P1K11FB30 - 006 : Connessioni e Setup
-
Informazioni
Release
Il presente documento è valido integralmente salvo errori od omissioni.
Release Descrizione Data 1.0 Nuovo manuale. 16/07/13 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
Descrizione
La applicazione P1K11FB30 - 006, installata nell'hardware Qmove plus J1-K11-FB30, è realizzata per controllare una macchina per il taglio al volo. Di seguito riportiamo le caratteristiche principali del software P1K11FB30 - 006.
Caratteristiche implementate nella attuale proposta
-
Controllo di 1 asse analogico carrello porta lama.
-
Lettura conteggio master per la sincornizzazione di velocità durante il taglio.
-
Funzionalità touchscreen per introduzioni dati e azioni tramite bottoni.
-
Messaggistica di supporto all'operatore.
-
Messaggistica di allarme.
-
Comandi semiautomatici.
-
Gestione contapezzi e contaore parziali.
-
Master simulato.
Hardware e collegamenti
Scheda base
Alimentatore
Lo strumento dovrà essere alimentato a 24Vdc. Non sarà previsto nessun fusibile interno.
Connettività
Saranno previste in “versione standard”, nr. 2 seriali:
-
PORTA PROG → Seriale con standard logico TTL per programmazione.
-
PORTA USER → Seriale multistandard (RS232, RS422, RS485).
Nr. 1 Porta MMC per salvataggio/caricamento dati da memoria esterna.
J1-K11-FB30

Film standard QEM del J1-K11FB30 
Vista posteriore del J1-K11FB30 Lista I/O
In questo capitolo elenchiamo tutti gli I/O utilizzati e divisi per connettore. Per una descrizione più dettagliata di alcuni degli I/O elencati, vedere nei capitoli successivi dove viene descritto ogni singolo connettore.
Ingressi digitali (n. 16)
NOME DESCRIZIONE MORSETTO HARDWARE I01 Ingresso veloce per fotocellula ingresso materiale. Utilizzato solamente con la camma di tipo 2. CN11 J1K11-FB30 I1 Selettore Manuale(NO) / Automatico(NC) I2 Comando START(NC) / STOP(NO) I3 Finecorsa massima del carrello: contatto aperto se carrello su corsa massima I4 Finecorsa minima del carrello: contatto aperto se carrello su corsa minima I5 Pulsante tranciatura manuale (anche con F6) I6 Finecorsa tranciante alto: contatto chiuso se tranciante alto. Il tranciante alto indica che il taglio non è in corso. I7 Finecorsa tranciante basso: contatto chiuso se tranciante basso. Il tranciante basso indica che la lama ha appena tagliato il pezzo e deve essere fatta risalire. I8 Pulsante per ritorno a home del carrello (anche con F7) I02 ingresso veloce non utilizzato CN12 J1K11-FB30 I9 Pulsante per ricerca di zero (anche con F8) I10 Sensore abilitazione impulso di zero (Normaly Open) I11 Azionamento ok (Normaly close) I12 Pulsante jog avanti del carrello (anche con tasto a freccia destra) I13 Pulsante jog indietro del carrello (anche con tasto a freccia sinistra) I14 Morse aperte: il contatto chiuso indica che le morse sono aperte I15 Pulsante reset allarmi I16 Segnale di preproduzione: è utilizzato solamente con la camma di tipo 2. Con il contatto chiuso il ciclo può funzionare con il master simulato. Quando il contatto si apre il ciclo simulato si ferma. Uscite digitali (n. 8)
