~~BOZZA~~
P1P20FH20 - 001 : Manuale d'Uso
-
HMISetup
Informazioni
Release
Il presente documento è valido integralmente salvo errori od omissioni.

Documento: MDU_P1P20FH20-001 Descrizione: Manuale d'uso Redattore: Michele Sandri Approvatore Gabriele Bazzi Link: http://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p20/mdu_p1p20fh20-001/setup_-_tarature_-_funzionamento Lingua: Italiano Release documento Descrizione Note Data 01 Nuovo manuale 15/01/2014 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
-
Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
Prodotto di riferimento
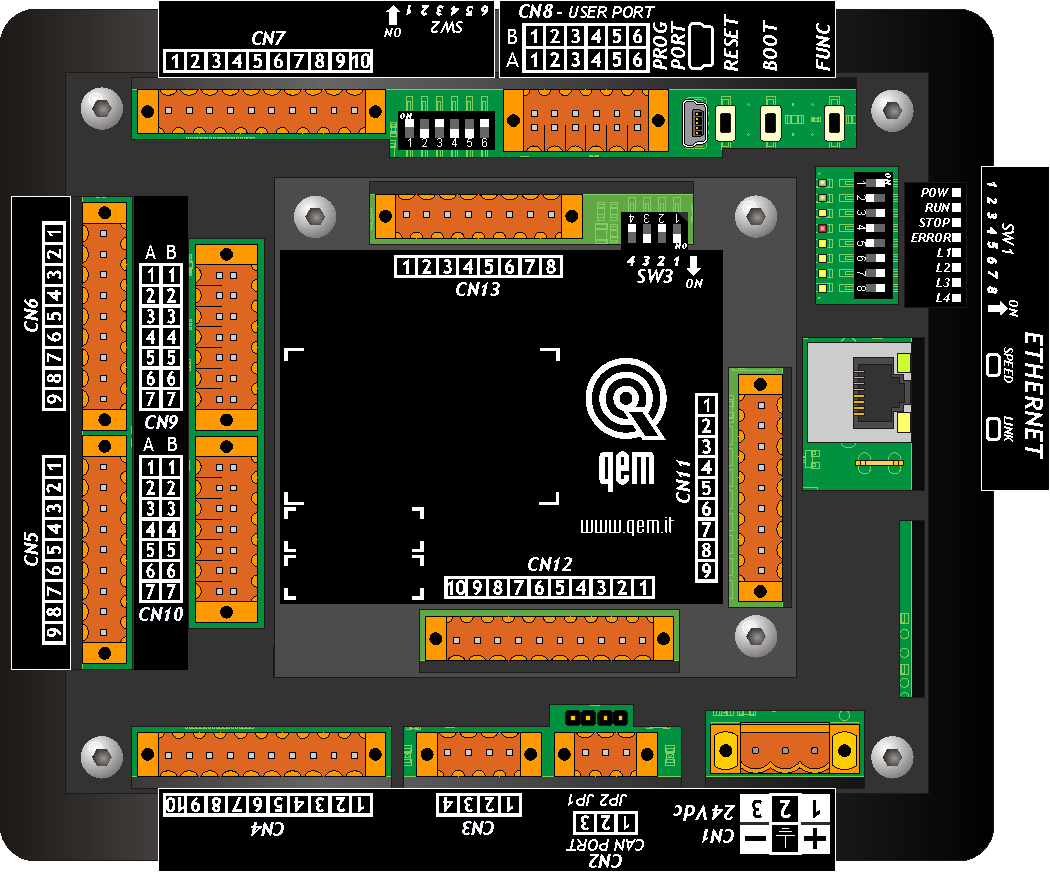
J1-P20-FH20

