Questa è una vecchia versione del documento!
MDI_P1P20F - 032 : Manuale di installazione
1. Informazioni
1.1 Release
| |
|||
| Documento: | mdi_p1p20f-032 | ||
|---|---|---|---|
| Descrizione: | Manuale dell'installatore p1p20f-032 | ||
| Redattore: | Alessandro Frison | ||
| Approvatore | Denis Dal Ronco | ||
| Link: | https://wiki.qem.it/doku.php/strumenti/qmoveplus/j1p20/p1p20f-032/mdi_p1p20f-032 | ||
| Lingua: | Italiano | ||
| Release documento | Descrizione | Note | Data |
| 01 | Nuovo manuale | 13/06/2024 | |
1.1.1 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
2. Descrizione
Macchina LucidaCoste
Questo applicativo è utilizzato per le macchine Lucidacoste del marmo.
L'applicazione prevede l'utilizzo di:
-
uno strumento HMI-Qmove della serie J1-P20F (J1-P20-FK20)
-
uno o due Moduli I/O Remoto (RMC-2DC01-E1/MG2)

L'applicazione P1P20F - 032, installata nell'hardware Qmove J1-P20-FK20, è un controllore per macchine lucidacoste per il marmo aventi un massimo di 8 teste mandrino e 4 teste “smussatore”, con la possibilità di controllare l'avviamento in dei motori delle teste e l'eventuale movimento di un sistema flottante. Per ogni testa di lavorazione è possibile introdurre una quota di anticipo/ritardo di lavorazione rispetto all'inizio del pezzo ed un anticipo/ritardo rispetto alla fine del pezzo. I parametri che determinano il modo di funzionamento sono accessibili solo all'installatore mediante l'introduzione di una password.
Vengono inoltre gestiti dinamicamente anche nr. 17 pressori spingipezzo.
2.1 Caratteristiche implementate nell'applicazione
-
Funzionalità touchscreen per introduzioni dati e azioni tramite bottoni
-
Pagine di compilazione ed esecuzione programma
-
Possibilità di abilitare/disabilitare ogni singola testa
-
Messaggistica di allarme
-
Possibilità di eliminare tutti i pezzi in lavorazione oppure un singolo pezzo
-
Ingressi digitali configurabili
-
Area setup protetta da password
3. HMI
3.1 Convenzioni adottate
Le convenzioni adottate per tutta l'interfaccia operatore sono:
-
I valori con colore giallo e sfondo scuro sono modificabili dall'operatore. Per modificarli è sufficiente toccarli e usare la tastiera numerica per l'inserimento del valore.
-
Alcuni parametri possono essere specificati tramite l'impostazione di una parola oppure di un'icona. In questo caso viene usato il tasto
 per selezionare una delle opzioni.
per selezionare una delle opzioni.
Nel resto del documento le aree di tocco del touch screen verranno chiamate âtastiâ.
3.2 Tasti funzione
I tasti funzione sono configurabili nella sezione HMI Settings (vedi capitolo).
| Tasto | Led | Funzione | Hardware |
|---|---|---|---|
 | - | Accesso alla pagina di menu | J1P20-FK20 |
 | - | Accesso alle pagine di movimenti manuali | |
 | - | Accesso alla pagina di selezione programma | |
 | - | Accesso alla funzione di reset pezzi | |
 | - | Accesso al menu di diagnostica | |
 | - | Accesso alla pagina degli allarmi attivi | |
 | - | Pagina precedente La pressione del tasto per un secondo forza il ritorno alla pagina principale |
3.3 Barra comune
Tutte le pagine visibili all'operatore presentano delle parti comuni nella parte alta e nella parte bassa:

La parte alta presenta le seguenti informazioni:
-
Stato macchina
-
Nome della pagina
-
Ora attuale
3.3.1 Stati macchina
| Stato | Icona | Descrizione |
|---|---|---|
| INIZIALIZZAZIONE |  | Accensione macchina. Attesa del caricamento dati. |
| MANUALE |  | Macchina in manuale. |
| SETUP |  | Macchina in setup oppure taratura. |
| PROGRAMMAZIONE |  | Macchina in editazione programma. |
| AUTO ON |  | Macchina in automatico. |
| ALLARME |  | Macchina in allarme. |
Nella parte bassa sono visualizzati:
-
Su sfondo rosso, l'ultimo allarme attivo
-
Su sfondo azzurro, un messaggio di avviso all'operatore
3.3.2 Messaggi per l'operatore
| Messaggio | Descrizione |
|---|---|
| Troppi pezzi in macchina | Sul nastro trasportatore sono stati caricati troppi pezzi (>30). Occorre fermare l'alimentatore a monte per permettere alla la macchina di lavorare quelli caricati. |
| Attesa attivazione ausiliari… | Se abilitato in setup (parametro PM8), la macchina attende l'abilitazione degli ausiliari per uscire dallo stato di inizializzazione. |
| Ricerca zero flottante attiva | Si sta eseguendo la ricerca della posizione di zero del sistema flottante.. |
| Timeout ricerca zero flottante | Il sistema ha impiegato troppo tempo per la ricerca di zero del flottante. |
3.4 Logo
Se abilitato nella configurazione dell'HMI (HMI SETTINGS), all'accensione della macchina appare il logo QEM:
![]()
-
Se il parametro di setup MP9 vale 0, lo strumento attende 2 secondi prima di passare alla pagina principale.