NOME DESCRIZIONE MORSETTO HARDWARE O1 Attivazione taglio tranciante (discesa lama) CN15 J1K11-FB30 O2 Disattivazione taglio tranciante (salita lama) O3 Abilitazione azionamento O4 Comando di lubrificazione. Si attiva per 2 s dopo un certo numero di tagli impostati. O5 Comando di chiusura morse. Attive se abilitate. O6 Comando di apertura morse. Attive se abilitate. O7 Allarme. Contatto aperto in caso di allarme. O8 Fine conteggio pezzi. Attivo per un tempo impostabile in setup al raggiungimento del numero di pezzi programmato. Ingressi di conteggio bidirezionali (n° 4)
Nome Descrizione Connettore Hardware PHA1
PHB1Encoder di linea (Master) CN7 J1K11-FB30 PHA2
PHB2Carrello porta lama (Slave) CN8 PHA3
PHB3Riserva CN9 PHA4
PHB4Riserva CN10 Ingressi analogici (n. 2)
Name Description Connector Hardware AI1 Riserva CN17 J1K11-FB30 AI2 Riserva Uscite analogiche (n. 4)
Nome Descrizione Connettore Hardware AO1 Riserva CN16 J1K11-FB30 AO2 Riferimento velocità carrello porta lama ±10Vdc AO3 Riserva AO4 Riserva Tasti
Nome in Manuale in Automatico F1 — Start ciclo automatico. F2 — Stop ciclo automatico. F3 Programmazione della commessa (non attivo se il ciclo è in corso) F5 — Riscaldamento. Premere impulsivamente per avviare/fermare il master simulato. Tener premuto per 3 secondi e rilasciare per accedere alla pagina in cui si può impostare la velocità del simulato. F6 Tranciatura manuale (non attivo se il ciclo è in corso) F7 Ritorno alla quota di home — F8 Comando di ricerca di zero (tenere premuto durante il movimento del carrello). Accesso alla pagina dei dati del master simulato (con password 264). F9 — Azzeramento contapezzi. F10 — Inserimento commessa provvisoria. Durante il ciclo automatico è possibile inserire una commessa che interrompe quella in corso. Alla fine della commessa inserita viene ripresa quella in uso precedentemente. “.” (punto decimale) Accesso alle pagine di diagnostica input e output pg dn/pg up Accesso alle pagine di scelta e parametrizzazione della camma (con password 462). Accesso alle pagine di setup e taratura (con password 1357). Connessioni elettriche
Per una descrizione completa e dettagliata delle caratteristiche elettriche dello strumento, si deve fare riferimento al manuale di installazione del J1-K11Fx.
CN1- Power supply (Ingresso Alimentazione - 24 Vdc)

1 V in (24Vdc) 2 Terra 3 V in (0Vdc) CN15 - 8 uscite digitali
Connettore Pin ID Descrizione 
1 V+ Alimentazione uscite (12÷28 Vdc) 2 O1 Attivazione taglio tranciante (discesa lama) 3 O2 Disattivazione taglio tranciante (salita lama) 4 - n.c. 5 O3 Abilitazione azionamento 6 O4 Comando di lubrificazione. Si attiva per 2 s dopo un certo numero di tagli impostati. 7 0V 0V Alimentazione uscite 8 O5 Comando di chiusura morse. Attive se abilitate. 9 O6 Comando di apertura morse. Attive se abilitate. 10 O7 Allarme. Contatto aperto in caso di allarme. 11 O8 Fine conteggio pezzi. Attivo per un tempo impostabile in setup al raggiungimento del numero di pezzi programmato. CN11 - 8 ingressi "standard" (logica PNP)
Connettore Pin ID Descrizione 
1 FI1 PNP1) Ingresso veloce per fotocellula ingresso materiale. Utilizzato solamente con la camma di tipo 2. 2 FI1 NPN2) 3 0V Vout (0 V) - Comune ingressi digitali I1÷I8 4 I1 Selettore Manuale(NO) / Automatico(NC) 5 I2 Comando START(NC) / STOP(NO) 6 I3 Finecorsa massima del carrello: contatto aperto se carrello su corsa massima 7 I4 Finecorsa minima del carrello: contatto aperto se carrello su corsa minima 8 I5 Pulsante tranciatura manuale (anche con F6) 9 I6 Finecorsa tranciante alto: contatto chiuso se tranciante alto. Il tranciante alto indica che il taglio non è in corso. 10 I7 Finecorsa tranciante basso: contatto chiuso se tranciante basso. Il tranciante basso indica che la lama ha appena tagliato il pezzo e deve essere fatta risalire. 11 I8 Pulsante per ritorno a home del carrello (anche con F7) 12 - n.c. CN12 - 8 ingressi "standard" (logica PNP)