Film standard QEM del J1-P20FH20 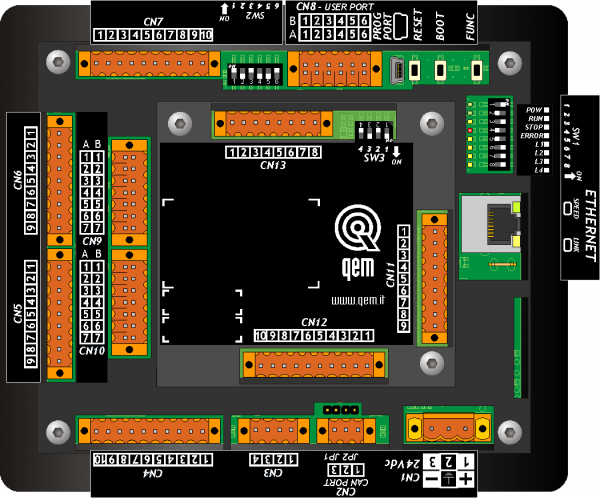
Vista posteriore del J1-P20FH20 Descrizione
Il software P1P20FH20 - 001, installato nell'hardware Qmove J1-P20-FH20, realizza l'automazione di macchine levigatrici/levigabordi per il marmo. Lo strumento comanda 21 teste di lavoro , controlla l'avviamento sequenziale dei motori (per limitare l'eccessivo richiesta di corrente ) gestisce lo spostamento-basculante del ponte. Per ogni testa di lavorazione è possibile impostare gli anticipi e i ritardi di lavorazione sia all'inizio sia alla fine del pezzo. I comandi di discesa e salita delle teste di levigatura vengono attuati automaticamente al variare della velocità del nastro trasportatore. Lo strumento conta i metri e i pezzi lavorati.
Altre Caratteristiche
-
HMI con touchscreen
-
Tasti funzione
-
Programmi di lavoro
-
Messaggi di allarme
-
Messaggi di warning
-
Reset dei pezzi difettosi
-
Reset di tutti i pezzi in lavorazione
-
Configurazione degli Ingressi digitali
-
Compensazione dell'offset del finecorsa di presenza pezzo
-
Rifasamento dei pezzi
-
Modo di lavorazione delle teste
-
Levigatura
-
Fresatura
-
Molatura
-
Spazzolatura
-
Getto d'acqua
Caratteristiche di possibile futura implementazione
-
Possibilità di abilitare/disabilitare ogni singola testa
-
Possibilità di spegnere e accendere i motori in funzione della presenza di un pezzo sul nastro.
Ingressi/Uscite
INGRESSI DIGITALI
NOME DESCRIZIONE FRONTE DI INTERVENTO FUNZIONALITA' I1 Emergenza NC - C Alla sua disattivazione si interrompe ogni sequenza in esecuzione e viene segnalato il relativo messaggio di allarme. I2 Modo di funzionamento X - C N.B. E' abilitato se il parametro macchina PM-06 è impostato a 1.
ON –> è abilitato il funzionamento di Avviamento Motori;
OFF –> è abilitato il normale funzionamento della Attivazione Teste.
I3 Start Avviamento motori NO - I N.B. E' abilitato se il parametro macchina PM-06 è impostato a 1 o 2. La sua attivazione fa partire la sequenza di avviamento motori in cascata. I4 Ausiliari abilitati NO - C N.B. E' abilitato se il parametro macchina PM-08 è impostato a 1. La sua attivazione abilita il funzionamento dello strumento. Alla sua disattivazione si interrompe ogni sequenza in esecuzione e viene segnalato il relativo messaggio di allarme. I5 Marcia NO - C N.B. E' abilitato se il parametro macchina PM-04 è maggiore di 0.
ON –> Viene fatto partire il nastro e il ponte (se PM5 = 1).
OFF –> Viene fermato il nastro e il ponte (se PM5 = 1).
I6 Termici NC - C La sua attivazione abilita il funzionamento dello strumento. Alla sua disattivazione si interrompe ogni sequenza in esecuzione e viene segnalato il relativo messaggio di allarme. I7 Carter NO - C La sua disattivazione abilita il funzionamento dello strumento. Alla sua attivazione si interrompe ogni sequenza in esecuzione e viene segnalato il relativo messaggio di allarme. I8 Pressostato NC - C La sua attivazione abilita il funzionamento dello strumento. Alla sua disattivazione si interrompe ogni sequenza in esecuzione e viene segnalato il relativo messaggio di allarme. I9 Acquisizione Pezzo NO - C Sensore fisso che consente l'acquisizione dell'immagine dei pezzi introdotti all'inizio del nastro trasportatore. I10 Correzione 1 Pezzo NO - C N.B. E' abilitato se il parametro macchina PM-01 è impostato maggiore di 1. Sensore fisso che consente la correzione della posizione dell'immagine dei pezzi introdotti in una zona intermedia del nastro trasportatore I11 Correzione 2 Pezzo NO - C N.B. E' abilitato se il parametro macchina PM-01 è impostato a 3. Sensore fisso che consente la correzione della posizione dell'immagine dei pezzi introdotti in una zona intermedia del nastro trasportatore I12 Fault inverter NO - C La sua attivazione abilita il funzionamento dello strumento. Alla sua disattivazione si interrompe ogni sequenza in esecuzione e viene segnalato il relativo messaggio di allarme. I13 FC Ponte Avanti NC - C N.B. E' abilitato se il parametro macchina PM-05 è impostato a 1. Durante il movimento in avanti del ponte, la sua disattivazione fa invertire il senso di marcia del ponte. I14 FC Ponte Indietro NC - C N.B. E' abilitato se il parametro macchina PM-05 è impostato a 1. Durante il movimento indietro del ponte, la sua disattivazione fa invertire il senso di marcia del ponte. I15 FC Ponte Rallentamento Avanti NO - I N.B. E' abilitato se il parametro macchina PM-05 è impostato a 1. Durante il movimento in avanti del ponte, la sua attivazione fa cambiare la velocità di avanzamento del ponte (velocità lenta) I16 FC Ponte Rallentamento Indietro NO - I N.B. E' abilitato se il parametro macchina PM-05 è impostato a 1. Durante il movimento indietro del ponte, la sua attivazione fa cambiare la velocità di avanzamento del ponte (velocità lenta) I17 Reset Pezzi NO - t N.B. Il suo funzionamento è abilitato solo con il nastro fermo. La sua attivazione, per un tempo di 2 secondi, esegue l'azzeramento dell'immagine di tutti i pezzi presenti in quel momento nella macchina. I18 Cambio Abrasivo NO - t N.B. Il suo funzionamento è abilitato solo con il nastro fermo. La sua attivazione, per un tempo di 2 secondi, porta il ponte sulla posizione del cambio abrasivo, impostata nel parametro generico PG-18. INGRESSI ANALOGICI
NOME DESCRIZIONE FUNZIONALITA' IA1 Variatore di velocità nastro. Normalmente viene collegato un potenziometro per variare la velocità del nastro trasportatore (viene variata l'uscita analogica AN01) INGRESSI CONTEGGIO
NOME DESCRIZIONE FUNZIONALITA' PHA1/PHB1 Conteggio nastro trasportatore. Si deve collegare l'encoder del nastro trasportatore per rilevare la posizione dei pezzi e la velocità del nastro. USCITE DIGITALI
NOME DESCRIZIONE FUNZIONALITA' O1 Testa 1 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 1; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 1. O2 Testa 2 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 2; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 2. O3 Testa 3 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 3; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 3. O4 Testa 4 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 4; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 4. O5 Testa 5 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 5; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 5. O6 Testa 6 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 6; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 6. O7 Testa 7 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 7; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 7. O8 Testa 8 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 8; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 8. O9 Testa 9 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 9; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 9. O10 Testa 10 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 10; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 10. O11 Testa 11 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 11; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 11. O12 Testa 12 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 12; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 12. O13 Testa 13 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 13; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 13. O14 Testa 14 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 14; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 14. O15 Testa 15 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 15; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 15. O16 Testa 16 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 16; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 16. O17 Testa 17 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 17; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 17. O18 Testa 18 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 18; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 18. O19 Testa 19 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 19; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 19. O20 Testa 20 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 20; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 20. O21 Testa 21 Alla sua attivazione, se lo strumento è nel modo di funzionamento “Attivazione Teste” (I2 = OFF), comanda la discesa della testa 21; se invece lo strumento è nel modo di funzionamento “Avviamento Motori” (I2 = ON) comanda lo start del motore testa 21. O22 Attivazione teste / Avviamento motori Dà la segnalazione del modo di funzionamento dello strumento in funzione dell'ingresso I2 e dei parametri generici “PG-13” e “PG-14”.
OFF = attivazione teste,
ON = avviamento motori.
O23 Fine avviamento motori Dà la segnalazione che è stato completato il ciclo di avviamento motori in cascata. O24 Allarme pezzi Si attiva quando il numero dei pezzi contemporaneamente in lavorazione è uguale o maggiore a 30. USCITE ANALOGICHE
NOME DESCRIZIONE FUNZIONALITA' AN01 Nastro Uscita analogica “+/-10V” da collegare al driver di comando del motore del nastro trasportatore. AN02 Ponte Uscita analogica “+/-10V” da collegare al driver di comando del motore del Ponte “basculante” HMI
Convenzioni adottate
Convenzioni HMI:
-
I valori con colore giallo e sfondo scuro sono modificabili dall'operatore
-
Alcuni parametri possono essere scelti premendo il tasto