-
Se il parametro di setup MP9 vale 1, lo strumento attende l'ingresso di abilitazione ausiliari prima di passare alla pagina principale.
Quest'ultima situazione viene evidenziata da un messaggio a video.
3.5 Pagina principale
La pagina principale presenta le seguenti informazioni:
| Nome | Descrizione |
|---|---|
| Programma N°: | Numero di programma attualmente caricato sulla lavorazione in corso e relativa descrizione alfanumerica. |
| Velocità nastro | Velocità del nastro trasportatore espressa in mt/'. Tra parentesi quadre la velocità impostata nel programma di lavoro. |
| Flottante | Abilitazione / disabilitazione del sistema flottante. |
| Mt lavorati | Totale dei metri di materiale lavorati dalla macchina. |
| Pz lavorati | Totale dei pezzi lavorati dalla macchina. |
| Pz in lavoro | Pezzi attualmente presenti in macchina. |
| Lunghezza ultimo pz | Lunghezza rilevata dell'ultimo pezzo entrato in macchina. |
Utilizzare i tasti  e
e  per scorrere tra le altre due schermate principali:
per scorrere tra le altre due schermate principali:
- sinottico
- attivazione mole/utensili
3.5.1 Sinottico
La pagina di sinottico è diversa a seconda della configurazione della macchina:
 : per i modelli con entrata del pezzo a sinistra
: per i modelli con entrata del pezzo a sinistra
 : per i modelli con entrata del pezzo a destra
: per i modelli con entrata del pezzo a destra
In queste pagine un sinottico mostra le teste in lavorazione, il movimento e la velocità del nastro trasportatore, lo stato del sensore di ingresso materiale ed eventualmente lo stato dei motori dei mandrini.
3.5.2 Attivazione/Disattivazione utensili/teste
à possibile abilitare e/o disabilitare gli utensili/ teste in lavorazione in modo rapido:
 |  Utensile/Testa abilitata.  Utensile/Testa disabilitata |
|
3.6 Menu
Premere F1 per entrare nella pagina di menu:
→ 
| Tasto | Descrizione |
|---|---|
 | Accesso alla pagina degli allarmi attivi. |
 | Accesso alla sezione di edit dei programmi. |
 | Accesso alla pagina di menu funzioni. |
 | Accesso alla sezione di diagnostica ingressi/uscite. |
 | Accesso alla sezione Industria 4.0 (se abilitata) |
 | Accesso alla sezione di setup. Sezione protetta da password. |
4. Setup
4.1 Accesso al setup
 → → Password 1317 |  | Il lucchetto viene chiuso automaticamente â alla riaccensione dello strumento â o al cambio di giorno. |
4.1.1 Introduzione al SETUP
-

 parametri di setup generico e macchina;
parametri di setup generico e macchina; -

 caricamento dei dati di default;
caricamento dei dati di default; -
 Accesso alla sezione di setup dell'HMI.
Accesso alla sezione di setup dell'HMI. -
 Accesso alla sezione di taratura.
Accesso alla sezione di taratura.
-
 Con lucchetto aperto è possibile rientrare in setup senza digitare la password. Il lucchetto viene chiuso automaticamente alla riaccensione del controllo o al cambio di giorno.
Con lucchetto aperto è possibile rientrare in setup senza digitare la password. Il lucchetto viene chiuso automaticamente alla riaccensione del controllo o al cambio di giorno.
Il simbolo di spunta posto a fianco del nome del bottone sta ad indicare che il relativo setup è allineato ai valori di default prestabiliti. Una volta che viene modificato anche un solo valore questo simbolo viene sostituito da un asterisco.
