Questa è una vecchia versione del documento!
MDO_P1P44F-010: Manuale operatore
 |  |
1. Informazioni
1.1 Release
| |
|||
| Documento: | mdo_p1p44f-010 | ||
|---|---|---|---|
| Descrizione: | Manuale dell'operatore p1p44f-010 | ||
| Redattore: | Denis Dal Ronco | ||
| Approvatore | Giuliano Tognon | ||
| Link: | https://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p44/p1p44f-010/mdo_p1p44f-010 | ||
| Lingua: | Italiano | ||
| Release documento | Descrizione | Note | Data |
| 01 | Nuovo manuale | 27/08/2019 | |
| 02 | Aggiunta descrizione e pagina funzione calcolo asse Y | 31/03/2021 | |
| 03 | Aggiunta nuova funzionalità tornio | 09/02/2023 | |
1.1.1 Specificazioni
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM.
QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento.
Marchi registrati :
-
QEM® è un marchio registrato.
2. Caratteristiche generali
2.1 Descrizione
Lo strumento J1-P44-FB20 con il software applicativo P1P44F-010, è idoneo per automatizzare una macchina tipo: “fresa per la lavorazione della pietra”.
2.2 Lavorazioni
-
taglio singolo
-
taglio mattonelle
-
taglio inclinato 1)
-
profilatura
-
disegno dei profili con Mini Cad interno
-
disegni dei profili con Cad su PC e importazione sullo strumento con programma “ Profile Importer 8” con chiavetta USB o LAN
-
spianatura Tavola
-
tornitura
2.3 Opzioni
-
il tavolo W può essere motorizzato o manuale
-
l'asse H può esserci o non esserci, se c'è può essere manuale o motorizzato o solo meccanico (senza encoder)
2.4 Caratteristiche
-
Comando degli assi con:
-
normale posizionamento
-
con conclusione del posizionamento con “tecnica ad impulsi”, che consente di ottenere una maggiore precisione, nel caso le inerzie meccaniche tendessero a far sbagliare il posizionamento.
Se a causa della meccanica e della tipologia di inverter, la parte conclusiva del posizionamento non fosse corretta, lo strumento per superare questo problema, mette a disposizione questa funzionalità.
Tipicamente, viene utilizzata sull'asse Tavola o W, sul quale possono essere caricati pesi fra loro molto diversi…causando uno spazio di inerzia NON costante.
-
Allarme sollevamento ponte: Se dovesse accadere che l'asse Z, premendo verso il basso sollevasse il ponte, un finecorsa installato sul ponte e collegato all'ingresso I67 scatenerà l'allarme.
-
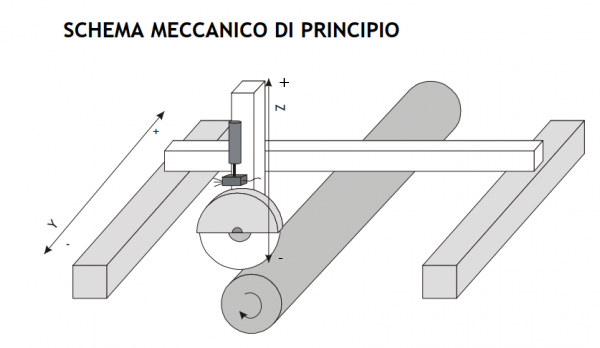
Gestione degli assi X Y Z + W (rotazione Tavola) + H (inclinazione disco).
L'encoder H è collegato allo strumento J1-P44-FB20, mentre gli encoder X Y Z + W sono collegati ai moduli RMC1S
-
Possibilità di correggere gli errori della meccanica degli assi W e H, mettendo a disposizione n.8 settori di linearizzazione.
-
Disponibile una tabella nella quale è possibile impostare il diametro e giri massimi del disco di taglio.
-
Misurazione e visualizzazione della corrente del disco di taglio; è consentita l'impostazione della corrente massima.
2.5 Lavorazioni eseguibili

Taglio multiplo
Taglio mattonelle
Taglio inclinato
Profilatura
Spianatura3. Hardware
J1-P44-FB20 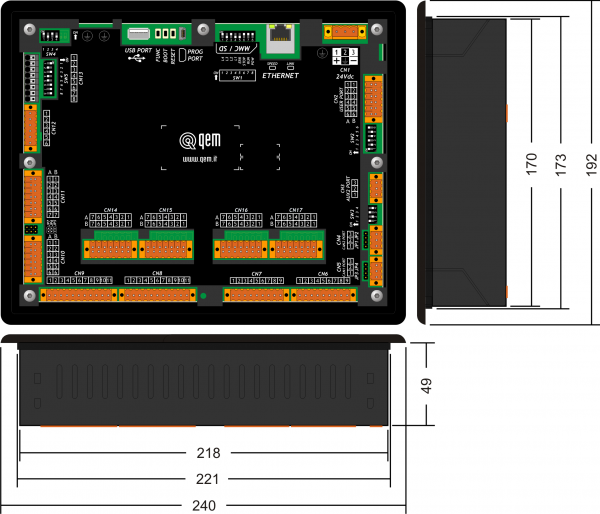

J1-P44-Fx:Manuale di Installazione e Manutenzione RMC-1SC01E1/DP1/24Vdc 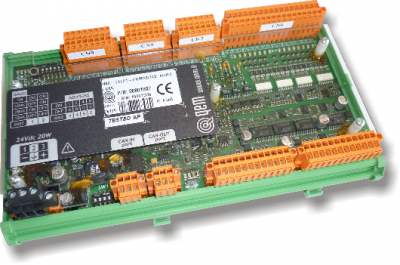
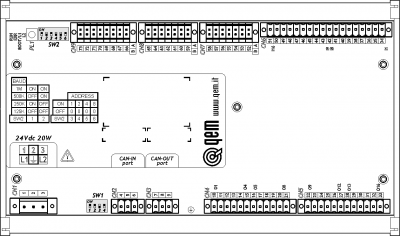
RMC-1SC01:Manuale di Installazione e Manutenzione 3.1 Tasti Funzione e LED
Tasto Icona Funzione Led Tasto Icona Funzione Led F1 
Start ciclo - F4 
Semiautomatico = ON Semiautomatico attivo F2 
Stop ciclo - F5 
Alarm = ON Presenza allarme F3 
Restart - F6 
Uscita - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
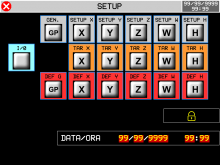
3.2 Simboli e tasti
Buttone Descrizione ———————– Simboli barra superiore Descrizione 
Premere per confermare 
In inizializzazione 
Selezione 
Emergenza 
Pagina precedente 
Manuale 
Pagina successiva 
Homing attivo 
Area riservata 
Semiautomatico 
Apri file da USB 
Automatico - ciclo OFF 
Salva 
Automatico - ciclo ON 
Anteprima lavorazione 
Modalità taratura 
Setup Protetto/Sprotetto I dati in giallo sono modificabili 3.3 Startup
START
Lo strumento è in attesa dell'attivazione dell'ingresso
“ausiliari attivati”1) per passare automaticamente
alla pagina successiva
Importante: premendo il tasto
è possibile navigare sull'HMI, con la macchina ferma
HOMING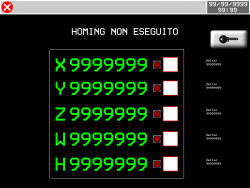
OPPURE
F6
per uscire
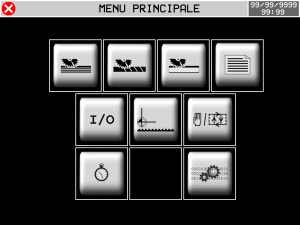
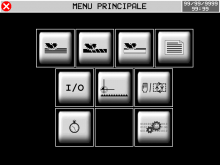
MENU PRINCIPALE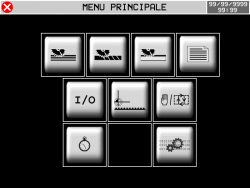
1) Sono le alimentazioni 24 Volt dc dei moduli RMC1S, dei finecorsa, degli encoder, dei relé, ecc.4. Menu Principale
F6 