Connettore Pin ID Descrizione Indirizzo 1 FI2 PNP1) Riserva FREQ2 2 FI2 NPN2) 3 0V Vout (0 V) - Comune ingressi digitali I9÷I16 4 I9 Pulsante per ricerca di zero (anche con F8) 3.INP09 5 I10 Sensore abilitazione impulso di zero (Normaly Open) 3.INP10 6 I11 Azionamento ok (Normaly close) 3.INP11 7 I12 Pulsante jog avanti del carrello (anche con tasto a freccia destra) 3.INP12 8 I13 Pulsante jog indietro del carrello (anche con tasto a freccia sinistra) 3.INP13 9 I14 Morse aperte: il contatto chiuso indica che le morse sono aperte 3.INP14 10 I15 Pulsante reset allarmi 3.INP15 11 I16 Segnale di preproduzione: è utilizzato solamente con la camma di tipo 2. Con il contatto chiuso il ciclo può funzionare con il master simulato. Quando il contatto si apre il ciclo simulato si ferma. 3.INP16 12 - n.c. CN7 - 1 conteggio (PP, LD) - Encoder di linea (Master)
Connettore Pin ID Descrizione Indirizzo 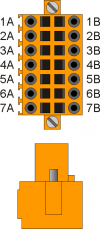
1A Internal bridge - 1A to 1B 2A PHA1 Fase A conteggio 1 PNP
Push-Pull 3)3.INP33 3.CNT01 3A PHB1 Fase B conteggio 1 3.INP34 4A Z1 Z conteggio 1 1.INT01 5A 0V Comune degli ingressi di conteggio 6A 0V 7A 0V 1B Internal bridge - 1A to 1B 2B PHA1+ + PHA conteggio 1 Line Driver 3.INP33 3.CNT01 3B PHB1+ + PHB conteggio 1 3.INP34 4B Z1+ + Z conteggio 1 1.INT01 5B PHAN1 - PHA conteggio 1 6B PHBN1 - PHB conteggio 1 7B ZN1 - Z conteggio 1
1), 2) :
Configurazione “NPN”:
Morsetto 1 = da cortocircuitare ai 12¸24Vdc dell'alimentatore esterno.
Morsetto 2 = Ingresso digitale
Configurazione “PNP”:
Morsetto 1 = Ingresso digitale
Morsetto 2 = da cortocircuitare al morsetto 3.3) :
Configurazione conteggio di tipo PNP/Push-Pull:
- Morsetto 5B = collegare al morsetto 5A
- Morsetto 6B = collegare al morsetto 6A
- Morsetto 7B = collegare al morsetto 7ACN8 - 1 conteggio (PP, LD) - Carrello porta lama (Slave)
Connettore Pin ID Descrizione Indirizzo 1A Internal bridge - 1A to 1B 2A PHA2 Fase A conteggio 2 PNP
Push-Pull 1)3.INP35 3.CNT02 3A PHB2 Fase B conteggio 2 3.INP36 4A Z2 Z conteggio 2 1.INT02 5A 0V Comune degli ingressi di conteggio 6A 0V 7A 0V 1B Internal bridge - 1A to 1B 2B PHA2+ + PHA conteggio 2 Line Driver 3.INP35 3.CNT02 3B PHB2+ + PHB conteggio 2 3.INP36 4B Z2+ + Z conteggio 2 1.INT02 5B PHAN2 - PHA conteggio 2 6B PHBN2 - PHB conteggio 2 7B ZN2 - Z conteggio 2
1) :
Configurazione conteggio di tipo PNP/Push-Pull:
- Morsetto 5B = collegare al morsetto 5A
- Morsetto 6B = collegare al morsetto 6A
- Morsetto 7B = collegare al morsetto 7ACN16 - 4 uscite analogiche
Connettore Pin ID Descrizione Indirizzo 
1 GA01 Comune uscite analogiche A01÷A02 2 AO1 Riserva 3.AN01 3 AO2 Riferimento velocità carrello porta lama ±10Vdc 3.AN02 4 GA02 Comune uscite analogiche A03÷A04 5 AO3 Riserva 3.AN03 6 AO4 Riserva 3.AN04 Setup
Accesso al setup
L'accesso al setup può essere fatto dalle pagine di MANUALE o AUTOMATICO,



premendo il tasto “pg dn” introducendo la password 462.