Tutte le pagine di setup sono identiche e differiscono per i codici parametro che contengono.
 →
→ 
A fianco di ogni parametro compare un asterisco se il valore contenuto risulta diverso dal default.
I tasti freccia per scorrere le pagine vengono nascosti nel caso tutti i parametri siano contenuti in una unica pagina.
4.2 Setup GENERICO
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| GP-01 : NUMERO DI IMPULSI ENCODER | - | 4000 | 1 ÷ 999999 | Indica gli impulsi moltiplicato 4 forniti dall'encoder slave per ottenere lo spazio impostato nel parametro measure. Il rapporto tra measure e pulse è la risoluzione dell'encoder e deve avere valori compresi tra 1 e 0.000935. |
| GP-02 : MISURA | - | 400 | 0.1 ÷ 99999.9 | Indica lo spazio, in unità di misura, percorso dall'asse per ottenere gli impulsi encoder * 4 impostati sul parametro pulse. |
| GP-03 : FATTORE DI SCALA VELOCITÃ/SPAZIO | - | 1 | 0 ÷ 3 | Fattore di scala per il calcolo della velocità . Impostando a zero si ottiene la scala uno a uno 1/1 (nessuna scalatura); impostando a uno si ottiene la scalatura uno a dieci 1/10; impostando due si ottiene 1/100; impostando tre si ottiene 1/1000. |
| GP-04 : PUNTO DECIMALE SPAZIO | - | 0 | 0 ÷ 1 | Definisce la posizione del punto decimale nelle rappresentazioni di posizione. 0: nessun punto decimale 1: un punto decimale NOTA BENE: la parte intera deve rappresentare i millimetri, ad esempio: 505 con parametro a “0” visualizzo 505 mm; 505 con parametro a “1” visualizzo 50,5 mm. |
| GP-05 : ABILITAZIONE VELOCITà ZERO | - | 1 | 0 ÷ 1 | 0 = Quando la macchina scende al di sotto della soglia di velocità zero, le teste rimangono in posizione. 1 = Quando la macchina scende al di sotto della soglia di velocità zero, tutte le teste vengono sollevate e scendono nuovamente quando la macchina riparte e la velocità supera la soglia. |
| GP-06 : SOGLIA VELOCITà ZERO | m/min | 0.1 | 0 ÷ 999999 | Indica la velocità al di sotto della quale lo strumento considera la macchina in condizione di arresto. |
| GP-07 : FILTRO DELTA VELOCITà | m/min | 0.5 | 0 ÷ 999999 | Indica la soglia delle variazioni di velocità entro la quale viene inserito il filtro per la lettura della velocità (serve solo per normalizzare la velocità mostrata sul display HMI). |
| GP-08 : TEMPO DEL FILTRO VELOCITà | s | 0.5 | 0 ÷ 9999 | Indica la costante di tempo del filtro applicato alla velocitá. |
| GP-09 : BASE TEMPI PER IL FREQUENZIMETRO | - | 0 | 0 ÷ 5 | Tempo di campionamento del frequenzimetro relativo allâasse. 0 = 240 ms, 1 = 480 ms, 2 = 24 ms, 3 = 120 ms, 4 = 960 ms, 5 = 1920 ms. N.B. Minore è il tempo di campionamento, più veloce è lâacquisizione della frequenza, ma maggiore è lâerrore alle basse frequenze. |
| GP-10 : TIPO DI RESET | - | 0 | 0 ÷ 1 | 0 = La scheda memorizza le quote dei pezzi in lavorazione e le mantiene anche dopo lo spegnimento. 1 = La scheda alla riaccensione resetta l'immagine dei pezzi. |
| GP-11 : PEZZO A VELOCITà ZERO | - | 0 | 0 ÷ 1 | Abilitazione acquisizione pezzo a velocità zero. 0 = Anche quando la velocità del nastro trasportatore è inferiore al valore inserito nel parametro “zero velocity”, vengono acquisiti tutti i cambiamenti di stato (attivazioni / disattivazioni) dell'ingresso di presenza pezzo. 1 = Quando la velocità del nastro trasportatore è inferiore al valore inserito nel parametro “zero velocity”, NON viene acquisita la disattivazione dell'ingresso di presenza pezzo. |
| GP-12 : DISTANZA PEZZI | mm | 10 | 0 ÷ 9999 | Con questo parametro si stabilisce se considerare un pezzo unico due pezzi che sono fra loro ad una distanza inferiore a quella programmata in questo parametro. Il numero di pezzi lavorati, invece, conta sempre 2 pezzi separati. |