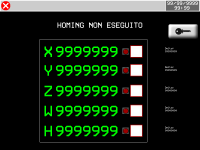





5. Homing
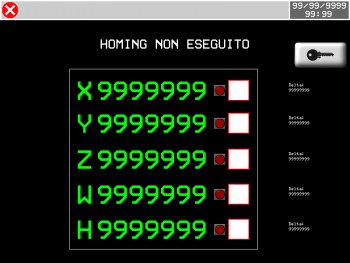

Asse inserito nella procedura di homing 
Homing OK 
Asse non inserito nella procedura di homing 
Homing non OK 
Delta errore rispetto all'homing precedente 
Eseguire SEMPRE l'homing prima di passare alla pagina MANUALE.
la mancata esecuzione dell'homing pregiudica le funzionalità della macchina.5.1 Procedura di Homing
-
Attivare il MANUALE
-
Verificare che non ci siano ALLARMI
-
Selezionare gli assi ai quali fare l'Homing
-
Premere START (I10) oppure F1
-
Se gli Homing sono stati eseguiti correttamente, si accende il led verde
-
Se durante la procedura di Homing si è verificato un errore si accende il led rosso
-
Verificare che il delta errore (numero che compare accanto ad ogni asse) sia = 0 (circa)
5.2 Delta errore
Con questo dato si indica il Delta Errore rispetto all'homing precedente, con questo valore si potrà controllare facilmente se un encoder è buono oppure è guasto.
Procedura:
-
fare un homing 1)
-
muovere l'asse in manuale, numerose volte avanti e indietro
-
poi, senza spegnere la macchina, rifare l'homing
-
il secondo homing farà assumere a questo numero, un significato “importante”, ovvero: ci informerà di quanto è lo scostamento del conteggio rispetto alla posizione fisica reale della macchina
-
Se l'encoder conta bene, questo scostamento dovrà essere = 0
-
Poi, nella pratica, questo numero probabilmente non sempre sarà proprio = 0 a causa dalla tolleranza del fine corsa utilizzato per fare l'homing
-
Ripetendo l'homing diverse volte però, ci si potrà rendere conto se il numero evidenzia un encoder guasto, oppure un errore dato dalla tolleranza del fine corsa
-
un errore piccolo abbastanza ripetitivo, evidenza la tolleranza del fine corsa
-
un errore grande, denuncerà con evidenza, un problema all'encoder
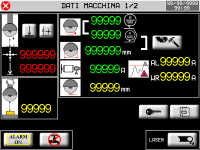
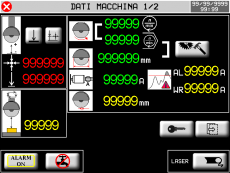
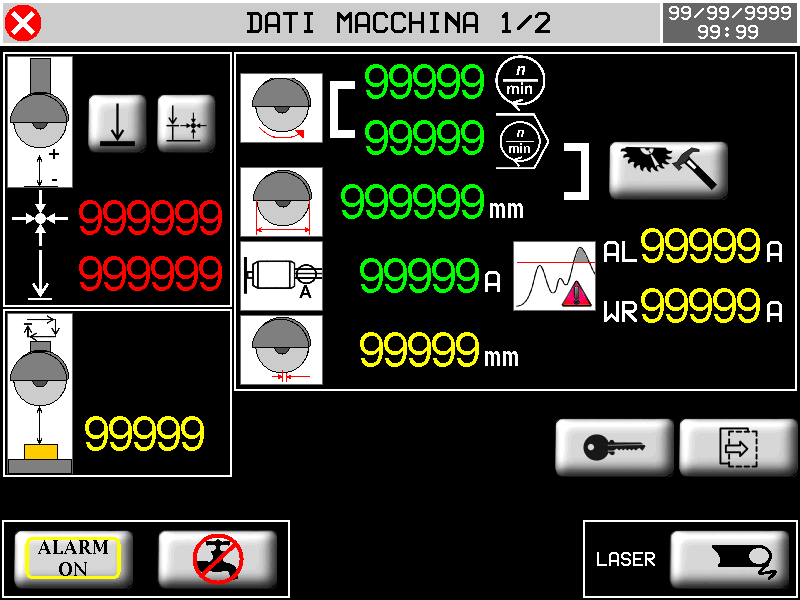
1) La prima volta che si fa un homing (dopo l'accensione dello strumento), questo numero non ha un'utilità6. Dati macchina
MENU PRINCIPALE

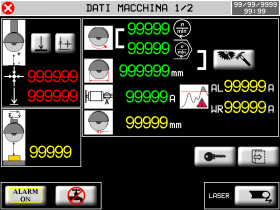



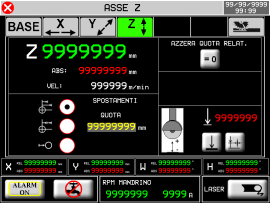
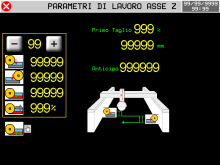
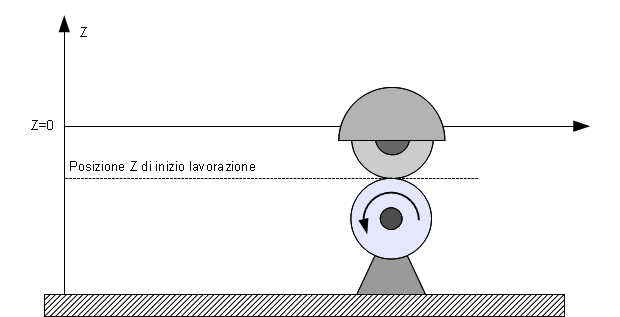
Impostazione Minima posizione Z

Impostazione automatica Minima posizione Z

Impostazione QUOTA DI SICUREZZA

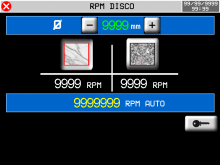
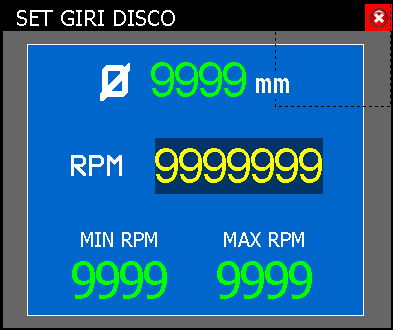
 RPM Disco
RPM Disco  Diametro disco Impostazione diametro e RPM
Diametro disco Impostazione diametro e RPM  Assorbimento corrente del disco
Assorbimento corrente del disco 
AL : Impostazione corrente massima
WR : Impostazione soglia di preallarme Impostazione spessore disco
Impostazione spessore disco  Posizione fuori ingombro
Posizione fuori ingombro  Posizione di parcheggio
Posizione di parcheggio  Posizione cambio utensile
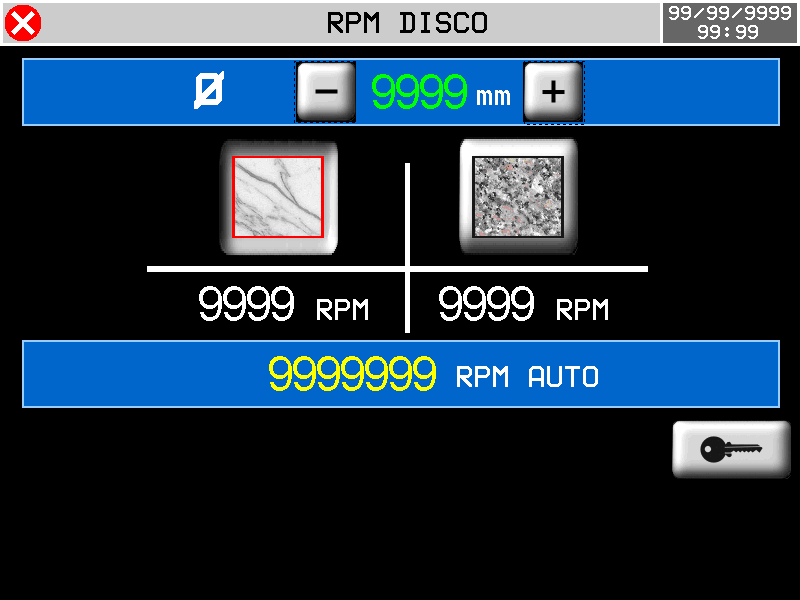
Posizione cambio utensile DIAMETRO DISCO E RPM  Diametro disco
Diametro disco  Marmo
Marmo  Granito
Granito  RPM automatici in base al diametro disco - Impostazione di un override RPM
RPM automatici in base al diametro disco - Impostazione di un override RPM 7. Barra inferiore

 : Allarme flussostato attivo
: Allarme flussostato attivo
 : Allarme flussostato disattivo
: Allarme flussostato disattivo  : EV acqua disattiva
: EV acqua disattiva
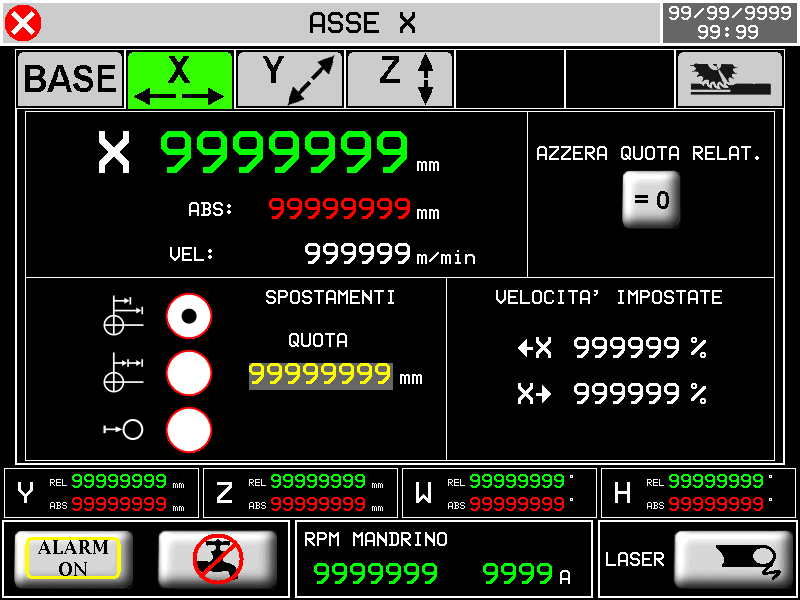
 : EV acqua attiva SPINDLE RPM
: EV acqua attiva SPINDLE RPM 
Ø : Diametro attuale
RPM : Impostare i giri desiderati
MIN RPM : Minimo valore impostabile
MAX RPM : Massimo valore impostabile99999 A Assorbimento istantaneo di corrente del mandrino. Se appare il simbolo WRN sopra l'indicazione dell'assorbimento di corrente, significa che è stata superata la soglia di pre-allarme.  : EV laser disattiva
: EV laser disattiva
 : EV laser attiva
: EV laser attiva 8. Manuale/Semiautomatico
F6















Posizione fuori ingombro Posizione di parcheggio Posizione cambio utensile

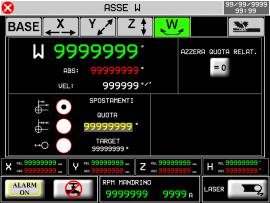
SET POSIZIONE TARGET -  POSIZIONE TARGET ASSOLUTA
POSIZIONE TARGET ASSOLUTA
- POSIZIONE TARGET INCREMENTALE
POSIZIONE TARGET INCREMENTALE
- POZIZIONE TARGET 0
POZIZIONE TARGET 0 Azzera posizione relativa


Compensazione disco
 OFF
OFF
 ON
ON 
Quota minima Z
Autoapprendimento quota minima Z






Autoapprendimento posizioni X 
X Posizione START taglio 
X Posizione FINE taglio 
Singola passata 
Taglio a greca 
Profondità taglio Set dati del taglio a greca (max 10)
 01
01 

% Riduzione velocità del primo taglio 
Calata avanti (X+) 
Calata indietro (X-) Direzione ultimo taglio




Profondità ultima calata 
% Riduzione velocità dell'ultimo taglio 8.1 Esecuzione di un Semiautomatico
-
Assicurarsi di essere in manuale
-
F4 →
-
tasto START esterno (I10) oppure F1
-
l'asse raggiunge la quota impostata oppure viene eseguito il taglio singolo.
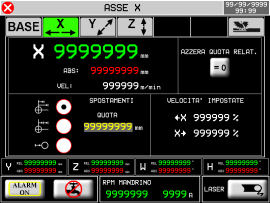
9. Azzeramento assi
La funzione di azzeramento assi resetta le quote RELATIVE
-
Assicurarsi di essere in manuale
F3