Setup Generico 1/9

Da questa pagina è possibile selezionare uno dei possibili comportamenti del carrello di taglio. Per farlo è necessario scegliere il tipo di camma che viene eseguita durante il ciclo automatico:
Tipo Descrizione 0 Ottimizzazione della produzione. Con questa funzione si ricerca la massima produttività della macchina eseguendo la minima corsa possibile del carro di taglio. 1 Spazio slave costante. Con questa funzione si esegue il ciclo di taglio specificando lo spazio di movimento in avanti (e quindi anche indietro) del carrello. 2 Aggancio al volo. Con questa funzione il carrello si aggancia al master, esegue il taglio quando è in sincronismo di velocità, continua a muoversi fino alla quota impostata e quindi torna alla quota di partenza ad una velocità fissa non dipendente dalla velocità della linea. Setup 2/9
Ottimizzazione produzione 2/9
Nome parametro Unità di misura Default Range Descrizione T max taglio s/100 1 1 ÷ 9999 Tempo di durata del taglio: durata del settore di sincronismo alla velocità massima di linea. T attesa taglio s/100 0 0 ÷ 9999 Tempo attesa del carro alla fine del taglio prima dell'inversione del movimento. Extra spazio mm 0 0.0 ÷ 9999.9 Spazio di distacco lama dopo il taglio prima della decelerazione. T extra spazio s/100 0 0 ÷ 9999 Tempo di duranta dell'Extra spazio alla velocità massima di linea. T attesa ad home s/100 0 0 ÷ 9999 Tempo di attesa del carrello nella posizione di home prima di riprendere il movimento in avanti. T accelerazione Slave s/100 1 0 ÷ 9999 Tempo di accelerazione minimo del carrello. T decelerazione Slave s/100 1 0 ÷ 9999 Tempo di decelerazione minimo del carrello. T assestamento s/100 1 0 ÷ 9999 Tempo di assestamento applicato dopo la rampa di accelerazione del carrello e prima del momento del taglio. T tranciatura ON s/100 1 0 ÷ 9999 Tempo di durata della tranciatura. Se nella tranciatura intervengono i finecorsa della lama alta o bassa o il finecorsa delle morse questo tempo si somma ai tempi di attesa di attivazione di tali finecorsa. Spazio slave costante 2/9
Nome parametro Unità di misura Default Range Descrizione T max taglio s/100 1 1 ÷ 9999 Tempo di durata del taglio: durata del settore di sincronismo alla velocità massima di linea. T assestamento s/100 1 0 ÷ 9999 Tempo di assestamento applicato dopo la rampa di accelerazione del carrello e prima del momento del taglio. Extra spazio mm 0 0.0 ÷ 9999.9 Spazio di distacco lama dopo il taglio prima della decelerazione. T extra spazio s/100 0 0 ÷ 9999 Tempo di duranta dell'Extra spazio alla velocità massima di linea. T attesa ad home s/100 0 0 ÷ 9999 Tempo di attesa del carrello nella posizione di home prima di riprendere il movimento in avanti. T accelerazione Slave s/100 1 0 ÷ 9999 Tempo di accelerazione minimo del carrello. T decelerazione Slave s/100 1 0 ÷ 9999 Tempo di decelerazione minimo del carrello. T tranciatura ON s/100 1 0 ÷ 9999 Tempo di durata della tranciatura. Se nella tranciatura intervengono i finecorsa della lama alta o bassa o il finecorsa delle morse questo tempo si somma ai tempi di attesa di attivazione di tali finecorsa. Spazio slave mm 0 0 ÷ 99999.9 Spazio fisso di movimento in avanti del carrello. Aggancio al volo 2/9
Nome parametro Unità di misura Default Range Descrizione T assestamento s/100 1 0 ÷ 9999 Tempo di assestamento applicato dopo la rampa di accelerazione del carrello e prima del momento del taglio. T accelerazione Slave s/100 1 0 ÷ 9999 Tempo di accelerazione minimo del carrello. T decelerazione Slave s/100 1 0 ÷ 9999 Tempo di decelerazione minimo del carrello. Velocità di ritorno % 0 0 ÷ 100 Velocità di ritorno del carrello del carrello. Setup preset 3/9
