Questa è una vecchia versione del documento!
~~BOZZA~~
P1P20F - 002 : Setup - Tarature - Funzionamento
Informazioni
Release
Il presente documento è valido integralmente salvo errori od omissioni.
| Release | Descrizione | Data |
|---|---|---|
| 1.0 | Nuovo manuale. | 14/02/17 |
Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
Descrizione
La applicazione P1P20F - 003, installata nell'hardware Qmove J1-P20-FY20, è un controllore per il posizionamento di un asse analogico e controllo di massimo 7 teste di punzonatura e taglio, con gestione della pressa con avviamento continuo e singolo. E' implementato inoltre un algoritmo di riordino quote. I parametri che determinano il modo di funzionamento sono accessibili solo all'installatore mediante l'introduzione di una password.
Nel resto del documento sarà nostra cura distinguere tra le caratteristiche standard disponibili subito e le caratteristiche sviluppabili in futuro e opzionali.
Caratteristiche implementate nella attuale proposta
-
Controllo di 1 asse tramite analogica +/-10Vdc
-
Gestione di due moduli I/O tramite CANopen
-
Gestione di più liveli di accesso con password per operatore, manutentore e installatore
-
Gestione programmi di lavoro identificati da numero e nome
-
Funzionalità touchscreen per introduzioni dati e azioni tramite bottoni
-
Messaggistica di supporto all'operatore
-
Messaggistica di allarme
-
Pagine di diagnostica
-
Algoritmo per il riordino delle quote di programma
-
Gestione di segnali per una pressa
Barra di comando
La barra posta in alto su ogni pagina fornisce le seguenti informazioni:

oppure

- Stato della macchina
- Nome della pagina
- Lingua in uso
- Eventuali comandi di passaggio di pagina
- Tasto di ritorno alla pagina principale
- Tasto di ingresso in menu
Stato macchina
Gli stati macchina sono i seguenti:
- ![]() : macchina in inizializzazione - recupero dei dati
: macchina in inizializzazione - recupero dei dati
- ![]() : macchina in manuale
: macchina in manuale
- ![]() : macchina in setup - calibrazione
: macchina in setup - calibrazione
- ![]() : macchina in inserimento ricetta
: macchina in inserimento ricetta
- ![]() : macchina in automatico - ciclo automatico fermo
: macchina in automatico - ciclo automatico fermo
- ![]() : macchina in automatico - ciclo automatico in corso
: macchina in automatico - ciclo automatico in corso
- ![]() : macchina in allarme
: macchina in allarme
Tasti utilizzati
I tasti utilizzabili su ogni pagina sono abilitati e illuminati in verde. i tasti in grigio sono disabilitati.
- ![]() : ritorno alla pagina principale
: ritorno alla pagina principale
- ![]() : ritorno alla pagina precedente
: ritorno alla pagina precedente
- ![]() : passaggio alla pagina successiva
: passaggio alla pagina successiva
- ![]() : accesso alla pagina di menu
: accesso alla pagina di menu
- Premendo sulla bandiera della lingua in uso si passa alla pagina di scelta lingua. Attualmente le lingue implementate sono
ITALIANO
INGLESE
Menu principale
Premere il tasto ![]() per accedere al menu principale:
per accedere al menu principale:
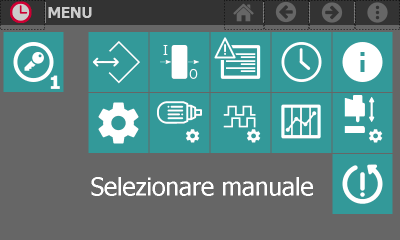
-  : passaggio alla pagina di cambio livello di accesso
: passaggio alla pagina di cambio livello di accesso
-  : passaggio alla sezione di creazione / scelta ricetta
: passaggio alla sezione di creazione / scelta ricetta
-  : passaggio alla sezione di diagnostica I/O
: passaggio alla sezione di diagnostica I/O
-  : passaggio alla pagina degli allarmi
: passaggio alla pagina degli allarmi
-  : passaggio alla pagina di impostazione data e ora
: passaggio alla pagina di impostazione data e ora
-  : passaggio alla pagina di info sistema
: passaggio alla pagina di info sistema
-  : passaggio alla sezione di setup generico
: passaggio alla sezione di setup generico
-  : passaggio alla sezione di setup dati dell'asse
: passaggio alla sezione di setup dati dell'asse
-  : passaggio alla sezione di calibrazione dell'asse
: passaggio alla sezione di calibrazione dell'asse
-  : passaggio alla sezione di taratura del PID
: passaggio alla sezione di taratura del PID
-  : passaggio alla sezione di setup della lavorazione
: passaggio alla sezione di setup della lavorazione
-  : passaggio alla sezione di forzatura dati di fabbrica (default)
: passaggio alla sezione di forzatura dati di fabbrica (default)
Livelli di accesso
A seconda del livello di accesso, chi utilizza le varie sezioni del menu ha la possibilità di accedere a differenti funzionalità:
LIVELLO OPERATORE
- E' possibile accedere senza restrizioni alle sezioni di menu di programmazione ricette, diagnostica, allarmi, impostazione data e ora e info sistema
- E' possibile accedere alle sezioni di setup ma i dati contenuti sono in sola lettura
- Non è visibile l'accesso al reset di fabbrica
LIVELLO MANUTENTORE