-
X - : tenere premuto per azzerare il conteggio asse X
-
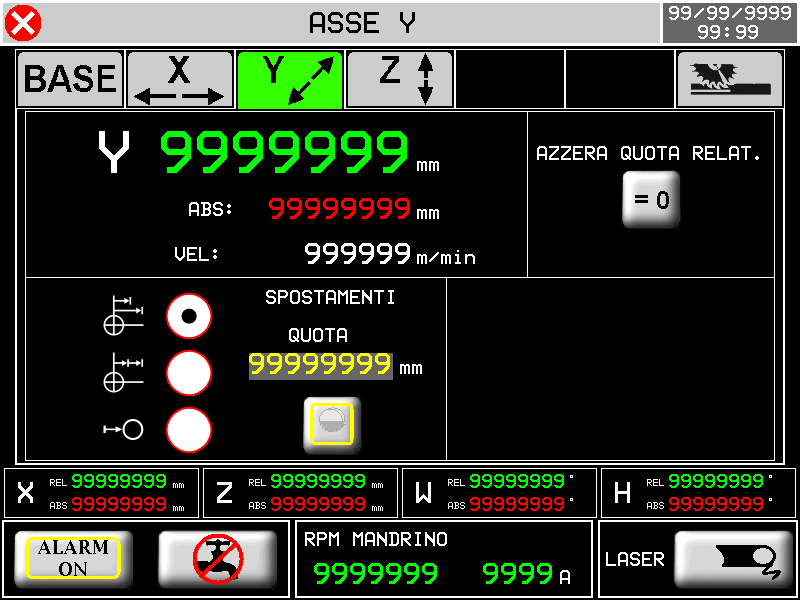
Y - : tenere premuto per azzerare il conteggio asse Y
-
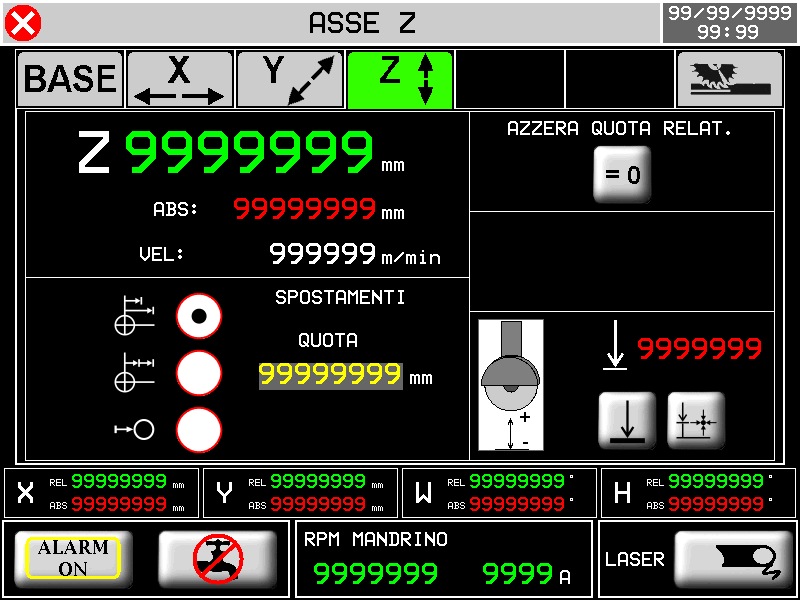
Z - : tenere premuto per azzerare il conteggio asse Z
-
F6 - Uscita dalla pagina
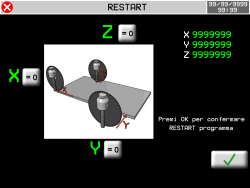
10. Restart lavorazione
La funzione di restart fa ripartire la lavorazione caricata dall'inizio
-
Assicurarsi di essere in manuale
-
Assicurarsi di essere in una delle pagine di lavorazione
F3
in caso di taglio lastre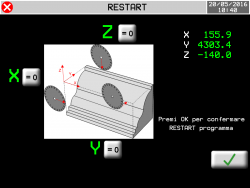
in caso di profilatura-
OK -
 : premere per confermare il restart e uscire dalla pagina
: premere per confermare il restart e uscire dalla pagina -
F6 - Uscita dalla pagina senza conferma
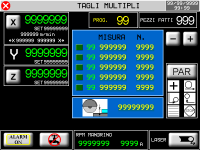
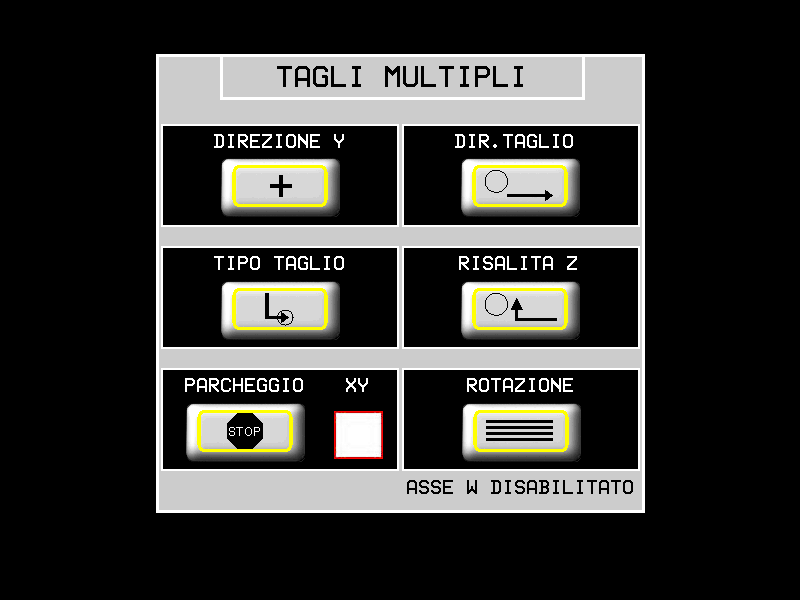
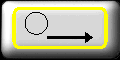
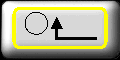
11. Tagli multipli/automatico
F6








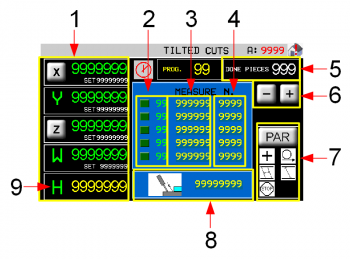
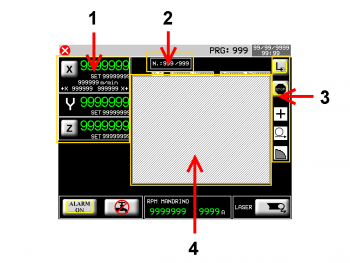
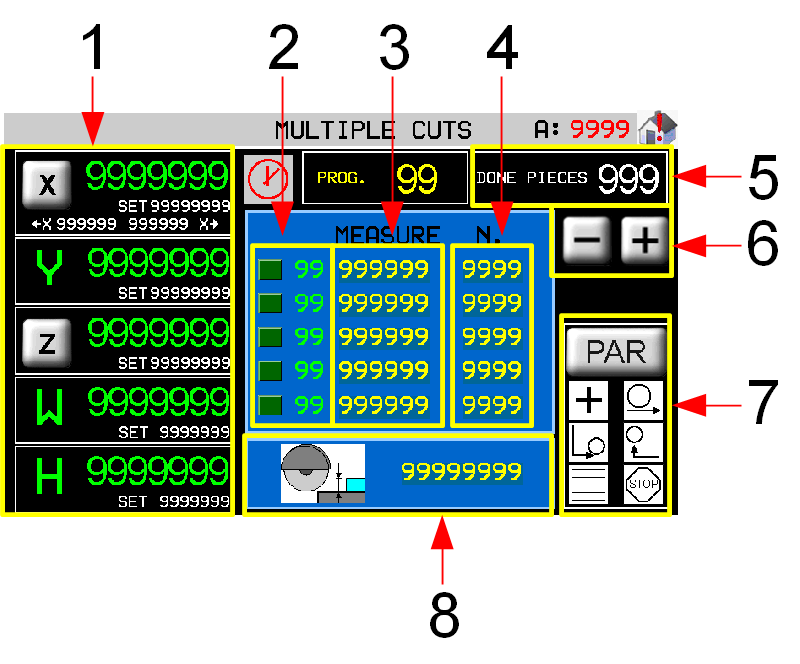
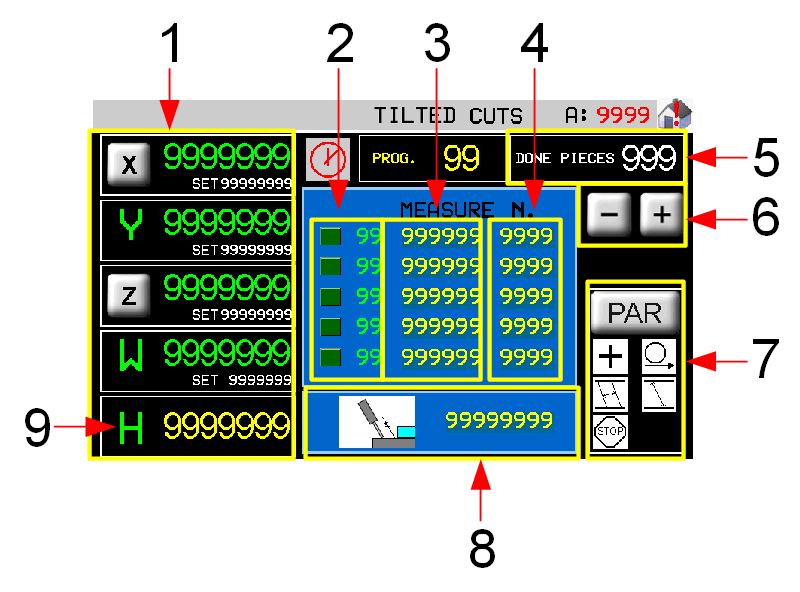
11.0.1 Senza rotazione tavola

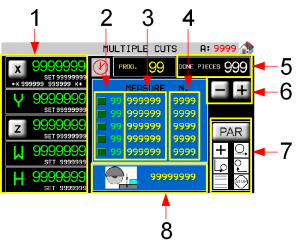
1 Posizioni attuali e quote target assi
2 Passo di lavoro attuale
3 Ampiezza del taglio (Y)
4 Numero di tagli da eseguire
5 Contapezzi
6 Scroll della lista tagli (1-10)
7 Parametri della lavorazione
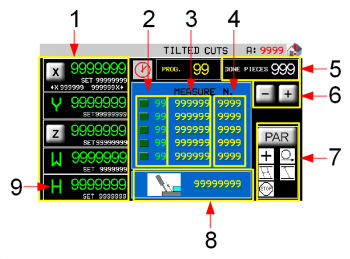
8 Profondità di taglio (Z)11.0.2 Con rotazione tavola