Nome parametro Unità di misura Default Range Descrizione Direzione di preset - 0 0 ÷ 1 Definisce la direzione del movimento asse per la ricerca della camma (o sensore) di abilitazione impulso di zero. Preset mode - 0 0 ÷ 2 Modalità di preset. Definisce il tipo di ricerca di preset:
0 = Per la ricerca dell’abilitazione dell’impulso di zero, l’asse inizia il movimento in veloce(1a Vel. preset), incontra la camma di abilitazione, inverte la direzione rallentando (2a Vel. preset) e, sul fronte di discesa dell’ingresso della camma, viene caricata la quota di preset. 1 = Per la ricerca dell’abilitazione dell’impulso di zero, l’asse inizia il movimento in veloce, (1a Vel. preset), incontra la camma di abilitazione, inverte la direzione rallentando (2a Vel. preset) e alla acquisizione del primo impulso di zero da encoder carica la quota di preset. 2 = Non viene attivata la procedura di ricerca di preset con movimentazione dell’asse. Il conteggio viene aggiornato alla quota di preset all’attivazione dell’abilitazione dell’impulso di zero.1a velocità di preset mm/min 0 0 ÷ 999999 Velocità di preset. Velocità con cui inizia il preset. 2a velocità di preset mm/min 0 0 ÷ 999999 Velocità di preset di ricerca. Velocità con cui si libera la camma di abilitazione impulso di zero. Quota di preset mm 0 0 ÷ 999999 Quota caricata sulla posizione del carrello nella procedura di preset. Setup slave 4/9
Nome parametro Unità di misura Default Range Descrizione Measure mm 0 0 ÷ 999999 E' lo spazio che percorre lo slave quando l’encoder esegue un giro completo. Pulse impulsi 0 0 ÷ 999999 E' il numero di impulsi giro dell'encoder moltiplicato per 4. Maxpos mm 0 0 ÷ 999999 Quota massima del carrello. Minpos mm 0 0 ÷ 999999 Quota minima del carrello. Tolleranza mm 0 0 ÷ 999999 Tolleranza sui posizionamenti del carrello. UM Vel mm 0 0 ÷ 1 Unità di misura della velocità: 0 = mm/min; 1 = mm/sec. Syncrange impulsi 0 0 ÷ 99999 Range di sincronismo. Maxfoller taglio mm 0 ÷ 99999 Soglia di errore di inseguimento oltre la quale il sistema va in allarme. Calibratura slave 5/9

Di seguito forniremo un elenco di operazioni da eseguire per la taratura della controllo di spazio degli assi (PI + FF).
La retroazione di spazio permette di correggere la posizione dell'asse in funzione dell'errore di inseguimento rilevato.
In questa pagina i dati in giallo sono quelli che consentono la parametrizzazione della taratura dell'asse.
Mentre i dati in verde sono dati di servizio che perdono il loro significato quando si esse da questa pagina.Nome parametro Unità di misura Default Range Descrizione OUT TENSIONE V 0.0 -10.0 ÷ 10.0 E' il valore della tensione di uscita, espressa in decimi di volts, inviata direttamente al device. OFFSET V 0.0000 -99.9999 ÷ 99.9999 Valore di tensione che viene sommato all'uscita analogica per compensare l'offset di tensione dell'impianto. VELOCITA mm/' - - E' il valore della velocità istantanea dell'asse. MAX VELOCITA mm/' 5000 0 ÷ 9999999 Velocità dell'asse corrispondente a 10V erogati dall'uscita analogica. POSIZIONE mm - - E' il valore della posizione istantanea dell'asse. Le seguenti operazioni devono essere eseguite una volta che sono stati impostati i seguenti parametri nelle pagine dei parametri dell'asse:
-
RISOLUZIONE: impostare la risoluzione corretta.
