
Press “NO”, if you want exit, without saving “load” the default generic parameters.5.4 Calibrations
To access at the Calibration page, from the SETUP page press the
key
Access is only allowed if input I5 = OFF


Conveyor calibration 
Offset calibration of the piece presence sensor 
Set Heads parameters 
Calibration of dynamic corrections of ascent/descent heads 
Bridge calibration To return to the setup page press the
key
5.4.1 Conveyor calibration
To access on the conveyor calibration, press the
 key
key
The following page appears

Procedure

-
Set 1 Volt, on the ANALOG OUTPUT parameter
-
Presse the
 key (Analog output +1 Volt), check that the value of the ENCODER parameter increases (if it decreases, the two phases of the encoder in the CN9 connector must be reversed).
key (Analog output +1 Volt), check that the value of the ENCODER parameter increases (if it decreases, the two phases of the encoder in the CN9 connector must be reversed). -
A - A' = Longest possible space
-
Mark the starting position (A)
-
Reset the ENCODER value:

-
Execute the movement from A to A'
-
Write on the PULSE parameter, the value showed in the ENCODER parameter
-
Measure the delta space A - A'
-
Write the delta space value A - A' on the MEASURE parameter
-
verify the value that appears in the VEL parameter, when you press the key
-
The maximum speed value of the conveyor will be 10 times larger than the VEL showed. this value should be written to the MP-08 parameter
Important:
-
The PULSE value must always be greater than the value of MEASURE (the optimal value is “MEASURE x 10 = PULSE”)
-
Introduce the MEASURE value into the unit of measure that you choosen. Example: if you choose 1/10mm unit of measure and the delta space measure is 133.5mm, introduce the value 1335 into the MEASURE parameter
-
The Pulse and Measure parameters inserted here, will be automatically transcribed into the GP-01 and GP-02 parameters
For exit from the Conveyor calibration page press the
key
5.4.2 Bridge calibration
To access on the calibration of the Bridge, press the
 key
key
The following page appears

Procedura
-
Set 1 Volt, on the ANALOG OUTPUT parameter
-
Presse the key (Out analogica +1 Volt), check that the value of the ENCODER parameter increases (if it decreases, the two phases of the encoder in the CN10 connector must be reversed).
-
A - A' = Longest possible space
-
Mark the starting position (A)
-
Reset the ENCODER value:
-
Execute the movement from A to A'
-
Write on the PULSE parameter, the value showed in the ENCODER parameter
-
Measure the delta space A - A'
-
Write the delta space value A - A' on the MEASURE parameter
-
Verify the value that appears in the VEL parameter, when you press the key
-
The maximum speed value of the bridge will be 10 times larger than the VEL showed.
Important:
-
The PULSE value must always be greater than the value of MEASURE (the optimal value is “MEASURE x 10 = PULSE”)
-
Introduce the MEASURE value into the unit of measure that you choosen. Example: if you choose 1/10mm unit of measure and the delta space is 133.5mm, measure is 133.5mm, introduce the value 1335 into the MEASURE parameter
-
The Pulse and Measure parameters inserted here, will be automatically transcribed into the GP-18 and GP-19 parameters
For exit from the Bridge calibration page press the
key
5.4.3 Offset calibration of the pieces presence sensor
Offset calibration is used to calculate the difference between the activation point and the deactivation point of the limit-switch piece presence.
To access on the offset calibration page, press the
key
The following page appears:

-
Measure the length of a piece;
-
Enter the length in the Real length parameter;
-
Start the conveyor (the instrument will read the length of the piece, using the sensor);
-
The instrument will show the length value of the piece on the Measur. length value;
-
Press the
 key and the instrument will calculate the offset value of the limit-switch
key and the instrument will calculate the offset value of the limit-switch
5.4.4 Set Heads parameters
To access on the Set Heads parameters page, press the
key
The following page appears
 or
or 
Note:
With the MP-16 parameter = direction of the pieces input, you choose (graphically) the direction of entry of the workpieces. -
-  -
- 
Note:
Tap the touch to select the group of headsParameter name Unit of measure Default Range Description Type - - 0 ÷ 5 How the head works.
0: disable
1: sander
2: milling
3: grinding
4: brushing
5: jet air/waterWheelbase mm - 0 ÷ 99999.0 Space between the piece presence limit-switch and the center of the head. Diameter mm - 0 ÷ 99999.0 Tool diameter. For exit from the Set Heads parameters press the
key
5.4.5 Calibration of dynamic corrections ascent/descent heads
With this calibration, the heads will be turned on/off in the right place, even if the speed of the conveyor belt is varied.
Note: turn off the motor start by putting OFF the motor rotation start button.To enter from the MAIN MENU press the
key