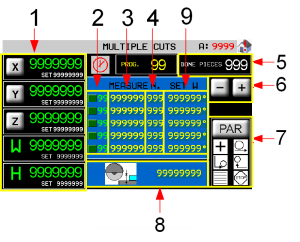
1 Posizioni attuali e quote target assi
2 Passo di lavoro attuale
3 Ampiezza del taglio (Y)
4 Numero di tagli da eseguire
5 Contapezzi
6 Scroll della lista tagli (1-10)
7 Parametri della lavorazione
8 Profondità di taglio (Z)
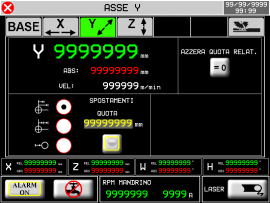
9 Rotazione dela Tavola (W)11.0.3 Pagina della posizione finale dell'asse Y
Premendo sulla misura
lo strumento calcola e visualizza la posizione dell'asse Y alla fine di tutti gli spostamenti scritti nel programma di lavoro + tutti gli spessori lama.
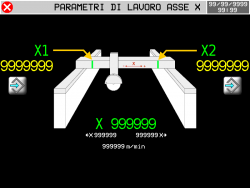
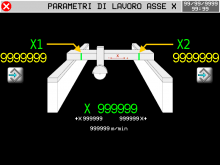
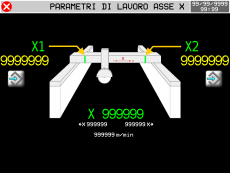
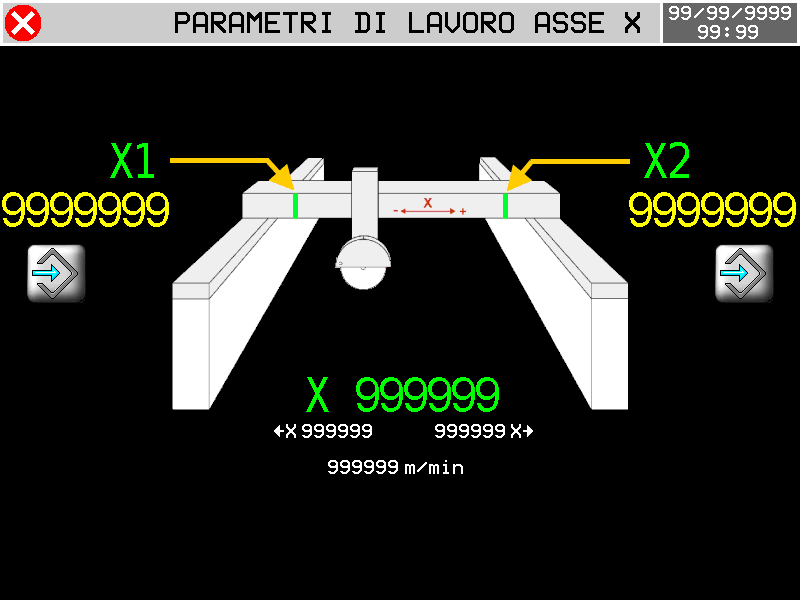
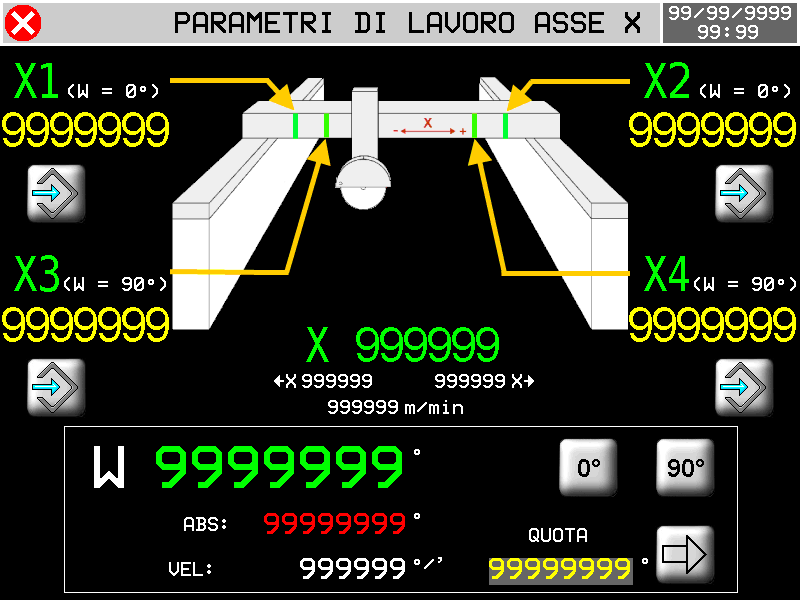
11.0.4 Parametri degli assi

SENZA ROTAZIONE TAVOLA
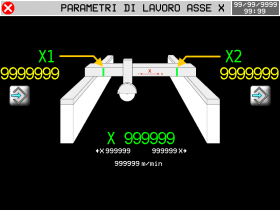
CON ROTAZIONE TAVOLA
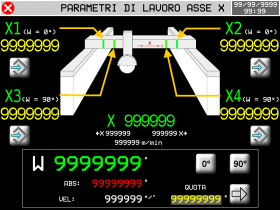
 Autoapprendimento delle posizioni X1 + X2 = Tavola (W) a 0°…..X3 + X4 = Tavola (W) a 90°
Autoapprendimento delle posizioni X1 + X2 = Tavola (W) a 0°…..X3 + X4 = Tavola (W) a 90°
N.B. il disco deve uscire dalla lastra prima di apprendere le quote X1 - X2 oppure X3 - X4.
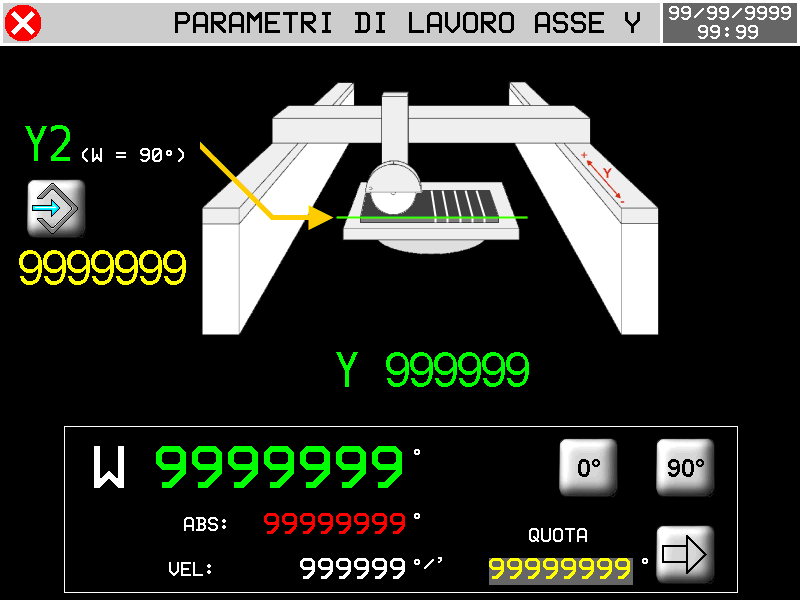
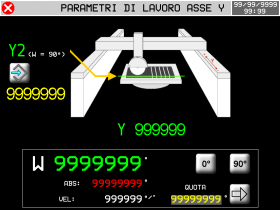 Autoapprendimento posizione Y2 = Posizione di start con Tavola (W) a 90°
Autoapprendimento posizione Y2 = Posizione di start con Tavola (W) a 90° Inizio taglio X Fine taglio X W Spostamento rapido del Tavola 


Quota immediata : 0°
Quota immediata : 90°
Quota immediata impostata

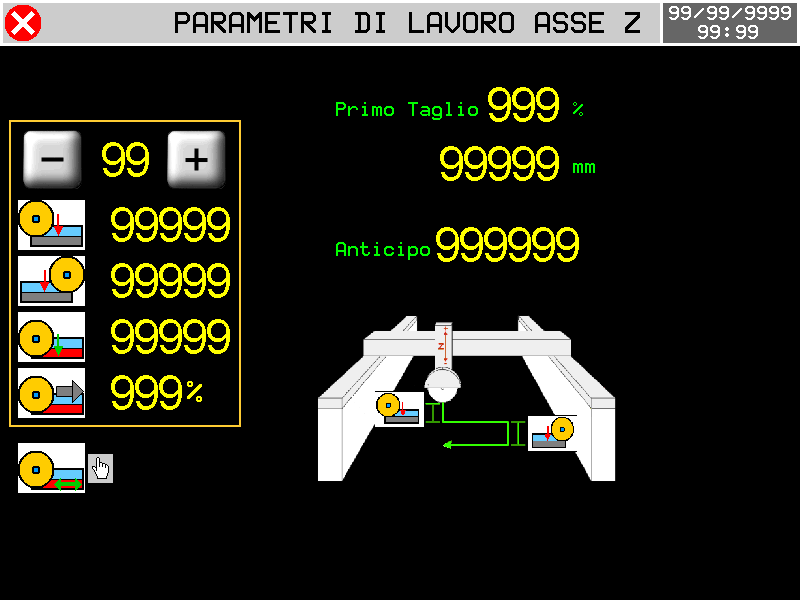
Set dei dati di calata
0 ~ 10 Direzione ultimo taglio
Calata avanti (X+) Calata indietro (X-) Profondità ultimo taglio % Riduzione velocità ultimo taglio Primo Taglio → % (percentuale) velocità del primo taglio Primo Taglio → Quota del primo incremento del taglio a passate. Anticipo → Spazio prima del FC software X quando Z comincia la calata 11.0.5 Parametri di lavorazione


DIREZIONE Y POSITIVA Lo spessore pezzo è fatto con Y che si incrementa

NEGATIVA Lo spessore pezzo è fatto con Y che si decrementa

DIREZIONE TAGLIO X+ Solo avanti

BILATERALE a greca

TIPO DI TAGLIO SINGOLO una passata

A CALATE multipassata

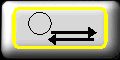
RISALITA Z Risalita Z quando X è nella POSIZIONE INDIETRO