-
Nel resto del documento le aree di tocco del touch screen verranno chiamate “tasti”.
Tasti funzione
I tasti funzione sono configurabili nella sezione HMI Settings (vedi capitolo).
Tasto Led Funzione di default 
- Menu 
- Setup (password) 
- Programmi 
- Reset pezzi 
- Diagnostica 
- Allarmi 
- Ritorno alla pagina precedente Barre presenti in tutte le pagine
Descrizione
Barra alta ( sfondo grigio ) :
-
Stato della macchina
-
Nome della pagina
-
Ora
Barra bassa :
-
Allarme attivo ( sfondo rosso )
-
Warning ( sfondo celeste )

Stati macchina
Stato Icona Descrizione INIZIALIZZAZIONE 
Accensione. MANUALE 
Macchina in manuale. SETUP 
Setup /taratura. PROGRAMMAZIONE 
Editazione programma. AUTO ON 
Macchina in automatico. ALLARME 
Macchina in allarme. Warning
Messaggio Descrizione Troppi pezzi in macchina In macchina ci sono più di 30 pezzi Attesa attivazione ausiliari… Attesa abilitazione ausiliari (se parametro PM8 abilitato ). Posizionamento quota cambio abrasivo… Il ponte viene comandato nella posizione di cambio abrasivo. Ausiliari disabilitati L'ingresso INP_04 è OFF. Si sono spenti i motori. Attenzione!!! Motori spenti. Si è tentato di far partire il nastro con i motori spenti. Attivo solo se PM6 = 2. Logo
Leggere capitolo HMI SETTINGS

Note:
Parametro PM8 = 0 lo strumento attende 2 secondi prima di passare alla pagina principale.
Parametro PM8 = 1 lo strumento attende l'ingresso di abilitazione ausiliariPagina principale
Descrizione :
Nome Descrizione Programma N°: Programma in uso Velocità nastro trasportatore mtm Velocità del nastro trasportatore N: % Set di velocità del nastro trasportatore
Editare il valore oppure incrementare o decrementare con i tasti
 .
.P: % Set di velocità del ponte
Editare il valore oppure incrementare o decrementare con itasti .Mt lavorati Metri lavorati
Reset .
.Pz lavorati Numero pezzi
Reset Pz in lavoro Numero dei pezzi dentro la macchina . Lunghezza ultimo pz Lunghezza dell'ultimo pezzo .  Seconda pagina
Seconda pagina
 Ritorno .
Ritorno .
 oppure
oppure

Nota
parametro di setup PM17Menu
→ 
Tasto Descrizione 
Pagina allarmi . 
Editazione programmi. 
Funzioni generiche. 
Diagnostica I/O 
Dati HMI. 
Setup parametri (password). Accesso al setup
Password 462.
 →
→ 
SETUP
-
Descrizione
-
 Parametri generici;
Parametri generici; -
 Parametri di Setup ;
Parametri di Setup ; -
 Indici degli ingressi digitali;
Indici degli ingressi digitali; -


 Default;
Default; -
 Taratura.
Taratura.
-
 Il lucchetto viene chiuso automaticamente alla riaccensione dello strumento o al cambio di giorno.
Il lucchetto viene chiuso automaticamente alla riaccensione dello strumento o al cambio di giorno.
( ✔ ) La spunta indica che sono attivi i valori di Default .
( * ) L'asterisco indica che i dati di Default sono stati modificati.I parametri vengono distinti dai codici