-
MASSIMA POSIZIONE: inserire un valore molto grande positivo (Es.: 9999 mm)
-
MINIMA POSIZIONE: inserire un valore molto grande negativo (Es.: - 9999 mm)
Per eseguire una delle tarature descritte, devono essere soddisfatte le seguenti condizioni:
 Assicurarsi che il pulsante di emergenza tolga potenza ai motori in modo da essere in condizione di sicurezza nel caso in cui la macchina dovesse muoversi in modo incontrollato.
Assicurarsi che il pulsante di emergenza tolga potenza ai motori in modo da essere in condizione di sicurezza nel caso in cui la macchina dovesse muoversi in modo incontrollato.
Ripristinare la macchina da eventuali condizioni di emergenza resettando gli allarmi.
Verifica conteggio e senso di rotazione: si deve verificare che ad una tensione in uscita maggiore di 0 (zero) corrisponda una variazione incrementale della posizione dell'asse. 1 Premere  per attivare la calibrazione.
per attivare la calibrazione.2 Inserire un valore positivo nel parametro VOUT. 3 Verificare che il valore del parametro POSIZIONE si incrementi. 4 Premere  per disattivare la calibrazione: la tensione in uscita VOUT si azzera senza rampa.
per disattivare la calibrazione: la tensione in uscita VOUT si azzera senza rampa.5 Se il senso di rotazione del motore non è corretto si deve intervenire sul cablaggio invertendo i segnali PHA e PHB.Impostazione del parametro OFFSET 1 Premere per attivare la calibrazione.2 Inserire il valore 0 (zero) nel parametro OUT TENSIONE. 3 Agire sul parametro OFFSET (con un inserimento diretto, usando i tasti  ,
,  , oppure attraverso la procedura automatica dal tasto
, oppure attraverso la procedura automatica dal tasto  ) in modo che la POSIZIONE dell'asse non sia variabile (o vari molto lentamente).
) in modo che la POSIZIONE dell'asse non sia variabile (o vari molto lentamente).4 Premere per disattivare la calibrazione.Velocità massima: determinare la velocità di movimento dell'asse che corrisponde ad una tensione di 10V in uscita. 1 Premere per attivare la calibrazione.2 Inserire un valore positivo nel parametro VOUT (Se possibile inserire un valore vicino a 10V). 3 Leggere il valore visualizzato nel parametro VELOCITA. 4 Determinare il valore del parametro MAX VELOCITA con la formula: MAX VELOCITA = (10 x VELOCITA)/VOUT. 5 Premere per disattivare la calibrazione: la tensione in uscita VOUT si azzera senza rampa.6 Inserire il valore calcolato nella MAX VELOCITA. Taratura slave 6/9

Parametri per la retroazione di spazio: i parametri interessati sono FEEDFORWARD, PROP. GAIN e T INTEGRALE. Una volta eseguite correttamente le fasi precedenti, continuare con: 1 Inserire il valore 100.0% nel parametro FEEDFORWARD. 2 Inserire il valore minimo (0.001) nel parametro PROP. GAIN. 3 Se il valore ERRORE INSEG. è diverso da 0 (zero), si potrà notare un movimento dell'asse che tende a ridurre tale valore. 4 Inserire ora una valore di spazio nel parametro DELTA e un valore di velocità nel parametro SET VELOCITA (minore del valore di MAX VELOCITA). 5 Premere  per avviare la successione di movimenti dell'asse.
per avviare la successione di movimenti dell'asse.6 L'asse in taratura inizierà un movimento in avanti di uno spazio pari a DELTA ad una velocità SET VELOCITA. 7 Una volta concluso il primo posizionamento ritornerà nella posizione iniziale per poi riprendere il movimento. 8 Durante questi movimenti è possibile controllare il valore di ERRORE INSEG. e agire sui parametri FEEDFORWARD e PROP. GAIN per cercare di mantenerlo a valori più bassi possibile.