X e Z escono dalla lastra INSIEME

FINE CICLO Gli assi SI FERMANO una vola finito il ciclo

Il disco va in PARCHEGGIO alla fine del ciclo

XY
Assi X e Y in parcheggio uno dopo l'altro
Assi X e Y in parcheggio contemporaneamente.ROTAZIONE SENZA ROTAZIONE TAVOLA

CON ROTAZIONE TAVOLA

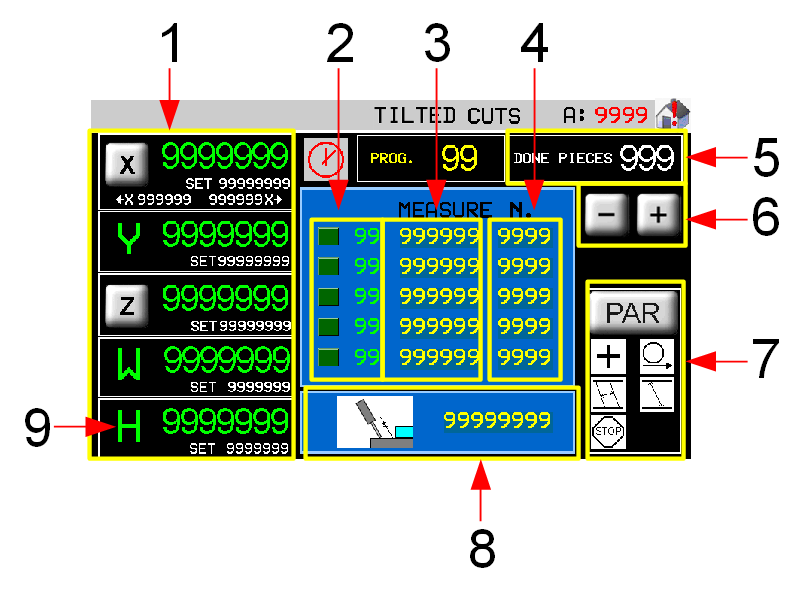
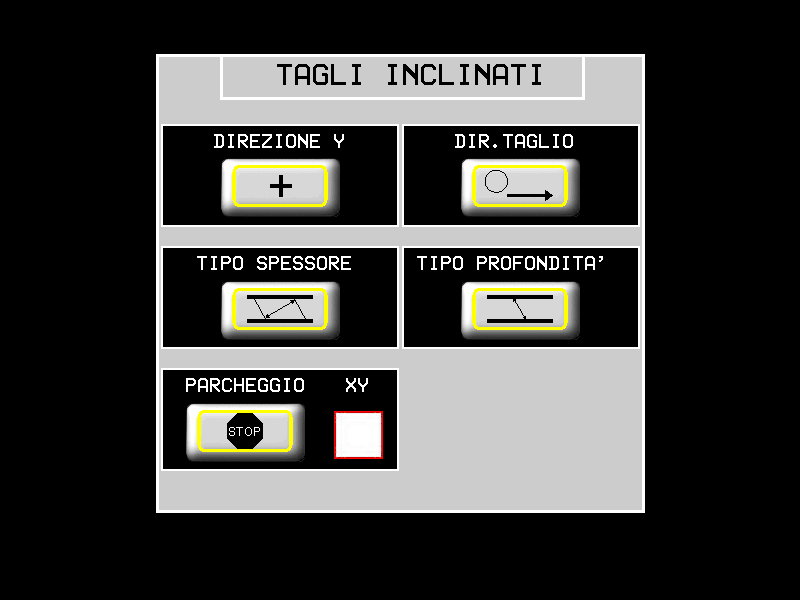
12. Tagli inclinati/automatico
F6 

Asse H senza ENCODER

1 Posizioni attuali e quote target assi
2 Passo di lavoro attuale
3 Ampiezza del taglio (Y)
4 Numero di tagli da eseguire
5 Contapezzi
6 Scroll della lista tagli (1-10)
7 Parametri della lavorazione
8 Profondità di taglio (Z)
9 Angolo di taglio impostabile (I) Parametri degli assi - vedi Tagli Multipli Asse H con ENCODER
1 Posizioni attuali e quote target assi
2 Passo di lavoro attuale
3 Ampiezza del taglio (Y)
4 Numero di tagli da eseguire
5 Contapezzi
6 Scroll della lista tagli (1-10)
7 Parametri della lavorazione
8 Profondità di taglio (Z)
9 Angolo di taglio (I) Parametri degli assi - vedi Tagli Multipli 12.0.1 Pagina della posizione finale dell'asse Y
Premendo sulla misura
lo strumento calcola e visualizza la posizione dell'asse Y alla fine di tutti gli spostamenti scritti nel programma di lavoro + tutti gli spessori lama.
12.0.2 Parametri di lavorazione

DIREZIONE Y POSITIVA Lo spessore pezzo è fatto con Y che si incrementa
NEGATIVA Lo spessore pezzo è fatto con Y che si decrementa
DIREZIONE TAGLIO X+ Solo avanti
BILATERALE a greca
TIPO DI AMPIEZZA Spessore a 90° rispetto al taglio
Spessore PARALLELO alla superficie della lastra

TIPO PROFONDITA' Profondità = lungo il disco

Profondità = 90° rispetto alla superficie della lastra

FINE CICLO Gli assi SI FERMANO una vola finito il ciclo
Il disco va in PARCHEGGIO alla fine del ciclo
XY
Assi X e Y in parcheggio uno dopo l'altro
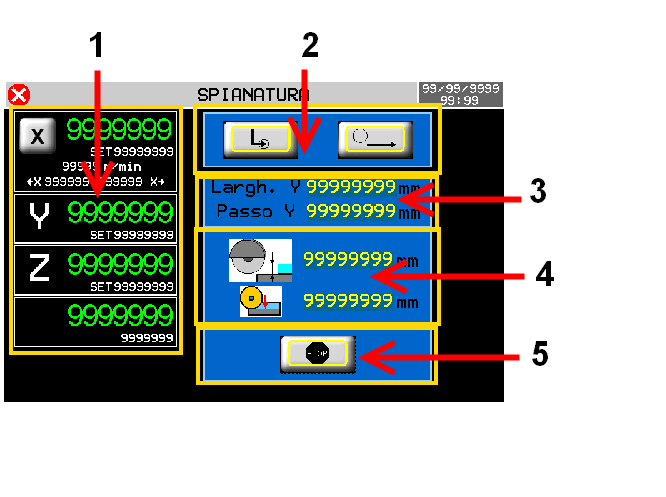
Assi X e Y in parcheggio contemporaneamente.13. Spianatura
 F6
F6


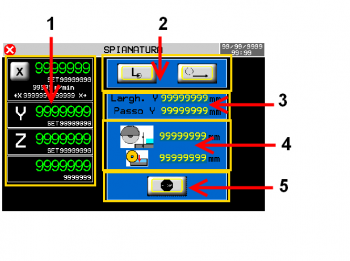
1 Posizioni attuali e quote target assi
2 Parametri della lavorazione
3 Ampiezza della superfice e del passo
4 Profondità del taglio e incremento
5 Parcheggio a fine lavorazione13.0.1 Dati della lavorazione
Largh. Y Larghezza totale della parte che deve essere spianata. Passo Y Valore del passo che compie l'asse Y dopo ogni taglio. Profondità Z

Profondità del taglio.
Usato se è impostato il taglio a calate.Passo Z

Valore del passo che compie l'asse Z ad ogni passata.
Usato se è impostato il taglio a calate.
13.0.2 Parametri degli assi
Autoapprendimento delle posizioni X1 + X2 = Finecorsa software di taglio
N.B. il disco deve uscire dalla lastra prima di apprendere le quote X1 - X2
13.0.3 Parametri di lavorazione
TIPO DI TAGLIO SINGOLO una passata
A CALATE multipassata
DIREZIONE TAGLIO X+ Solo avanti
BILATERALE a greca
DIREZIONE Y POSITIVA Lo spostamento di Y avviene nel verso positivo
NEGATIVA Lo spostamento di Y avviene nel verso negativo
FINE CICLO Gli assi SI FERMANO una vola finito il ciclo
Il disco va in PARCHEGGIO alla fine del ciclo
14. Programmazione ed esecuzione dei profili
F6




ESECUZIONE


14.1 Filtro della lista programmi
 Usando il filtro della lista programmi è possibile visualizzare velocemente il programma desiderato, senza scorrere l'intera lista. Il sistema prevede due tipi di filtraggio che possono essere combinati insieme:
Usando il filtro della lista programmi è possibile visualizzare velocemente il programma desiderato, senza scorrere l'intera lista. Il sistema prevede due tipi di filtraggio che possono essere combinati insieme:
-
Filtro sulla descrizione programmi
-
Filtro del tipo programma
Cosa significa “Tipo programma” :
Tipo Descrizione 0 Mostra tutti i programmi 1 Mostra solo programmi di profilatura 2 Mostra solo programmi di fresatura Non abilitati in questa versione 3 Mostra solo programmi di taglio poligoni Non abilitati in questa versione 14.2 Profili

 F6
F6














14.2.1 Profili - CAD




Ripeti sagoma 
Specchia sagoma Z0 = origine
Coordinata Y = 0
Zoom in 
Zoom out 
Adatta allo schermo 
 000
000 
Scorrere per scegliere il tratto desiderato 
Aggiungi un tratto 
Inserisci un tratto 
Cancella un tratto 
Proprietà del tratto