| GP-13 : INTERVALLO ATTIVAZIONE MOTORI | s | 1 | 0 ÷ 9999 | Utilizzato dopo una ripartenza con pezzi in macchina. Indica il tempo (espresso in millisecondi) di ritardo tra lo start di un motore ed il successivo |
| GP-14 : STATO DI ATTIVAZIONE DELL'INGRESSO CARTER | - | 0 | 0 ÷ 1 | Stato logico dell'ingresso di Carter chiusi. 0 = con i carter chiusi l'ingresso è attivo. 1 = con i carter chiusi l'ingresso è disattivo. |
| GP-15 : STATO DI ATTIVAZIONE DELL'INGRESSO TERMICO | - | 0 | 0 ÷ 1 | Stato logico dell'ingresso di Catena dei termici. 0 = con i termici ok l'ingresso è attivo. 1 = con i termici ok l'ingresso è disattivo. |
| GP-16 : OFFSET SISTEMA FLOTTANTE | s | 0 | -99.999 ÷ 99.999 | Indica un tempo di offset che si aggiunge al tempo rilevato nel giro completo durante la funzione di homing del sistema flottante. Componente statica del timer di controllo della funzione. |
| GP-17 : “STEP TIMER” DEL SISTEMA FLOTTANTE | s | 0.05 | 0 ÷ 99 | Indica l'incremento/decremento del tempo rilevato durante la funzione di homing del sistema flottante. Componente dinamica del timer di controllo della funzione. |
| GP-18 : TEMPO DI PAUSA DEL SISTEMA FLOTTANTE | s | 1 | 0 ÷ 99 | Indica il tempo di pausa tra una ricerca e la successiva durante la funzione di homing del sistema flottante. |
| GP-19 : TEMPO DI VERIFICA ROTTURA ENCODER | s | 2.000 | 0 ÷ 9.999 | Indica il tempo di campionamento dell'encoder entro il quale deve essere stato rilevato del movimento. Se non si rileva movimento, viene generato un allarme. Inserire 0 per disabilitare il controllo. |
| GP-20 : PUNTO DECIMALE VELOCITà | - | 1 | 0 ÷ 3 | Definisce la posizione del punto decimale nelle rappresentazioni di velocità . 0: nessun punto decimale 1: un punto decimale NOTA BENE: la parte intera deve rappresentare i m/min (metri al minuto), ad esempio: 606 con parametro a â0â visualizzo 606 m/min; 606 con parametro a â1â visualizzo 60,6 m/min. |
| GP-21 : DISTANZA PEZZI PRESSORI | mm | 10 | 0 ÷ 9999 | Per i pressori bloccapezzo con questo parametro si stabilisce se considerare un pezzo unico due pezzi che sono fra loro ad una distanza inferiore a quella programmata in questo parametro. |
| GP-22 : TEMPO AUTO SPEGNIMENTO EV ACQUA | s | 30 | 0 ÷ 999 | Tempo che deve tracorrere senza pezzi in macchina affinché l'elettrovalvola dell'acqua si chiuda (durante il ciclo automatico). |
| GP-23 : TEMPO AUTO SPEGNIMENTO MOT CALIBRATORE | s | 30 | 0 ÷ 999 | Tempo che deve trascorrere senza pezzi in macchina affinché il disco calibratore si fermi (durante il ciclo automatico). |
| GP-24 : RITARDO AVVIO NASTRO TRASPORTATORE | s | 0.5 | 0 ÷ 1 | Tempo di ritardo all'avvio del nastro trasportatore alla pressione del pulsante di start. |
| GP-25 : TEMPO DI VERIFICA DEL FLUSSOSTATO | s | 0 | 99 | Tempo massimo ammesso senza rilevare il segnale del flussostato di mancanza acqua. |
4.3 Setup MACCHINA/IMPIANTO
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| MP-01 : NUMERO DI MANDRINI | - | 8 | 1 ÷ 8 | Indica il numero di mandrini installati nella macchina. |
| MP-02 : NUMERO DI SMUSSI | - | 4 | 1 ÷ 4 | Indica il numero di smussi installati nella macchina. |
| MP-03 : NUMERO DI PRESSORI | - | 17 | 0 ÷ 17 | Indica il numero di pressori installati nella macchina. N.B. Impostando “0” non è presente nessun pressore. |
| MP-04 : ABILITAZIONE GOCCIOLATOIO “DG” | - | 0 | 0 ÷ 2 | Abilitazione del gocciolatoio “DG”. 0 = gocciolatoio disabilitato. 1 = gocciolatoio abilitato quando sta per arrivare il pezzo. 2 = gocciolatoio abilitato con lo start del ciclo. |