Nota :
L'asterisco ( * ) indica che il dato è diverso dal Default .
Setup GENERICO
Nome parametro Unità di misura Default Range Descrizione PG-01 : PULSE ENCODER - 4000 P Impulsi encoder ( x 4 ) corrispondenti allo spazio impostato nel parametro measure. PG-02 : MEASURE - 400.0 M Spazio corrispondente al parametro pulse ( impulsi encoder )
Nota : il rapporto P/M dovrà essere compreso tra 4.000000 e 0.000935.PG-03 : DECIMAL POINT - 1 0 ÷ 3 Unità di misura della velocità .
0=xxxx , 1=xxx.x, 2=xx.xx, 3=x.xxxPG-04 : MEASURE UNIT - 0 0 ÷ 1 Unità di misura dello spazio del nastro trasportatore .
0: xxxx , 1: xxx.xPG-05 : ZERO VELOCITY ENABLE - 1 0 ÷ 1 0 = Sotto questa velocità le teste rimangono in posizione .
1 = Sotto questa velocità le teste vengono fatte risalire .PG-06 : ZERO VELOCITY - 0.1 0 ÷ 999999 Velocità di Stop macchina PG-07 : DELTA VELOCITY FILTER - 0.5 0 ÷ 999999 Delta velocità oltre il quale interviene il filtro ( Filter Time ). PG-08 : FILTER TIME msec 50 0 ÷ 9999 Valore del filtro della velocitá. PG-09 : TIME BASE FREQUENCY-METER - 0 0 ÷ 5 Tempo di campionamento del frequenzimetro ( utilizzato per determinare la velocità del nastro trasportatore)
0 = 240 ms,
1 = 480 ms,
2 = 24 ms,
3 = 120 ms,
4 = 960 ms,
5 = 1920 ms.
PG-10 : RESET TYPE - 0 0 ÷ 1 0 = Lo strumento memorizza i pezzi allo spegnimento.
1 = Lo strumento non memorizza i pezzi allo spegnimento .PG-11 : ZERO VELOCITY PIECES - 0 0 ÷ 1 Acquisizione pezzo ( inp01 )sotto la velocità minima (zero velocity ) .
0 = Abilitato .
1 = Disabilitato .PG-12 : DISTANCE PIECES mm 10.0 0 ÷ 9999 Spazio sotto il quale due pezzi vicini vengono lavorati in modo continuo
( Il conteggio dei pezzi conta sempre 2 pezzi).PG-13 : TIME STEP MOTOR STARTING msec 1000 0 ÷ 9999 Tempo che intercorre tra il segnale On (I2) e l'attivazione “Avviamento motori” (U22=ON). Usato se PM6 = 1. PG-14 : TIME STEP ACTIVATION HEADS msec 1000 0 ÷ 9999 Tempo che intercorre tra il segnale OFF (I2 ) “Avviamento motori” e l'Attivazione Teste (U2=OFF). Usato se PM6 = 1. PG-15 : TIME INTERVAL START MOTOR msec 1000 0 ÷ 9999 Tempo che intercorre tra l'avviamento di un motore e il successivo PG-16 : TIME INTERVAL ACTIVATE OUT END MOTOR msec 1000 0 ÷ 9999 Tempo che intercorre tra l'avviamento dell'ultimo motore e l'attivazione dell'uscita di fine avviamento motori. Usato se PM6 = 2. PG-17 : TIME INTERVAL DEACTIVATE OUT END MOTOR msec 1000 0 ÷ 9999 Tempo di attivazione dell'uscita di fine avviamento motori. Usato se PM6 = 2. PG-18 : BRIDGE CHANGE ABRASIVE POSITION - 0 0 ÷ 1 Posizione di cambio abrasivo
0 = finecorsa indietro.
1 = finecorsa avanti.Setup MACCHINA/IMPIANTO
Nome parametro Unità di misura Default Range Descrizione PM-01 : NUMBER OF SENSORS PIECE PRESENCE - 1 1 ÷ 3 Numero di sensori di presenza presenza pezzo. PM-02 : NUMBER POLISHING HEADS - 1 1 ÷ 21 Numero di teste . PM-03 : MACHINE LENGHT mm 0 0 ÷ 999999 Lunghezza macchina.
Nota : spazio tra il sensore di presenza pezzo e fine della macchina.PM-04 : MANAGEMENT CONVEYOR BELT - 0 0 ÷ 4 Controllo di velocità .
0: Nessun controllo , lettura della velocità .
1: Nessun controllo, lettura della velocità , comando out analogica .
2: Nessun controllo, lettura della velocità , comando out analogica, impostazione con potenziometro .
3: Controllo con retroazione da encoder ,lettura della velocità, comando out analogica, .
Start/Stop dallo strumento.
4:Controllo con retroazione da encoder ,lettura della velocità, comando out analogica , impostazione con potenziometro.
Start/Stop dallo strumento.PM-05 : BRIDGE MANAGEMENT - 0 0 ÷ 1 0: Nessun controllo.
1: Controllo con finecorsa minimo e massimo e rallentamento.
Nota : Il movimento avviene con almeno un pezzo in macchina.PM-06 : MANAGEMENT MOTOR ACTIVATION SEQUENCE - 0 0 ÷ 1 Sequenza avvio motori .
0: non abilitata.
1: abilitata.PM-07 : MANUAL/AUTOMATIC STATE MANAGEMENT - 0 0 ÷ 1 Stati macchina .
0: solo automatico.
1: manuale e automatico.PM-08 : ENABLE MANAGEMENT - 0 0 ÷ 1 Consenso all'avvio ( inp01 )
0: attivo.
1: non attivo .PM-09 : MAX BELT SPEED m/' 5.0 0 ÷ 5.0 Massima velocità del nastro trasportatore (PM4 > 0). PM-10 : AUTOMATIC BELT SPEED m/' 3.0 0 ÷ 5.0 Velocità del nastro trasportatore in automatico
Nota abilitato se PM4 > 0 .PM-11 : MANUAL BELT SPEED m/' 1.0 0 ÷ 5.0 Velocità del nastro in Jog
Nota : abilitato se PM4 > 0.PM-12 : BRIDGE START TYPE - 0 0 ÷ 1 Condizione di partenza del ponte in automatico .
0: Start assieme al nastro.
1: Start quando entra un pezzo .PM-13 : BRIDGE DELAY TIMER s 1.000 0 ÷ 999.0 Tempo di ritardo tra la partenza del nastro e la partenza del ponte. PM-14 : AUTOMATIC REDUCED BRIDGE SPEED % 5.0 0 ÷ 100.0 Velocità (%) automatico
Nota abilitato se PM5 = 1.PM-15 : MANUAL BRIDGE SPEED % 50.0 0 ÷ 100.0 Velocità ( % ) in Jog
Nota : abilitato se PM5 = 1.PM-16 : TIMER BRIDGE STOP ON LS s 2.000 0 ÷ 999.0 Tempo di fermata del ponte sui finecorsa massimo e minimo
Nota : abilitato se PM5 = 1.PM-17 : MACHINE ENTER TYPE - 0 0 ÷ 1 Direzione d'ingresso dei pezzi.
0: destra.
1: sinistra.Configurazione degli Ingressi Digitali
Nome parametro Default Indice Descrizione PI-01 : EMERGENZA 1 1 ÷ 100 Emergenza. PI-02 : MODO FUNZIONAMENTO (AVVIAMENTO MOTORI/DISCESA TESTE) 2 1 ÷ 100 Avviamento Motori/Discesa Teste. PI-03 : START MOTORI 3 1 ÷ 100 Start motori. PI-04 : AUSILIARI OK 4 1 ÷ 100 Ausiliari abilitati. PI-05 : START/STOP NASTRO TRASPORTATORE 5 1 ÷ 100 Start/Stop nastro trasportatore. PI-06 : CATENA DEI TERMICI 6 1 ÷ 100 Catena delle protezioni termiche. PI-07 : CARTER 7 1 ÷ 100 Protezioni. PI-08 : PRESSOSTATO 8 1 ÷ 100 Pressostato. PI-09 : SENSORE PRESENZA PEZZO 9 1 ÷ 100 Sensore Presenza pezzo. PI-10 : Sensore 1 CORREZIONE PEZZO 10 1 ÷ 100 Finecorsa 1 Correzione Pezzo. PI-11 : Sensore 2 CORREZIONE PEZZO 11 1 ÷ 100 Finecorsa 2 Correzione Pezzo. PI-12 : ALLARME INVERTER 12 1 ÷ 100 Fault Inverter. PI-13 : FINECORSA QUOTA MASSIMA PONTE 13 1 ÷ 100 Finecorsa Quota Massima Ponte. PI-14 : FINECORSA QUOTA MINIMA PONTE 14 1 ÷ 100 Finecorsa Quota Minima Ponte. PI-15 : FINECORSA RALLENTAMENTO QUOTA MASSIMA PONTE 15 1 ÷ 100 Finecorsa Rallentamento Quota Massima Ponte. PI-16 : FINECORSA RALLENTAMENTO QUOTA MINIMA PONTE 16 1 ÷ 100 Finecorsa Rallentamento Quota Minima Ponte. PI-17 : RESET PEZZI 17 1 ÷ 100 Reset Pezzi in lavorazione. PI-18 : COMANDO CAMBIO ABRASIVO 18 1 ÷ 100 Comando cambio abrasivo. PI-19 .. PI-24 - - Non utilizzato. Nota
Indice = 99 = Input OFF.
Indice = 100 = Input ON.Caricamento default
Scegliere uno dei Default :
Nota
Per il default elemento si passa prima da una pagina di selezione