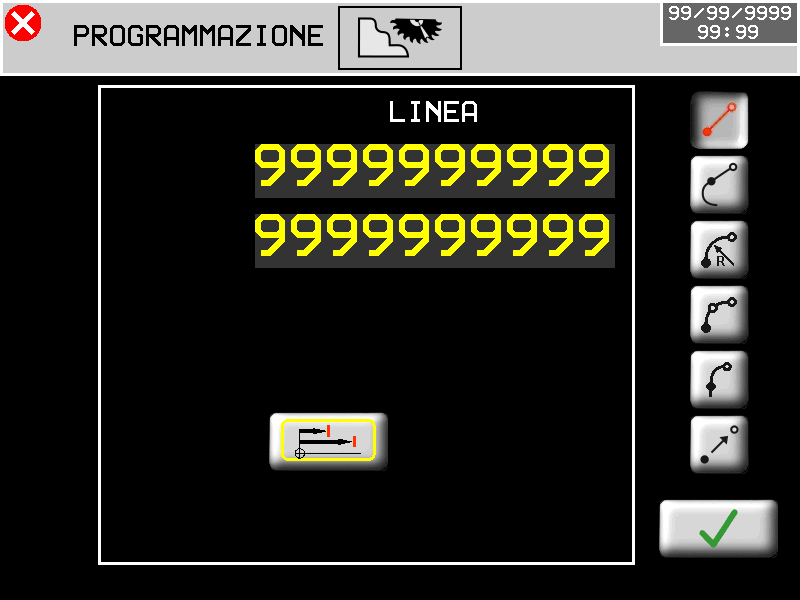
Tipi di tratto 






Assoluto
le coordinate finali sono assolute rispetto all'origine
Incrementale
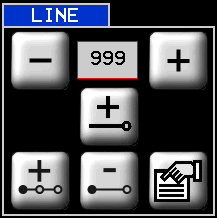
le coordinate finali sono relative rispetto alla fine del tratto precedente- - - - - - - - - - - - - - - - - - LINEA


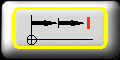
Inserire le coordinate finali LINEA TANGENTE


Inserire la coordinata Y 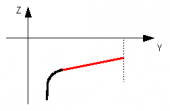
Inserire la coordinata Z 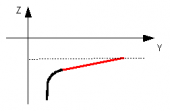
Inserire L = lunghezza 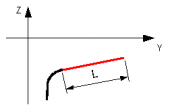
ARCO CON RAGGIO


Inserire le coordinate finali e il raggio
MINIMO è il minimo raggio possibile orario
orario 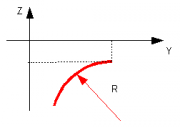
 antiorario
antiorario 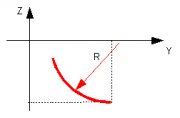
Scelta della direzione della curva
 orario OPPURE
orario OPPURE  antiorario
antiorario
 arco breve OPPURE
arco breve OPPURE  arco lungo
arco lungo
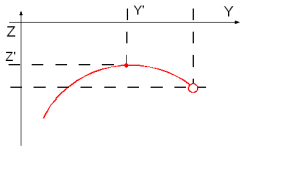
Il programma mostra il minor valore di raggio possibileARCO PER 3 PUNTI


Inserire le coordinate del punto finale e del punto intermedio
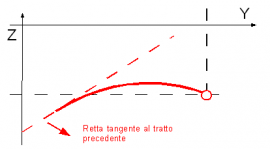
ARCO TANGENTE


Inserire le coordinate del punto finale
TRASFERIMENTO


Tratto di spostamento senza tagli. Inserire le coordinate del punto finale
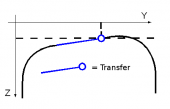
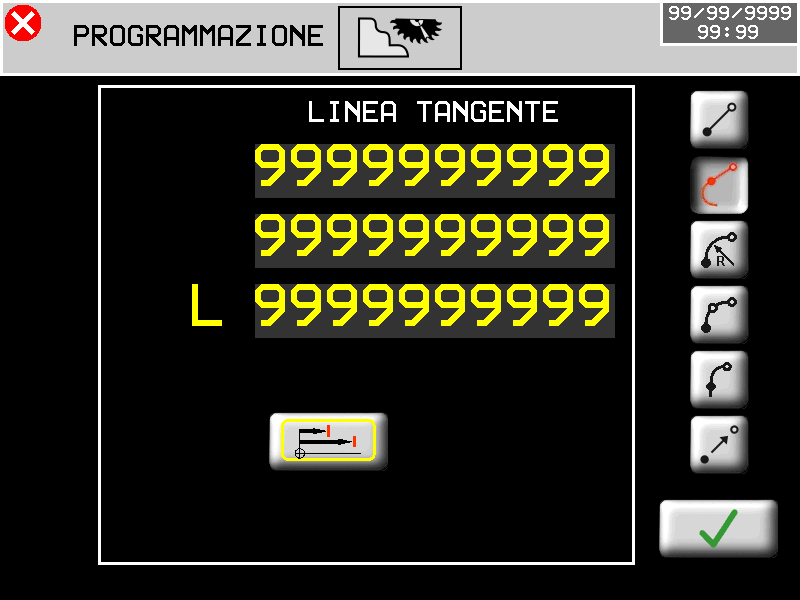
Il software corregge automaticamente i sottosquadra. 14.2.2 Profili - parametri




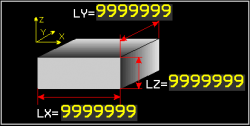
Dimensioni del massello. Come opzioni è possibile inserire
le dimensioni del massello. Questo sarà disegnato in grigio nelle
pagine di CAD e di anteprima lavorazione.
Sovra Materiale sul profilo

Direzione di taglio solo verso X+
Taglio bilaterale
Direzione incremento asse Y
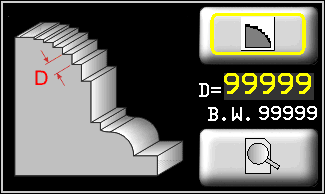
Distribuzione dei tagli
Tipo strategia

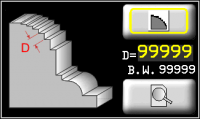
Spessore del disco

Anteprima dei tagli


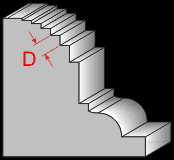
Distribuzione lungo il profilo


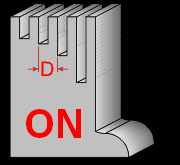
Distribuzione lungo l'asse Y
ON: taglio garantito sui punti notevoli

Distribuzione lungo l'asse Y
OFF: i punti notevoli non vengono processati
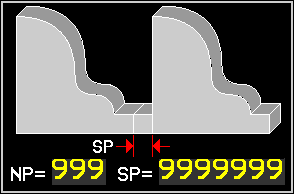
Ripetizione lavorazione
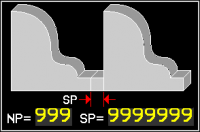
NP = Numero di ripetizioni
SP = Spazio tra le ripetizioni15. Esecuzione
15.1 Esecuzione di un programma
F6

Scegliere e selezionare il programma per visualizzare l'anteprima
ESECUZIONE
15.1.1 Esecuzione di un profilo
1 Posizioni attuali e quote target assi
2 Sagoma in esecuzione
3 Parametri della lavorazione
4 Anteprima della sagoma disegnata15.1.2 Parametri degli assi
Autoapprendimento delle posizioni X1 + X2 = Finecorsa software di taglio 
Set dei dati di calata
0 ~ 10 Direzione ultimo taglio
Calata avanti (X+) calata indietro (X-) Profondità ultimo taglio % Riduzione velocità ultimo taglio Primo Taglio
% Riduzione velocità del primo taglioAnticipo
Spazio prima del FC software X quando Z comincia la calata15.1.3 Parametri di lavorazione
TIPO DI TAGLIO SINGOLO una passata

A CALATE multipassata

FINE CICLO Gli assi SI FERMANO una vola finito il ciclo

Il disco va in PARCHEGGIO alla fine del ciclo

I seguenti simboli sono in sola visualizzazione
Sono programmati nelle apposite pagine di parametri.DIREZIONE Y POSITIVA Il taglio successivo è fatto con Y che si incrementa