| MP-05 : ABILITAZIONE TAGLIOLAMA “DT” | - | 0 | 0 ÷ 2 | Abilitazione del tagliolama “DT”. 0 = tagliolama disabilitato. 1 = tagliolama abilitato abilitato quando sta per arrivare il pezzo. 2 = tagliolama abilitato con lo start del ciclo. |
| MP-06 : ABILITAZIONE CALIBRATORE “QM” | - | 0 | 0 ÷ 2 | Abilitazione del calibratore “QM”. 0 = calibratore disabilitato. 1 = calibratore abilitato abilitato quando sta per arrivare il pezzo. 2 = calibratore abilitato con lo start del ciclo. |
| MP-07 : LUNGHEZZA MACCHINA | mm | 0 | 0 ÷ 999999 | Definisce la distanza (espressa in mm) tra il sensore presenza pezzo e la fine della macchina. Fino a che è presente un pezzo all'interno di questo valore, lâuscita per il soffiatore rimane attiva. |
| MP-08 : GESTIONE CONTROLLO NASTRO TRASPORTATORE | - | 0 | 0 ÷ 4 | Con questo parametro si stabilisce il livello di controllo che si vuole attuale sul nastro trasportatore. 0: Nessun controllo. Solo lettura della velocità da encoder. 1: Nessun controllo, lettura della velocità da encoder , ma con lâimpostazione della velocità dallâuscita analogica dello strumento. 2: Nessun controllo, lettura della velocità da encoder , ma con lâimpostazione della velocità dallâuscita analogica dello strumento regolata dal potenziometro. 3: Gestione dello start e stop nastro dallo strumento. Viene gestita la regolazione della velocità con lâuscita analogica dello strumento e la retroazione dellâencoder. 4: Gestione dello start e stop nastro dallo strumento. Viene gestita la regolazione della velocità con lâuscita analogica dello strumento, regolata dal potenziometro, e la retroazione dellâencoder. |
| MP-09 : ABILITAZIONE SISTEMA FLOTTANTE | - | 0 | 0 ÷ 1 | Abilitazione del sistema flottante. 0: sistema flottante disabilitato. 1: sistema flottante abilitato. |
| MP-10 : GESTIONE STATO MANUALE/AUTOMATICO | - | 0 | 0 ÷ 1 | Con questo parametro si stabilisce se devono essere gestiti uno o due stati principali per la macchina. 0: è gestito un unico stato. 1: sono gestiti due stati (manuale e automatico). |
| MP-11 : GESTIONE ABILITAZIONE INGRESSO AUSILIARI | - | 0 | 0 ÷ 1 | Con questo parametro si stabilisce se la macchina deve attendere l'ingresso di abilitazione ausiliari o meno all'avvio. 0: abilitazione non richiesta. 1: abilitazione richiesta. |
| MP-12 : VELOCITà MASSIMA NASTRO TRASPORTATORE | m/min | 5.0 | 0.1 ÷ 99.9 | Massima velocità del nastro trasportatore. Se il nastro è controllato (MP-08 > 0), questa corrisponde ai 10V DC erogati dallo strumento. |
| MP-13 : VELOCITà MANUALE NASTRO TRASPORTATORE | m/min | 3.0 | 0 ÷ 99.9 | Velocità del nastro trasportatore durante il funzionamento in manuale. Valida se MP-08 > 0. |
| MP-14 : ENTRATA PEZZI | - | 0 | 0 ÷ 1 | Con questo parametro si stabilisce il senso di entrata del pezzo. 0: l'entrata del pezzo è a destra del terminale operatore. 1: l'entrata del pezzo è a sinistra del terminale operatore. |
| MP-15 : MODO MANUALE | - | 0 | 0 ÷ 1 | Modo funzionamento delle pagine di manuale. 0: IMPULSO. L'uscita rimane attiva con lo start attivo. 1: CONTINUO. L'uscita si attiva/disattiva sul fronte dello start. |
| MP-16 : MODO ATTIVAZIONE DISCHI | - | 0 | 0 ÷ 1 | Modo abilitazione dei dischi. 0: IMMEDIATA. L'attivazione/disattivazione rapida dei dischi viene posta in esecuzione immediatamente anche con il nastro in movimento. 1: CON CONFERMA. L'attivazione/disattivazione rapida dei dischi viene posta in esecuzione solo al successivo restat del nastro. |
| MP-17 : INTERBLOCCO GOCCIOLATOIO/TAGLIOLAMA | - | 0 | 0 ÷ 1 |  (questa modifica è ancora in fase di sviluppo) (questa modifica è ancora in fase di sviluppo) |