Caricamento del default 
Ritorno pagina Tarature
La pagine delle tarature propone Menu:


Nome parametro Unità di misura Default Range Descrizione MEASURE mm 0.1 0 ÷ 99999.9 Indica lo spazio, in unità di misura, percorso dal nastro per ottenere gli impulsi encoder impostati sul parametro pulse. PULSE - 1 0 ÷ 999999 Indica gli impulsi moltiplicato 4 forniti dall'encoder del nastro per ottenere lo spazio impostato nel parametro measure.
Il rapporto tra measure e pulse è la risoluzione dell'encoder e deve avere valori compresi tra 1 e 0.000935.Procedura 1 Posizionare l'asse più indietro possibile e in modo tale che si riesca a segnare la posizione di partenza. 2 Azzerare il valore ENCODER con il tasto  .
.3 Spostare in jog l'asse nel verso positivo facendogli fare la maggior corsa possibile. 4 Impostare il valore del parametro PULSE con la cifra letta nel parametro ENCODER. 5 
Misurare lo spostamento reale dell'asse dalla quota di partenza segnata fino alla posizione raggiunta ed inserire la misura ottenuta nel parametro MEASURE.
Inserire il valore nell'unità di misura intera che si intende utilizzare in seguito.
Es. Se il valore misurato è di 115,3 mm, si deve inserire il valore 1153 se si desiderano i decimi di mm oppure il valore 11530 se si desiderano i centesimi di mm.
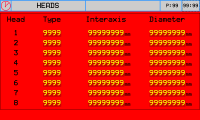
IMPORTANTE: per un corretto funzionamento del posizionatore, prestare attenzione di inserire un valore di MEASURE minore o al massimo uguale al valore di PULSE.Taratura teste
-
tipologia di lavoro
-
interassi teste
-
diametri utensili
La visualizzazione della pagina dipende dal parametro PM17 (direzione d'ingresso dei pezzi )
 oppure
oppure

Scegliere un gruppo di teste
 -
-  -
- 
Nome parametro Unità di misura Default Range Descrizione Tipo - - 0 ÷ 5 Modi di funzionamento della testa.
0: disabilitata
1: levigatrice
2: fresatrice
3: molatrice
4: spazzolatrice
5: getto aria/acquaInterasse mm - 0 ÷ 99999.0 Spazio tra il finecorsa presenza pezzo e il centro della testa. Diametro mm - 0 ÷ 99999.0 Diametro utensile. Taratura dell'offset del finecorsa " presenza pezzo"
Questa taratura serve per calcolare la differenza tra il punto di attuazione e il punto di disattivazione del finecorsa presenza pezzo .