- E' possibile accedere senza restrizioni alle sezioni di menu di programmazione ricette, diagnostica, allarmi, impostazione data e ora e info sistema
- E' possibile accedere senza restrizioni alle sezioni di setup
- Non è visibile l'accesso al reset di fabbrica
LIVELLO INSTALLATORE

- E' possibile accedere senza restrizioni alle sezioni di menu di programmazione ricette, diagnostica, allarmi, impostazione data e ora e info sistema
- E' possibile accedere senza restrizioni alle sezioni di setup
- E' visibile e permesso l'accesso al reset di fabbrica
Setup generico


| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| PG-01 : PUNTO DECIMALE REALE | - | 2 | 0 ÷ 3 | E' la posizione del punto decimale delle quote degli assi. |
| PG-02 : PUNTO DECIMALE VISUALIZZATO | - | 2 | 0 ÷ 3 | E' la posizione del punto decimale nelle visualizzazioni delle quote degli assi. |
| PG-03 : DIMENSIONE CAMPI SETUP | - | 0 | 0 ÷ 1 | 0: CAMPI PICCOLI (20 per pagina) 1: CAMPI GRANDI (5 per pagina) |
| PG-04 : MODALITA' HOMING | - | 0 | 0 ÷ 2 | 0:homing obbligatorio per poter eseguire qualsiasi operazione; 1:homing non obbligatorio, è possibile ignorare la richiesta e continuare ad usare la macchina; 2:homing obbligatorio per i cicli automatici, sono permessi solo i movimenti manuali. |
| PG-05 : TIPO HDR | - | 0 | 0 ÷ 2 | La visualizzazione HDR permette di centrare l'intervallo delle unità sui valori interi. 0: NON ATTIVO 1: ATTIVO NELLA FASCIA CENTRALE 2: ATTIVO Parametro in attesa di sviluppo. |
| PG-6 : FONDO SCALA TRASDUTTORE LINEARE | mm | 10.00 | 0 ÷ 9999.99 | Valore corrispondente alla massima posizione del trasduttore lineare collegato sull'ingresso analogico. |
| PG-7 : PICK X | mm | 10.00 | -9999.99 ÷ 9999.99 | Valore corrispondente alla posizione dell'asse X nel punto di presa del pezzo. |
| PG-8 : PICK Y | mm | 10.00 | -9999.99 ÷ 9999.99 | Valore corrispondente alla posizione dell'asse Y nel punto di presa del pezzo. |
| PG-9 : PICK Z | mm | 10.00 | -9999.99 ÷ 9999.99 | Valore corrispondente alla posizione dell'asse Z nel punto di presa del pezzo. |
| PG-10 : PALLET X | mm | 20.00 | -9999.99 ÷ 9999.99 | Valore corrispondente alla posizione dell'asse X nel punto di presa del pezzo. |
| PG-11 : PALLET Y | mm | 20.00 | -9999.99 ÷ 9999.99 | Valore corrispondente alla posizione dell'asse Y nel punto di presa del pezzo. |
| PG-12 : PALLET Z | mm | 0.00 | -9999.99 ÷ 9999.99 | Valore corrispondente alla posizione dell'asse Z nel punto di presa del pezzo. |
| PG-13 : QUOTA SICUREZZA Z | mm | 20.00 | -9999.99 ÷ 9999.99 | Posizione assoluta dell'asse Z di sicurezza sopra il bancale. |
| PG-14 : QUOTA DISIMPEGNO Z | mm | 2.00 | -9999.99 ÷ 9999.99 | Posizione incrementale di Z usata per risalire dopo una presa o un rilascio del pezzo. |
| PG-15 : SPOSTAMENTO PRESSIONE SACCO | mm | 5.00 | -9999.99 ÷ 9999.99 | Spostamento incrementale verso il basso dell'asse Z usato per comprimere un sacco posato sul pallet. |
| PG-16 : VELOCITA' DI INTERPOLAZIONE | mm/min | 1000 | 0 ÷ 999999 | Velocità di interpolazione dei tre assi usata per i movimenti in automatico. |
| PG-17 : TIPO PINZA | - | 0 | 0 ÷ 1 | Tipo di pinza: 0 : per scatole 1 : per sacchi |
| PG-18 : PINZA APERTA A 0° | - | 0 | 0 ÷ 2 | Indica la pinza che si deve aprire con la testa a 0°: 0 : pinza destra 1 : pinza sinistra 2 : entrambe |
| PG-19 : PINZA APERTA A 90° | - | 1 | 0 ÷ 2 | Indica la pinza che si deve aprire con la testa a 90°: 0 : pinza destra 1 : pinza sinistra 2 : entrambe |
| PG-20 : TIMER SIRENA | s | 20 | 0 ÷ 9999 | Tempo di attivazione sirena al passaggio nello stato di allarme. |