Press the
 key to stop the motors
key to stop the motors
For return on the MAIN MENUpage, press the
key
To enter, from the CALIBRATION page, press the
key

Copy the value to all other heads Tap the touch to select the group of heads
Parameter U.M. Def. Range Description CORR. VEL m/' 3.0 0 ÷ 5.0 Reference speed of the dynamic calibration Downlag mm - -999.0 ÷ 999.0 ( + ) Delay space of the descent of the head from the begin piece Risesdv mm - -999.0 ÷ 999.0 ( + ) Advance space of the ascent of the head from the end piece 
To smooth all the piece: Downlag = 10, Risesdv = - 30
For exit from the Calibration of dynamic corrections press the
key
6. Diagnostic
To access on the diagnostic, from the MENU page, press the
 key
key

From this page you can access the various diagnostic sections:

Digital inputs 
Digital outputs 
Counters 
Analog Inputs/Output 
Can informations 
System informations To return on the MENU' page, press the
key
6.1 Digital inputs
To access the diagnostics page of the Digital Inputs, press the
 key
key

To return on the DIAGNOSTIC menu, press the
key
6.2 Digital outputs
To access the diagnostics page of the Digital Outputs page, press the
 page
page

To return on the DIAGNOSTIC menu, press the
key
6.3 Counters
To access the diagnostics page of the Conters page, press the
key

To return on the DIAGNOSTIC menu, press the
key
6.4 Analog outputs
To access the diagnostics page of the Analog outputs, press the
key

The analog output is showed in Volts.
To return on the DIAGNOSTIC menu, press the
key
6.5 CAN Informations
To access the diagnostics page of the CanOpen Connection, press the
key

To return on the DIAGNOSTIC menu, press the
key
6.6 System informations
To access the diagnostics page of the “System informations”, press the
key

Fw name firmware and checksum Aux fw firmware of the I/O module Task time CPU cycle time : Minimum, Middle, Maximum CPU time CPU time in the Run state (hh:mm) Touch screen Test touch To return on the DIAGNOSTIC menu, press the
key
7. Warning messages
Message Description Too many pieces in the car There are more than 30 pieces in the car Auxiliary Activation Wait… Waiting auxiliary enablement (with MP-08 enable) (I4 = ON) Abrasive change quota positioning… The bridge is controlled in the abrasive change position Auxiliaries disabled Auxiliaries disabled (I4 = OFF) Attention!!! Motors off. Attempting to Start tape with engines off 8. Alarms
To access, from the MAIN MENU, press the
key

Press the
 key for cancel the alarm
key for cancel the alarm
Message Cause Input Emergency pressed Check the emergency line I01 Inverter Fault Check the inverter I12 Encoder belt Fault Check the conveyor belt encoder (Enable only with MP-03 > 2). Thermal protections Check thermal protections I06 Carter Check perimeter protections I07 No air Check your pressure switch I08 The “Fault encoder belt” message is automatically generated, if within 5 seconds there is no space greater than 2 units of measurement,
the message is generated if the instrument detects a speed of less than 60mm per minute8.1 History alarms
To access, from the ALARMSpage, press the
 key
key

After removing the causes of the alarm, press (x 3 sec.) the
key for cancel
Maximum 60 alarms.
9. Various
9.1 Motor Start sequence
The motor start sequence can be executed in 3 modes (parameter MP-05)
1 = enable on J1-P20. N.B.Motor start outputs are in common with head descent outputs.
2 = enable on the RMC module.
3 = enable on the RMC module. N.B. It is activated automatically at the entrance of the piece in the machine.9.1.1 Start motors on J1-P20F (MP-05=1)
The motor start sequence uses the same outputs used for the head descent.
Input I2 determines whether the outputs are used for the descent control of the Heads or if they are used for starting motors.
Input I3 starts the motor sequence.Below is the diagram of how the motor start sequence works with the MP-05 = 1 parameter.