-
Misurare la lunghezza di un pezzo ;
-
Introdurre la lunghezza nel campo Lung. Pz;
-
Dare Start al nastro ( lo strumento leggerà la lunghezza del pezz, utilizzando il finecorsa );
-
Lo strumento visualizzerà il valore di lunghezza del pezzo nel campo Lung. r. ;
-
Premere il tasto. Lo strumento calcolerà il valore di offset del fine corsa

Taratura dei finecorsa di correzione:( ? )
Nome parametro Unità di misura Default Range Descrizione Dist I2 mm - 0 ÷ 99999.0 Distanza tra il finecorsa di presenza pezzo e il primo sensore di correzione.
Nota
Introducendo “ 0 ” il sensore è disabilitato.Dist I3 mm - 0 ÷ 99999.0 Distanza tra fine corsa di presenza pezzo e il secondo sensore di correzione.
Nota
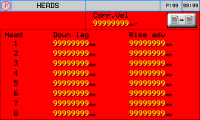
Introducendo “ 0 ” il sensore è disabilitato.Taratura correzioni intervento Testa
Questa sezione serve a tarare rispettivamente.
-
la velocità di riferimento per la correzione
-
l'anticipo discesa testa
-
il ritardo risalita testa
La pagina visualizzata dipende dal parametro PM17 ( direzione d'ingresso dei pezzi )
oppure
Premere sul gruppo di teste che si intende tarare per passare alla pagine dei dati.
 -
-  -
- 
Nome parametro Unità di misura Default Range Descrizione CORR. VEL m/' 3.0 0 ÷ 5.0 Velocità di riferimento (utilizzata per la correzione dinamica ). - - - Copia i valori ( Discesa/Salita ) di correzione dinamica della prima testa, su tutte le altre teste.
Nome parametro Unità di misura Default Range Descrizione Discesa ( downlag ) mm - -999.0 ÷ 999.0 Spazio positivo di anticipo o Spazio negativo di ritardo
della discesa della testa rispetto all'inizio del pezzo (alla velocità CORR.VEL ).Salita (risesdv) mm - -999.0 ÷ 999.0 Spazio positivo di ritardo o Spazio negativo di ritardo
della salita della testa rispetto alla fine del pezzo (alla velocità CORR.VEL).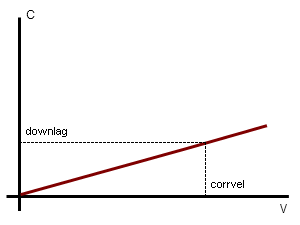
Grafico che illustra la correzione di spazio (anticipo o ritardo) della discesa testa, in funzione della velocità del nastro( velocità CORRVEL ).
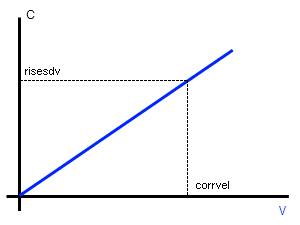
Grafico che illustra la correzione di spazio (anticipo o ritardo) della salita testa, in funzione della velocità del nastro ( velocità CORRVEL ).
HMI Settings

Nome parametro Default Range Descrizione LOGO ON OFF ÷ ON OFF: logo non visualizzato.
ON: logo visualizzato.LINGUA en_GB - en_GB : inglese
it_IT : italianoBUZZER ON OFF ÷ ON OFF: disabilitato.
ON: abilitato.DATA - - Inserire data ORA - - Inserire ora ORA LEGALE OFF OFF ÷ ON OFF: disabilitata.
ON: abilitata.Procedura di associazione “ Funzione - Tasti ”
Nome funzione Descrizione Default tasti — Nessuna funzione associata al tasto. PRINCIPALE Visualizza la pagina principale. INDIETRO Visualizza la pagina precedente a quella attuale. F7 MENU Visualizza la pagina di menu. F1. SETUP Accede alla sezione di setup. Funzione protetta da password. DIAGNOSTICA Visualizza la pagina di menu diagnostica. F5 HOMING Visualizza la pagina di homing. Non utilizzata in questa applicazione. ALLARMI Visualizza la pagina degli allarmi attivi. F6 ALLARMI ON Visualizza la pagina degli allarmi attivi solo se la macchina è in emergenza. RESET ALL. Comanda il reset degli alarmi. WARNING Visualizza la pagina dei warning. PROGRAMMI Accede alla sezione di editazione e scelta programma automatico. F3 RESET CONT. Azzera il conteggio encoder. RESET PEZZI Accede aalla sezione di scelta reset dei pezzi in macchina. F4 SETUP GEN. Accede alla sezione di setup generico. Funzione protetta da password.\\ F2. CAMBIO ABR. Comanda lo spostamento del ponte nella posizione di cambio abrasivo. Taratura del touch:
Tasto Descrizione 
Attiva la calibrazione del touch…seguire le istruzioni che vengono presentate sul display. Programmi di lavoro
 →
→ 
Toccare la riga per selezionare il programma
 e
e 
Scorrimento programmi. 
Scelta del programma. 
Apre il programma selezionato. Modifica programma di lavoro
→ 
I passi per compilare un programma automatico sono 4 :
1 - Toccare il nome del programma per modificarlo e utilizzare la tastiera che appare in pop-up.
2 - Scegliere se il programma è valido per tutte le teste oppure per ogni singola testa:
Note :
- se tutte le teste sono di tipo 1 - 4 - 5, oppure tutte di tipo 2 oppure tutte di tipo 3, è possibile scegliere entrambe le tipologie di validità;
- se è impostato un mix di tipologie 1 - 2 - 3 allora la scelta “Unico Valore” è disabilitata.Tasto Descrizione  : All Heads
: All HeadsI parametri della prima testa sono copiati in tutte le teste. Nota : I tasti di scorrimento sono disabilitati. : Single headI parametri di lavorazione sono impostabili per ogni singola testa.  e
e 
Scelta della testa ( Nota : dipendono dal parametro PM2 ). 3 - Impostazione dei parametri per ogni testa :
Parametri : levigatrice / spazzolatrice / getto aria/acqua:
Nome parametro Unità di misura Range Descrizione Anticipo(-)/Ritardo (+) discesa testa mm 0 ÷ 99999.0 Spazio negativo di ritardo oppure spazio positivo di anticipo tra l'inizio del pezzo e la discesa della testa. Anticipo(+)/Ritardo (-) salita testa mm 0 ÷ 99999.0 Spazio negativo di ritardo oppure spazio positivo di anticipo tra la fine del pezzo e la salita della testa. Parametri fresatrice:
Nome parametro Unità di misura Range Descrizione Distanza inizio pezzo / fresatura mm 0 ÷ 99999.0 Spazio tra l'inizio del pezzo e l'inizio della lavorazione di fresatura. Distanza fine pezzo / fresatura mm 0 ÷ 99999.0 Spazio tra la fine del pezzo e la fine della lavorazione di fresatura. Lunghezza fresatura mm 0 ÷ 99999.0 Spazio di fresatura. NB: Se uno dei due parametri di distanza è maggiore di zero, l'altro viene impostato automaticamente a -1 (valore di parametro disabilitato).
Parametri per la compensazione usura della mola:
Nome parametro Unità di misura Range Descrizione Metri lineari lavorati mm 0 ÷ 99999.0 Spazio oltre il quale viene attivata la compensazione usura mola . Tempo attivazione testa sec. 0 ÷ 99999.0 Tempo di attivazione ..la testa fa uno spazio in avanti per compensare l'usura della mola . 4 - Completato l'inserimento / modifica dei parametri, salvare il programma :
 .
.
Funzioni generiche
 →
→ 
Tasto Descrizione 
Passaggio alla pagina di scelta stato macchina. 
Passaggio alla pagina di scelta funzione start motori. 
Passaggio alla pagina di azzeramento pezzi in macchina. 
Attivazione funzione di spostamento ponte nella posizione di cambio abrasivo. Manuale/Automatico
 →
→ 
Tasto Descrizione : MANUALEImpostazione del manuale … accesso alla pagina dei movimenti manuali. : AUTOMATICOImpostazione dell'automatico… ritorno alla pagina principale. Manuale
In questa pagina :
-
Jog nastro trasportatore ( se PM4 > 2)
-
Visualizzazione velocità del nastro trasportatore
-
Visualizzazione dello stato dei fine corsa massimo/minimo/rallentamento del ponte
-
Jog ponte se PM5 = 1)
-
Rappresentazione dello stato della testa
-
Jog singola testa