I criteri da seguire sono:
-
Aumentare gradualmente il valore di PROP. GAIN finché l'asse non vibra eccessivamente nella fase di arresto. A quel punto ridurre leggermente il valore per avere un comportamento accettabile.
-
Il valore di FEEDFORWARD deve essere variato con la seguente regola:
Errore inseg. >0 <0 Verso del
movimentoAvanti Aumentare
FEEDFORWARDRidurre
FEEDFORWARDIndietro Ridurre
FEEDFORWARDAumentare
FEEDFORWARD9 Durante questi movimenti il superamento della soglia da parte dell'errore di inseguimento non crea un allarme della macchina, ma viene semplicemente segnalato tramite il simbolo  . E' necessario quindi porre estrema attenzione durante questa fase alla modifica dei parametri del PID.
. E' necessario quindi porre estrema attenzione durante questa fase alla modifica dei parametri del PID.10 Premere  per concludere i posizionamenti.
per concludere i posizionamenti.Setup master 7/9
Nome parametro Unità di misura Default Range Descrizione Measure mm 0 0 ÷ 999999 E' lo spazio che percorre il master di linea quando l’encoder esegue un giro completo. Pulse impulsi 0 0 ÷ 999999 E' il numero di impulsi giro dell'encoder moltiplicato per 4. VelMax Master 0 0 ÷ 999999 Massima velocità di linea consentita. VelMin Master 0 0 ÷ 999999 Minima velocità di linea consentita. Setup generico 8/9
Nome parametro Unità di misura Default Range Descrizione Pz giornalieri - 0 0 ÷ 999999 Contatore del numero di pezzi realizzati nel giorno. Pz totali - 0 0 ÷ 999999 Contatore del numero di pezzi realizzati in assoluto dalla specificata nel seguente parametro. Tempo ripristino s 0 0 ÷ 999.999 Tempo di ripristino azionamento. Durata lubrificazione s 0 0 ÷ 999.999 Durata dell'uscita di lubrificazione O4. N. tranciatura - 0 0 ÷ 999999 Ogni quante tranciature si deve attivare l'uscita di lubrificazione. Ricerca di zero - ENABLE ENABLE, DISABLE Enable: la ricerca di zero è necessaria ad ogni riaccensione. Disable: la ricerca di zero non viene richiesta. Posizionamento a home - REQUIRED REQUIRED, AUTO ON, AUTO OFF Required: prima di avviare il ciclo automatico se deve portare il carrello a home dalla pagina di manuale. Auto ON: il carrello si porta automaticamente ad home all'avvio del ciclo automatico e poi il ciclo inizia. Auto OF: il carrello si porta automaticamente ad home all'avvio del ciclo automatico e poi il ciclo si interrompe. Setup generico 9/9
Nome parametro Unità di misura Default Range Descrizione Morse - ENABLE ENABLE, DISABLE Abilitazione/disabilitazione delle morse. Tempo morse s 0 0 ÷ 999 Tempo massimo di chiusura morse. FC salita trancia - ENABLE ENABLE, DISABLE Abilitazione/disabilitazione dei finecorsa per rilevare la salita della trancia. FC discesa trancia - ENABLE ENABLE, DISABLE Abilitazione/disabilitazione dei finecorsa per rilevare la discesa della trancia. Tempo FC trancia s 0 0 ÷ 999 Tempo massimo di salita/discesa trancia. Interasse FTC-Taglio mm 0 0 ÷ 999999.9 Spazio tra la posizione della fotocellula e dove deve avvenire il taglio. Questo parametro viene usato solamente in caso di camma di tipo 2. Quota, tempo timbratura|mm, s|0, 0|0 ÷ 999999.9, 0 ÷ 999|Funzionalità speciale presente solamente con camma di tipo 2.| |Com. Modbus** - DISABLE DISABLE, ENABLE Abilitazione comunicazione MODBUS Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -
- Ultima modifica: 2019/08/29 17:01