| MP-18 : TEMPO MASSIMO ACCETTATO MANCANZA ACQUA DURANTE IL CICLO DI LAVORO | s | 5 | 0 ÷ 99 | Tempo massimo ammesso di mancanza acqua durante il ciclo di lavoro. La mancanza acqua è rilevata mediante l'ingresso flussostato. |
| MP-19 : TEMPO MASSIMO ACCETTATO MANCANZA ACQUA ALL'AVVIO DEL CICLO DI LAVORO | s | 2 | 0 ÷ 99 | Tempo massimo ammesso di mancanza acqua all'avvio del ciclo di lavoro. La mancanza acqua è rilevata mediante l'ingresso flussostato. |
| MP-20 : DISABILITAZIONE INGRESSO FLUSSOSTATO | - | 0 | 0 ÷ 1 | Con questo parametro si stabilisce se il flussostato è abilitato o meno. 0: ABILITATO. 1: DISABILITATO. |
| MP-21 : TEMPO MASSIMO ACCETTATO MANCANZA ARIA | s | 0.5 | 0 ÷ 99 | Tempo massimo ammesso di mancanza aria. La mancanza di aria è rilevata mediante l'ingresso pressostato. |
4.4 Caricamento default
 â â  â â  â â |  |  Caricamento del default  Ritorno pagina |
|
4.5 HMI Settings
Questa sezione contiene i parametri relativi alla gestione del terminale e dei tasti funzione.
→ 
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| LOGO | - | ON | OFF ÷ ON | Con questo parametro si stabilisce se deve apparire la pagina di logo all'accensione dello strumento. OFF: logo non visualizzato. ON: logo visualizzato. |
| LINGUA | - | en_GB | - | Scelta della lingua. Lingue disponibili: en_GB : inglese it_IT : italiano |
| BUZZER | - | ON | OFF ÷ ON | Segnalazione acustica di tasto o touch premuto. OFF: disabilitata. ON: abilitata. |
| DATA | - | - | - | Inserire la data attuale. Indispensabile per una corretta compilazione dello storico allarmi. |
| ORA | - | - | - | Inserire l'ora attuale. Indispensabile per una corretta compilazione dello storico allarmi. |
| ORA LEGALE | - | OFF | OFF ÷ ON | Abilita la correzione dell'ora in base all'orario in uso. OFF: disabilitata. ON: abilitata. |
à possibile associare una funzione specifica per ogni tasto funzione. Di seguito vengono presentate le funzioni disponibili e quelle caricate di default per ogni tasto funzione. Le funzioni possono essere associate alla pressione breve oppure alla pressione prolungata di almeno 1 secondo.
| Nome funzione | Descrizione |
|---|---|
| — | Nessuna funzione associata al tasto. |
| PRINCIPALE | Visualizza la pagina principale. |
| INDIETRO | Visualizza la pagina precedente a quella attuale. Associata al tasto F7. |
| MENU | Visualizza la pagina di menu. Associata al tasto F1. |
| SETUP | Accede alla sezione di setup. Funzione protetta da password. |
| DIAGNOSTICA | Visualizza la pagina di menu diagnostica. Associata al tasto F5. |
| HOMING | Visualizza la pagina di homing. Non utilizzata in questa applicazione. |
| ALLARMI | Visualizza la pagina degli allarmi attivi. Associata al tasto F6. |
| ALLARMI ON | Visualizza la pagina degli allarmi attivi solo se la macchina è in emergenza. |
| RESET ALL. | Comanda il reset degli alalrmi. |
| WARNING | Visualizza la pagina dei warning. |
| PROGRAMMI | Accede alla sezione di editazione e scelta programma automatico. Associata al tasto F3. |
| RESET CONT. | Azzera il conteggio encoder. |
| RESET PEZZI | Accede aalla sezione di scelta reset dei pezzi in macchina. Associata al tasto F4. |
| SETUP GEN. | Accede alla sezione di setup generico. Funzione protetta da password. |
| MANUALE | Accede alla sezione di comandi manuali. Associata al tasto F2. |
Una funzione utile è la taratura dello schermo touch:
| Tasto | Descrizione |
|---|---|
 | Attiva la calibrazione del touch. Seguire le istruzioni che vengono presentate a schermo. |
4.6 Tarature
La pagine delle tarature propone alcune scelte:
→ 
-
Taratura encoder
-
Taratura interassi teste
-
Taratura interassi motori
-
Taratura offset teste e pressori
-
Taratura intervento teste
-