NEGATIVA Il taglio successivo è fatto con Y che si decrementa

DIREZIONE TAGLIO X+ Solo avanti

BILATERALE a greca

STRATEGIA TAGLI LUNGO IL PROFILO

TAGLI LUNGO Y - Notevoli ON

TAGLI LUNGO Y - Notevoli OFF

Alla pressione del bottone di START CICLO,la macchina parte con la lavorazione impostata.16. Tornitura
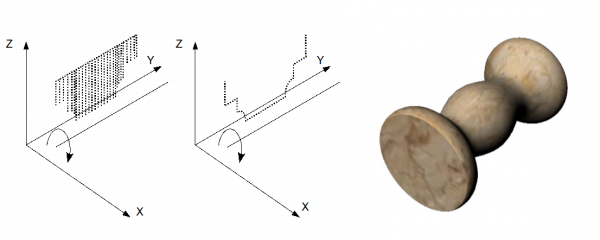
Lo strumento permette di eseguire delle lavorazioni utilizzando un tornio per creare delle colonne. Il pezzo deve essere fissato nelle contropunte del tornio. Il tornio permette di fissare il pezzo in modo che sia lungo l'asse Y.
L'operatore disegna il profilo della colonna, decide il diametro desiderato ed imposta i parametri di lavorazione.
16.1 Parametri di lavorazione - Tornitura
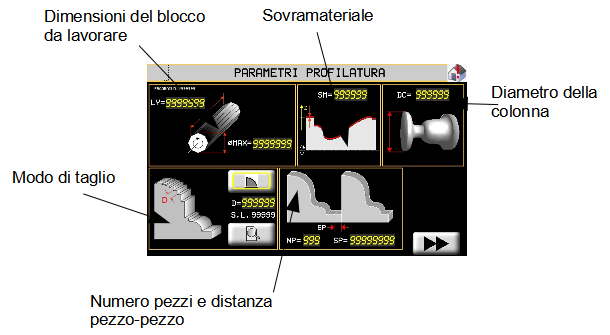
16.1.1 Descrizione parametri
Si rimanda al paragrafo 14.2.2 Profili - parametri per la spiegazione delle strategie di taglio lungo il profilo:
DIMENSIONI BLOCCO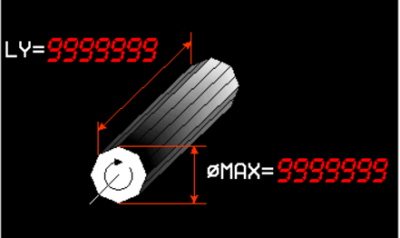
Il diametro massimo (Ø MAX) verrà utilizzato anche per calcolare la profondità dei tagli.
L'operatore dovrà eseguire un controllo visivo prima dell'esecuzione, verificando che il profilo disegnato si trovi all'interno della zona di colore grigio chiaro (che rappresenta il blocco da lavorare, le cui dimensioni si impostano nella schermata soprastante).
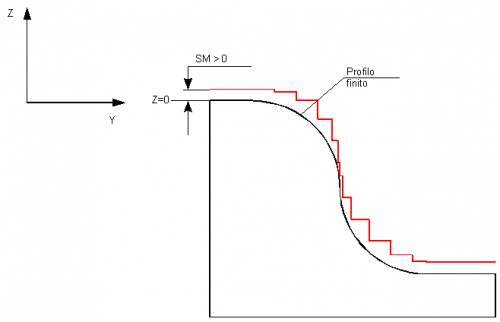
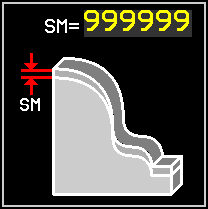
SOVRAMATERIALE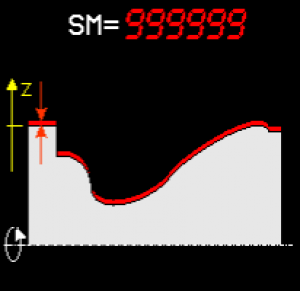
Il parametro SM indica il surplus di materiale che verrà lasciato sopra il profilo.
DIAMETRO COLONNA LAVORATA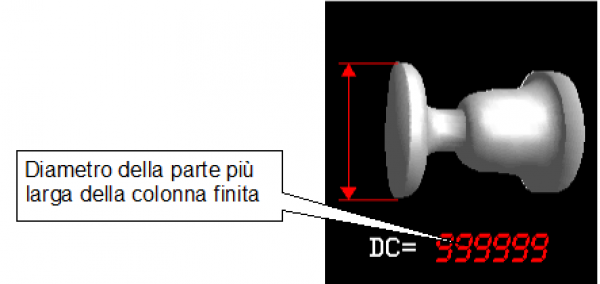
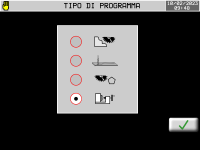
16.1.2 Nuovo programma
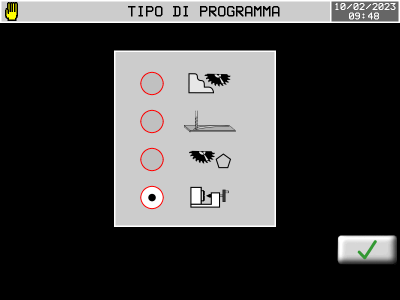
Per creare un nuovo programma si rimanda alla sezione 14. Programmazione ed esecuzione dei profili, la procedura è la medesima tranne per la selezione del tipo di programma che deve essere del tipo tornio (quarta casella).
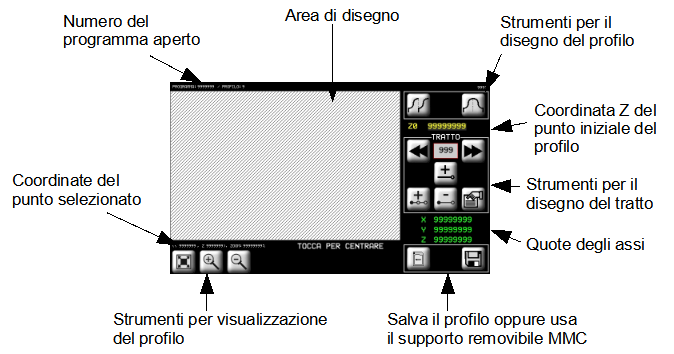
La schermata di disegno del nuovo programma è la seguente:
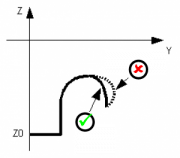
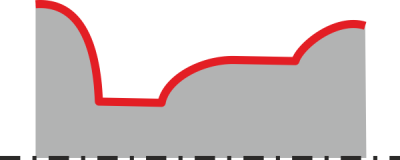
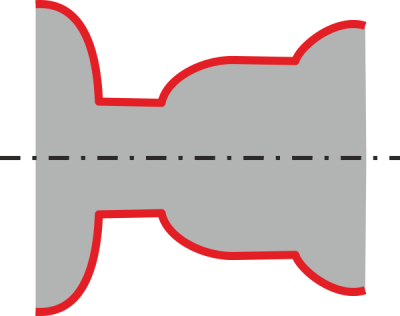
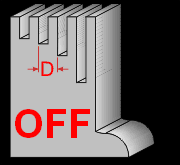
Il disegno del profilo per la tornitura deve comprendere solo le parti che definiscono la forma della colonna (vedi tratti rossi della prossima figura) evitando le linee iniziali e finali che congiungerebbero il profilo con l'asse di rotazione della colonna.
Per il disegno con il CAD dello strumento si rimanda alla sezione 14.2.1 Profili - CAD
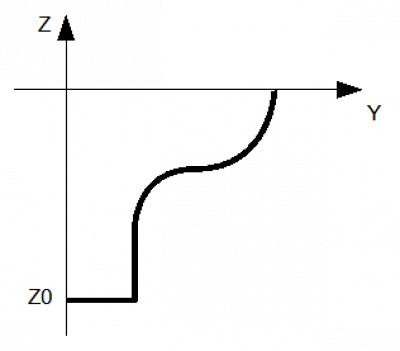
Punto iniziale di un profilo
Quando si disegna un profilo esso può essere posizionato in qualsiasi punto dello spazio Z del CAD. Se si vuole che il disegno inizi in un punto diverso dall'origine degli assi CAD, si può impostare il parametro Z0.
16.2 Inizio ciclo - Tornitura
Le fasi per eseguire la lavorazione possono essere schematizzate con i seguenti tre punti:
-
Selezionare il programma di lavoro
-
Entrare nella pagina di RESTART col pulsante F3, eventualmente impostare la coordinata Y relativa della macchina, premere il pulsante “OK”
-
Accensione della lama
-
Avvio della lavorazione
NOTA IMPORTANTE Per entrare nella pagina di RESTART il selettore manuale/automatico deve essere posizionato su “manuale”.

16.3 Lavorazione - Tornitura
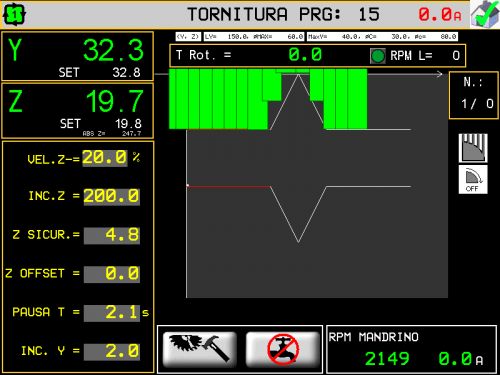
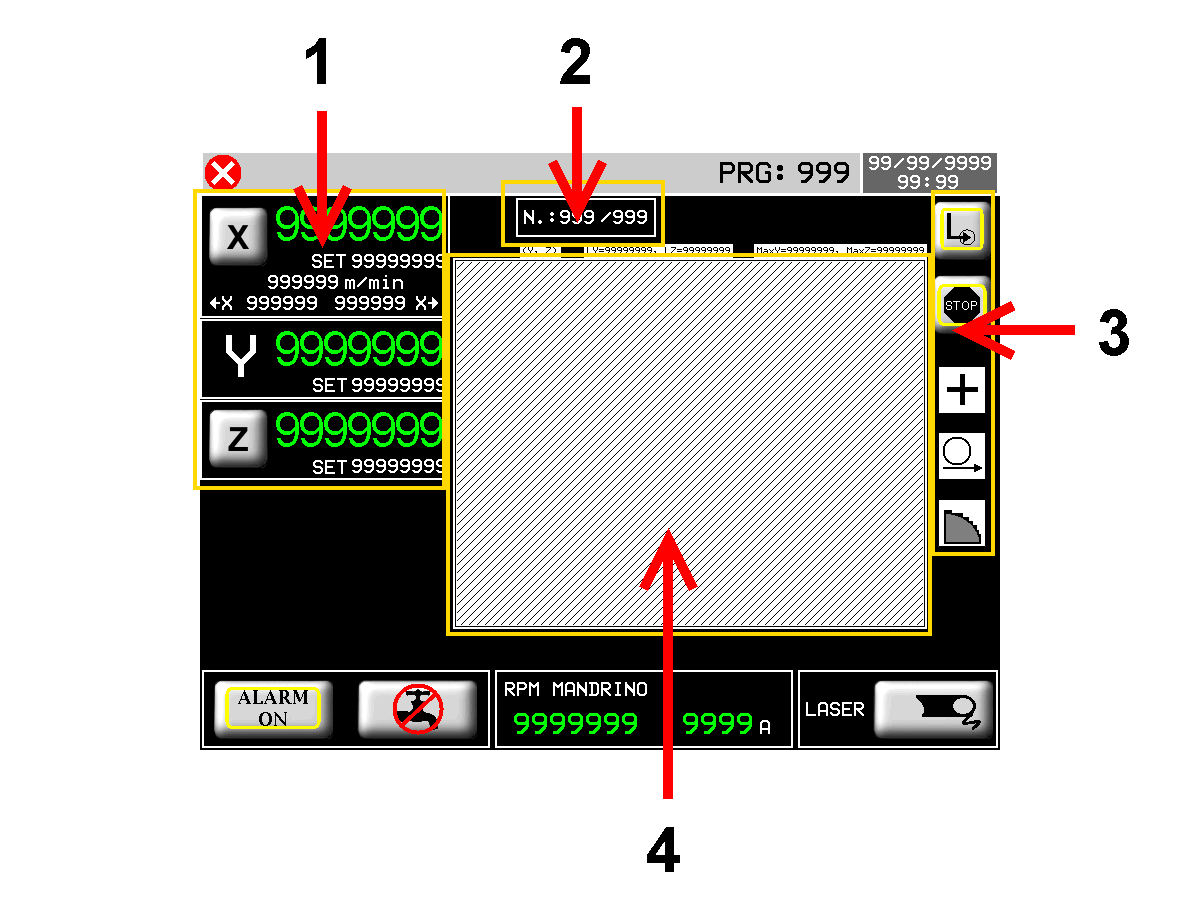
Pagina di esecuzione tornitura
Di seguito sono illustrati i dati mostrati nella pagina di esecuzione.
I dati di “tempo giro” e di “giri al minuto” vengono mostrati solo se si è installato il sensore all'ingresso I16.
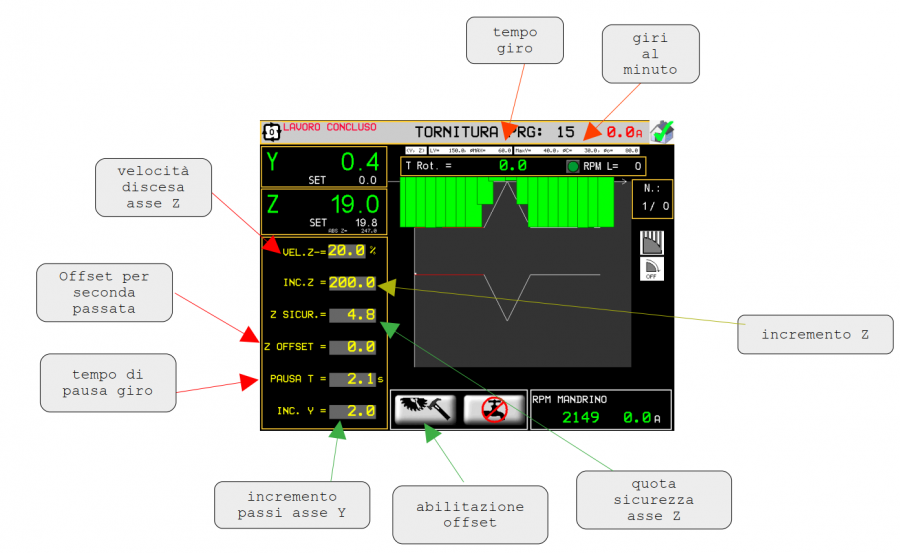
VEL. Z- Velocità di discesa dell'asse Z durante il taglio. INC. Z Incremento compiuto dall'asse Z ad ogni tempo di pausa “PAUSA T.”
Per fare un movimento unico inserire un valore alto.Z SICUR. Quota di ritorno asse Z a fine taglio.
Ad ogni RESTART il valore viene copiato dal parametro di SETUP GP-42.
È possibile modificarlo durante la lavorazione.PAUSA T Tempo di pausa dopo ogni incremento dell'asse Z.
È possibile modificarlo durante la lavorazione.INC Y. Passo incremento asse Y.
Ad ogni RESTART il valore viene copiato dai parametri del programma di lavoro.
È possibile modificarlo durante la lavorazione.Inizio ciclo
16.4 Posizioni relative - Tornitura
Lo strumento al RESTART calcola una nuova coordinata relativa dell'asse Z in modo che l'origine coincida con il punto del profilo corrispondente al diametro DC.
Per la generazione dei tagli lo strumento calcola una quota di risalita che dipende sia dal diametro del blocco Ø MAX sia dalla quota Z di sicurezza.
17. Allarmi
F5