Tasto Descrizione NASTRO e Jog nastro trasportatore. PONTE e Jog ponte. Tasto Descrizione 
Jog salita testa. 
Jog discesa testa. In manuale le teste sono disabilitate. Nota : i pezzi introdotti vengono rilevati ma non lavorati.
Reset pezzi
Con i dati di Default, premendo il tasto F4 si accede alle funzioni di Reset dei pezzi :
 →
→ 
Tasto Descrizione : TUTTIReset di tutti i pezzi . : SELEZIONEReset dei pezzi selezionati. Reset di tutti i pezzi

Tasto Descrizione 
Premere per resettare tutti i pezzi in macchina. Attendere che la funzione si completi. Reset di una selezione di pezzi
 -
- 
 -
-

Nome parametro Unità di misura Descrizione IN LAVORO - Pezzi dentro la macchina. SELEZIONATI - Numero dei pezzi selezionati per poi essere cancellati. e - Avanti /indietro pagine . Nota: le pagine che non contengono pezzi sono disabilitate. PEZZO - Numero del pezzo in macchina ( selezionare/deselezionare ). QI:Quota Inizio mm Spazio tra il sensore di rilevazione pezzo (INP_09) e l'inizio del pezzo. QF:Quota Fine mm Spazio tra il sensore di rilevazione pezzo (INP_09) e la fine del pezzo. L:Lunghezza mm Lunghezza del pezzo. TESTE - Indica le due teste tra le quali è posizionato il pezzo. Se il pezzo è tra le due teste compare il simbolo <> . Tasto Descrizione 
Reset pezzi selezionati.
Nota : attendere che il Reset si completi.
Start motori
Per Bernard : questa sezione la sto rifacendo tutta : scrivi che è in costruzione
Se il parametro PM6 = 1

-
INP_02 : Selettore attivazione teste (OFF) / avviamento motori (ON)
-
INP_03 : Start motori
-
OUT_22 : Uscita attivazione teste (OFF) / avviamento motori (ON)
-
OUT_23 : Fine avviamento
-
OUT_01…OUT21 : Comando teste 1…21
-
t1 : parametro PG13, tempo passaggio attivazione-avviamento
-
t2 : parametro PG15, tempo intervallo start motori
-
t3 : parametro PG14, tempo passaggio avviamento-attivazione
1 - Si attiva l'ingresso INP_02 e quindi lo strumento cambia il modo di funzionamento da attivazione teste ad avviamento motori. Tutte le uscite relative alle teste (OUT_01-OUT21) vengono disattivate.
2 - Dopo il tempo “t1” lo strumento attiva l'uscita OUT_22 e abilita il modo di funzionamento avviamento motori.
3 - All'attivazione dell'ingresso INP_03 si ha l'inizio delle procedura di partenza in cascata dei motori e si attiva l'uscita relativa alla prima testa abilitata in setup in ordine crescente.
4 - Trascorso il tempo “t2” si ha l'attivazione dell'uscita relativa alla successiva testa abilitata in setup.
5 - Trascorso il tempo “t2” si ha l'attivazione dell'uscita relativa alla successiva testa abilitata in setup.
6 - Nel caso in cui venga attivato nuovamente un comando di start motori (INP_03) questo non viene elaborato. Un nuovo comando di start sarà elaborato solo nel caso in cui lo strumento passi prima in modo funzionamento attivazione teste (INP_02 = OFF) e poi ritorni in modo funzionamento avviamento motori (OUT_22 = ON).
7 - Si attiva l'uscita dell'ultima testa abilitata e ha termine la procedura di start motori, segnalata dall'attivazione dell'uscita OUT_23.
8 - Si disattiva l'ingresso INP_02 e lo strumento cambia il modo di funzionamento da avviamento motori ad attivazione teste. Tutte le uscite relative alle teste (OUT_01-OUT21) e l'uscita OUT_23) vengono disattivate.
9 - Trascorso il tempo “t3” lo strumento disattiva l'uscita OUT_22 ed abilita il modo di funzionamento attivazione teste.
Se il parametro PM6 = 2