Taratura interassi pressori
4.6.1 Risoluzione asse
 →
→ 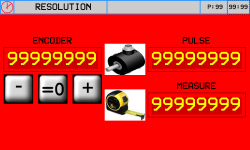
-
Premere il tasto
 (Out analogica +1 Volt), controllare che il valore del campo ENCODER aumenti
(Out analogica +1 Volt), controllare che il valore del campo ENCODER aumenti -
Premere il tasto
 (Out analogica -1 Volt), controllare che il valore del campo ENCODER diminuisca
(Out analogica -1 Volt), controllare che il valore del campo ENCODER diminuisca -
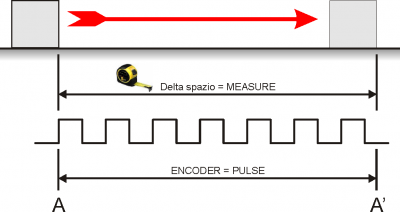
A - A' = Spazio più lungo possibile
-
Segnare la posizione di partenza (A)
-
Azzerare il valore ENCODER:

-
Eseguire il movimento da A ad A'
-
Trascrivere nel campo PULSE, il valore visualizzato nel campo ENCODER
-
Misurare il delta spazio A - A'
-
Scrivere il valore di delta spazio A - A' nel campo MEASURE
Importante:
-
Il valore di PULSE dovrà sempre essere superiore al valore di MEASURE (il valore ottimale è “MEASURE x 10 = PULSE”)
-
Introdurre il valore MEASURE nell'unità di misura scelta. Esempio: se l'unità di misura scelta è 1/10mm e la misura di delta spazio è 133.5mm, introdurre il valore 1335 nel campo MEASURE
-
I valori di Pulse e Misure qui inseriti , verranno trascritti automaticamente nei parametri GP-XX
4.6.2 Taratura interassi teste
Questa sezione serve a tarare rispettivamente.
-
gli interassi delle teste
A seconda della configurazione della macchina, il programma propone diverse schermate:
 →
→  : per i modelli con entrata del pezzo a sinistra
: per i modelli con entrata del pezzo a sinistra
→  : per i modelli con entrata del pezzo a destra
: per i modelli con entrata del pezzo a destra
Premere sul gruppo di teste che si intende tarare per passare alla pagine dei dati.
 -
- 
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Tipo | - | 0 | 0 ÷ 5 | Indica il tipo di testa montata. 0: testa non abilitata. 1: testa levigatrice. 2: testa fresatrice. 3: testa molatrice. 4: calibratore. 5: disco di taglio/gocciolatore. Questa impostazione è valida solo per le teste “speciali” ed è utilizzata solo per la visualizzazione nel sinottico. |
| Interasse | mm | - | 0 ÷ 99999.0 | Indica la distanza della testa dal sensore di presenza pezzo. |
| Diametro | mm | - | 0 ÷ 999.0 | Valore del diametro dell'utensile montato sulla testa. Usato nella funzione di individuazione dei singoli pezzi da resettare. |
Ð
4.6.3 Taratura interassi motori
Questa sezione serve a tarare rispettivamente.
-
gli interassi dei motori
-
gli anticipi e ritardi dell'intervento
A seconda della configurazione della macchina, il programma propone diverse schermate:
 → : per i modelli con entrata del pezzo a sinistra
→ : per i modelli con entrata del pezzo a sinistra
→ : per i modelli con entrata del pezzo a destra
Premere sul gruppo di motori che si intende tarare per passare alla pagine dei dati.
 -
- 
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Interasse | mm | - | 0 ÷ 99999.0 | Indica la distanza del motore dal sensore di presenza pezzo. |
| Ant./Rit. | mm | - | 0 ÷ 999.0 | Indica quanto spazio prima dell'arrivo del pezzo si deve attivare il motore e quando dopo di deve disattivare. |
4.6.4 Taratura intervento teste
Questa sezione serve a tarare rispettivamente.
-
la velocità di riferimento per la correzione
-
l'anticipo discesa testa
-
il ritardo risalita testa
A seconda della configurazione della macchina, il programma propone diverse schermate:
 →
→  : per i modelli con entrata del pezzo a sinistra
: per i modelli con entrata del pezzo a sinistra
→  : per i modelli con entrata del pezzo a destra
: per i modelli con entrata del pezzo a destra
Premere sul gruppo di teste che si intende tarare per passare alla pagine dei dati.