Legenda
-
I2 = Head activation (OFF) / Motors start (ON)
-
I3 = Motors start
-
O17 = Head activation (OFF) / Motors start (ON)
-
O1÷O16 = Heads command 1÷16
-
O18 = End of start-up
-
The input I2 is activated and then the instrument changes the mode of operation from activating motor start heads. All head-related outputs (O1÷O16) are disabled.
-
After the t3 time (time passage operation heads descent / motors start) the instrument activate the O17 output and enable the start motors operation.
-
When activating the I3 input you have the beginning of the procedure of cascading motors and you activate the output relative to the first set-up-enabled head in ascending order.
-
After the t1 time (time interval motors start) you have the output activation for the next head enabled in set-up.
-
In the event that a start motor command is activated again (I3) is not processed. A new start command will only be processed in case the instrument first goes into operation activation heads (O17 = OFF) and then come back in start motors operation mode (O17 = ON).
-
The output of the last enabled head is activated and the start motors procedure is completed.
-
The O18 output is activated after the t2 time (The time between the start-up of the last motor and the activation of the end-of-motor output O18).
-
Turn off the I2 input and the instrument changes the way of operation from starting motors to head starting. All head-related outputs (O1÷O16) and the O18 outputs are deactivated.
-
After the t4 time (start-activation step time) the instrument turns off the O17 output and enables the heads activation operation mode.
9.1.2 Motors Start on RMC Module (MP-05=2)
The motor start sequence uses the outputs in the RMC module.
I2 input has no operation.
Input I3 starts the motor start sequence.Below is the diagram of how the motor start sequence works with the MP-05=2.

Legenda
-
I3 = Motors start
-
O25÷O44 = Heads command 1÷20
-
O18 = End of start-up
-
When activating the I3 input you have the beginning of the procedure of cascading motors 3. and you activate the output relative to the first set-up-enabled head in ascending order.
-
After the t1 time (time interval motors start) you have the output activation for the next head enabled in set-up.
-
In the event that a start motor command is activated again (I3) 5. is not processed.
-
The output of the last enabled head is activated and the start motors procedure is completed.
-
The O18 output is activated after the t2 time (The time between the start-up of the last motor and the activation of the end-of-motor output O18).
9.1.3 motors Start on RMC Module (MP-05=3)
The motor start sequence uses the outputs in the RMC module.
I2 input has no operation.
Input I3 starts the motor start sequence.The “motor start” sequence is started automatically as soon as the first piece “enters” the machine. N.B. When the last worked piece “comes out” of the machine, the motor start outputs are deactivated.
Below is the diagram of how the motor start sequence works with the MP-05=3.

Legenda
-
I9 = Piece acquisition
-
O25÷O44 = Heads commad 1÷20
-
O18 = End of start-up
-
When activating the I9 3. input you have the beginning of the procedure of cascading motors and you activate the output relative to the first set-up-enabled head in ascending order.
-
After the t1 time (4. time interval motors start) you have the output activation for the next head enabled in set-up.
-
The output of the last enabled head is activated and the start motors procedure is completed.
-
The O18 output is activated after the t2 time (The time between the start-up of the last motor and the activation of the end-of-motor output O18).
10. Assistance
For supplying you fast service, at the lowest cost, we need your support.


Follow all instructions provided in the MIMAT manual If the problem remains, fill out the “Request Form for assistance” on the page Contacts at www.qem.it site.
Our technicians will get elements essential for the understanding of your problem.Repair
To provide you with an efficient service, please read and adhere to the instructions given here
Shipping
It is recommended to pack the instrument with materials that are able to cushion any falls.



Use the original package: it must protect the instrument during transport. Attach:
1. A description of the anomaly;
2. A part of the electric scheme where the equipment is inserted
3. The planning of the equipment (set up, quotas of job, parameters…).
4. Request a quote for repair; if not required, the cost will be calculated in the final balance.A full description of the problem, will help identify and resolve your problems fast. A careful packaging will avoid further inconveniences. -
-