-
INP_03 : Start motori
-
OUT_23 : Fine avviamento
-
OUT_01…OUT21 : Comando teste 1…21
-
t2 : parametro PG15, tempo intervallo start motori
-
t3 : parametro PG16, tempo dopo l'attivazione dell'ultimo motore
-
t4 : parametro PG17, tempo di disattivazione OUT_23
1 e 2 - La macchina sta lavorando. Per far partire i motori l'operatore deve prima dare il consenso dalla pagina di START MOTORI.
3 - All'attivazione dell'ingresso INP_03 si ha l'inizio delle procedura di partenza in cascata dei motori e si attiva l'uscita relativa alla prima testa abilitata in setup in ordine crescente.
4 - Trascorso il tempo “t2” si ha l'attivazione dell'uscita relativa alla successiva testa abilitata in setup.
5 - Trascorso il tempo “t2” si ha l'attivazione dell'uscita relativa alla successiva testa abilitata in setup.
6 - Nel caso in cui venga attivato nuovamente un comando di start motori (INP_03) questo non viene elaborato. Un nuovo comando di start sarà elaborato solo nel caso in cui lo strumento senta che non è più presente l'ingresso di Ausiliari abilitati INP_04.
7 - Si attiva l'uscita dell'ultima testa abilitata e ha termine la procedura di start motori, parte il timer “t3”.
8 - Trascorso il tempo “t3” si attiva l'uscita di fine avviamento OUT_23. Parte il timer “t4”.
9 - Trascorso il tempo “t4” lo strumento disattiva l'uscita OUT_23 e tutte le uscite relative ai motori. Viene abilitato il modo di funzionamento attivazione teste.
NOTA : L'avviamento dei motori non è abilitato per le teste selezionate con modo di funzionamento 3, 4 e 5.
Diagnostica

Menu:
-
Diagnostica degli ingressi digitali
-
Diagnostica delle uscite digitali
-
Diagnostica dei conteggi
-
Diagnostica degli ingressi e uscite analogici
-
Informazioni di sistema
Diagnostica ingressi digitali

Nota : con assegnazione dei valori di Default :
ID Descrizione INP_01 Abilitazione Generale INP_02 Attivazione teste/Avviamento motori INP_03 Start motori INP_04 Ausiliari abilitati INP_05 Start nastro trasportatore INP_06 Protezioni termiche INP_07 Protezioni INP_08 Pressostato INP_09 Sensore Presenza Pezzo INP_10 Finecorsa 1 Correzione pezzo INP_11 Fine corsa 2 Correzione pezzo INP_12 Fault inverter INP_13 Finecorsa “Quota massima Ponte” INP_14 Finecorsa “Quota minima Ponte” INP_15 Finecorsa “Rallentamento Quota massima Ponte” INP_16 Finecorsa “Rallentamento Quota minima Ponte” INP_17 Reset pezzi in lavorazione INP_18 Comando spostamento ponte alla quota di cambio abrasivo Diagnostica uscite digitali
Premendo il tasto relativo alle uscite digitali si accede alla seguente schermata, ove è visualizzato lo stato di ciascuna uscita presente nell'hardware utilizzato.

ID Descrizione OUT_01 Testa 1 OUT_02 Testa 2 OUT_03 Testa 3 OUT_04 Testa 4 OUT_05 Testa 5 OUT_06 Testa 6 OUT_07 Testa 7 OUT_08 Testa 8 OUT_09 Testa 9 OUT_10 Testa 10 OUT_11 Testa 11 OUT_12 Testa 12 OUT_13 Testa 13 OUT_14 Testa 14 OUT_15 Testa 15 OUT_16 Testa 16 OUT_17 Testa 17 OUT_18 Testa 18 OUT_19 Testa 19 OUT_20 Testa 20 OUT_21 Testa 21 OUT_22 Avviamento motori OUT_23 Fine avviamento motori OUT_24 Allarme pezzi Diagnostica dei conteggi
Premendo il tasto relativo ai conteggi si accede alla seguente schermata.

Il led “ Z_INP ” rappresenta lo stato dell'ingresso Z (impulso di zero dell'encoder), non utilizzato nella presente applicazione .
Diagnostica degli ingressi e uscite analogici
Premendo il tasto relativo agli ingressi e uscite digitali si accede alla seguente schermata.

Le uscite analogiche sono espresse in Volt, l'ingresso analogico ha la doppia visualizzazione in bit e in percentuale.
Informazioni di sistema

-
Fw name : firmware presente nello strumento e checksum relativo;
-
Aux fw : firmware del controllore esterno di supporto;
-
Task time : tempo medio del ciclo della CPU con indicazioni sul Tempo Massimo e il Tempo Minimo di scansione;
-
CPU time : tempo totale da quando la CPU è nello stato di RUN (hh:mm)
-
Touch screen : rilevazione di tocco sullo schermo
Messaggi di allarme
Messaggio Causa Input Emergenza premuta Abilitazione. INP_01 Inverter in allarme Fault inverter. INP_12 Rottura encoder nastro Encoder nastro (Attivo solo con PM4 > 2 ). Protezioni termiche Protezioni termiche. INP_06 Porte aperte Protezioni. INP_07 Mancanza aria Presotato aria . INP_08 Pagina allarmi :
 →
→ 
 Rimuovere le cause che hanno provocato l'allarme. Premere il tasto per ripristinare . Nota : Storico allarmi, massimo = 60
Rimuovere le cause che hanno provocato l'allarme. Premere il tasto per ripristinare . Nota : Storico allarmi, massimo = 60
 →
→  . Reset = premere per 3 secondi
. Reset = premere per 3 secondi
Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -
-
- Ultima modifica: 2019/08/29 17:01