 -
- 
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| CORR. VEL | m/' | 2.0 | 0 ÷ 3.0 | Indica la velocità di riferimento con cui vengono comparati i parametri di correzione dinamica della testa. |
 | - | - | - | Copia i valori di correzione dinamica Discesa e Salita della prima testa su tutte le altre. |
| Nome parametro | Unità di misura | Default | Range | Descrizione |
|---|---|---|---|---|
| Discesa | mm | - | 0 ÷ 999.0 | Valore di correzione della quota di intervento della testa, rispetto alla velocità di riferimento, al momento della discesa della testa sul pezzo. |
| Salita | mm | - | 0 ÷ 999.0 | Valore di correzione della quota di intervento della testa, rispetto alla velocità di riferimento, al momento della salita della testa dal pezzo. |
4.6.5 Taratura offset
La taratura serve per calcolare la differenza tra il punto di attuazione e il punto di disattivazione del finecorsa presenza pezzo .
 →
→ 

-
Misurare la lunghezza di un pezzo ;
-
Introdurre la lunghezza nel campo Lung. Pz;
-
Dare Start al nastro ( lo strumento leggerà la lunghezza del pezzo, utilizzando il finecorsa );
-
Lo strumento visualizzerà il valore di lunghezza del pezzo nel campo Lung. r. ;
-
Premere il tasto
 Lo strumento calcolerà il valore di offset del fine corsa
Lo strumento calcolerà il valore di offset del fine corsa
5. Diagnostica
 →
→ 
5.0.1 Diagnostica ingressi digitali
 →
→ 
5.0.2 Diagnostica uscite digitali
 →
→ 

5.0.3 Diagnostica dei conteggi
 →
→ 
Il led Z IN rappresenta lo stato dell'ingresso Z (impulso di zero).
5.0.4 Diagnostica Out analogica del nastro
 →
→ 
L'uscita analogica è espressa in Volt.
5.0.5 Diagnostica della rete canbus
 →
→ 
Monitor CanBus
5.0.6 Informazioni di sistema
 →
→
| Fw name | firmware e checksum |
| Aux fw | firmware del modulo I/O ( non utilizzato in questa applicazione ) |
| Task time | tempo ciclo CPU : Minimo, Medio, Massimo |
| CPU time | tempo CPU nello stato di Run (hh:mm) |
| Touch screen | Test touch |
6. Messaggi di allarme
| Messaggio | Causa |
|---|---|
| Emergenza premuta | Ingresso IN_01 non attivo, l'abilitazione non è attiva. |
| fault inverter | Ingresso IN_20 attivo, fault inverter. |
| Rottura encoder nastro | Non arrivano impulsi all'ingresso encoder nastro. Controllare le connessioni. Attivo solo con MP8 > 2. |
| Scatto termici | Ingresso IN_18 non attivo. Controllare la catena dei termici. |
| Carter aperti | Ingresso IN_19 attivo o disattivo a seconda del parametro GP14. Controllare l'effettiva chiusura di tutte le protezioni. |
| Mancanza aria | Ingresso IN_21 non attivo. Controllare il circuito dell'aria. |
| Can Bus Error | Errore nella rete can (solo se predisposto) |
| Can Node Guarding | Errore nella rilevazione del nodo can (solo se predisposto) |
| Can Link Error | Modulo can scollegato (solo se predisposto) |
I messaggi di allarme vengono visualizzati nella seguente pagina:
 → →  |  Per cancellare l'allarme : ★ rimuovere le cause che hanno provocato l'allarme ★ premere il tasto per 3 secondi |
È possibile accedere ad una pagina che memorizza lo storico degli ultimi 60 messaggi di allarme con la data e l'ora in cui sono accaduti premendo il tasto :
 → →  | ★ rimuovere le cause che hanno provocato l'allarme ★ premere il tasto per cancellare ( per 3 secondi ) |
Nota :
Storico allarmi, massimo = 60
7. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.
 |  |
| Segui tutte le istruzioni fornite nel manuale MIMAT | Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it. I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema. |
Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.
 |  |  |
| Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. | Allega: 1. Una descrizione dell'anomalia; 2. Parte dello schema elettrico in cui è inserito lo strumento 3. Programmazione dello strumento (setup, quote di lavoro, parametri…). | Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema. Un accurato imballaggio eviterà ulteriori inconvenienti. |