Cancella tutti gli allarmiGli allarmi bloccano tutte le operazioni della macchina.
Codice Allarme Causa Soluzione 01 Manca posizione iniziale X 02 Emergenza Stop per fungo di emergenza - 03 Finecorsa asse Y avanti L'asse Y ha impegnato il finecorsa avanti - 04 Finecorsa asse Y indietro L'asse Y ha impegnato il finecorsa indietro - 05 Finecorsa asse Z alto L'asse Z ha impegnato il finecorsa alto - 06 Finecorsa asse Z basso L'asse Z ha impegnato il finecorsa basso - 07 Finecorsa asse X avanti L'asse X ha impegnato il finecorsa avanti - 08 Finecorsa asse X indietro L'asse X ha impegnato il finecorsa indietro - 09 FC asse X guasti Guasto ad uno dei finecorsa dell'asse X Verificare i finecorsa 10 Lama non in rotazione Il disco deve essere in movimento durante il ciclo automatico - 11 Mancanza pressione acqua Mancanza acqua di raffreddamento Controllare il flussostato 12 Overcurrent motore lama L'assorbimento del motore del disco è oltre la soglia di allarme Verificare il motore ed eventuali guasti meccanici 13 Mancanza pressione olio Mancanza pressione nel circuito di lubrificazione Controllare il pressostato dell'olio 14 Anomalia encoder X Mancata rilevazione conteggio Verificare il corretto funzionamento dell'encoder e/o i cavi 15 Anomalia encoder Y Mancata rilevazione conteggio Verificare il corretto funzionamento dell'encoder e/o i cavi 16 Anomalia encoder Z Mancata rilevazione conteggio Verificare il corretto funzionamento dell'encoder e/o i cavi 17 Anomalia encoder W Mancata rilevazione conteggio Verificare il corretto funzionamento dell'encoder e/o i cavi 18 Scatto di un termico Un termico dei drive è scattato - 19 Fault inverters Fault di uno degli inverter degli assi - 20 Fault driver mandrino - - 21 Fault inverters Fault di uno degli inverter degli assi - 22 Primo modulo RMC1S disconnesso Il modulo remoto non comunica Controllare i settaggi e il cavo di comunicazione 23 Asse X fuori tolleranza Posizionamento concluso fuori tolleranza - 24 Asse Y fuori tolleranza Posizionamento concluso fuori tolleranza - 25 Asse Z fuori tolleranza Posizionamento concluso fuori tolleranza - 26 Asse W fuori tolleranza Posizionamento concluso fuori tolleranza - 27 Asse H fuori tolleranza Posizionamento concluso fuori tolleranza - 28 Lama inclinata - - 29 Lama non inclinata - - 30 Perdita sensore banco - - 31 Barriere interrotte Le barriere di protezione perimetrale sono state aperte - 32 Mancanza pressione aria Mancanza pressione nel circuito dell'aria Controllare il pressostato dell'aria 33 Finecorsa asse H avanti L'asse H ha impegnato il finecorsa avanti - 34 Finecorsa asse H indietro L'asse H ha impegnato il finecorsa indietro - 35 Anomalia encoder H Mancata rilevazione conteggio Verificare il corretto funzionamento dell'encoder e/o i cavi 36 Mancanza ausiliari Gli ausiliari della macchina sono caduti - 37 Anomalia degli inverter Gli inverter presentano un errore non resettabile Contattare il produttore dell'inverter 38 Ponte sollevato Segnala che il ponte si è sollevato ed è intervento il fine corsa dell'ingresso I79 Resettare l'allarme e riportare in manuale il ponte sui binari 39 Modulo RMC2S disconnesso Il modulo remoto non comunica Controllare i settaggi e il cavo di comunicazione 40 Fault inverter asse X Fault dell'inverter dell'asse Verificare l'inverter 41 Fault inverter asse Y Fault dell'inverter dell'asse Verificare l'inverter 42 Fault inverter asse Z Fault dell'inverter dell'asse Verificare l'inverter 43 Errore sensore mandrino tornio Il sensore del mandrino del tornio ha un'anomalia Verificare il sensore di giro del tornio
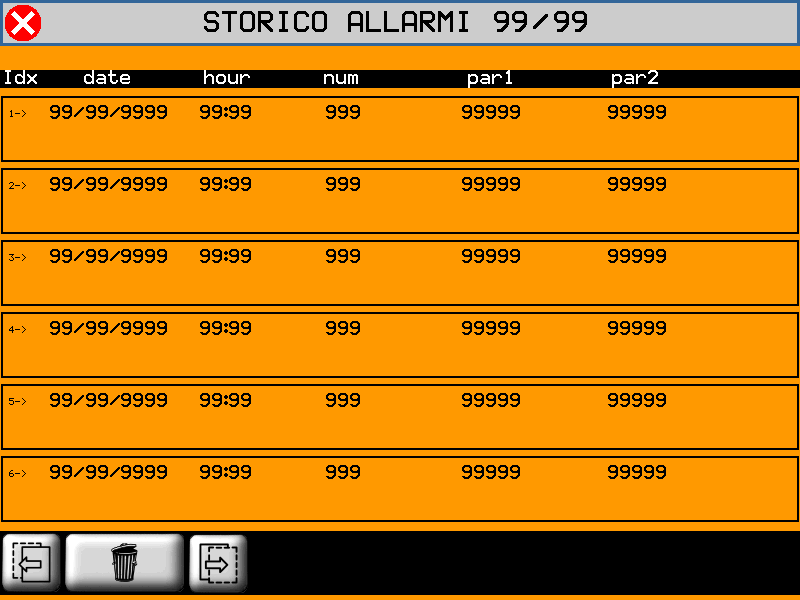
17.1 Storico allarmi

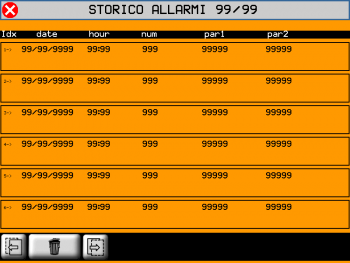 per cancellare lo storico allarmi
per cancellare lo storico allarmi
17.2 Messaggi
I messaggi non bloccano le operazioni della macchina.
Codice Messaggio Causa Soluzione 01 ATTENDERE… Si stanno processando dei dati - 02 ERRORE PERCORSO Errore nel calcolo del percorso assi. L'utensile è troppo largo 03 LAMA INCLINATA L'inclinazione disco non è compatibile con la lavorazione in corso Correggere l'inclinazione 04 X OVER MAX LIMIT La quota target dell'asse è oltre il finecorsa massimo - 05 Y OVER MAX LIMIT - 06 Z OVER MAX LIMIT - 07 ALLARME PERIMETRALE 09 LAVORO CONCLUSO Il ciclo automatico è terminato con successo La posizione di X non è corretta L'Homing non è stato eseguito - 10 X FUORI POSIZIONE La posizione di X è dentro i finecors software di taglio 11 Y OLTRE QUOTA MAX/MIN I dati di lavorazione richiedono un movimento di Y oltre i limiti software 12 BATTERIA ESAURITA 13 ESEGUIRE HOMING Eseguire la procedura 14 PONTE SOLLEVATO Il ponte è sollevato Vedi descrizione segnalazione Allarmi 15 GEOMETRIA VUOTA Si tenta di aprire una geometria inesistente - 16 ATTESA START… La lavorazione attende il comando di START - 17 ERRORE COMPENSAZIONE Errore nel calcolo della compensazione disco Controllare il disegno della sagoma 20 Corretto raggio min 21 ACCENDERE L'UTENSILE Avviare il disco per iniziare il ciclo 22 X OVER MIN LIMIT La quota target dell'asse è oltre il finecorsa minimo - 23 Y OVER MIN LIMIT - 24 Z OVER MIN LIMIT - 25 ØMAX < Ø COLONNA La dimensione Z del blocco del programma è minore del diametro della colonna Controllare che i parametri di lavorazione siano corretti 26 Ø COLONNA < ØMIN Il diametro della colonna programmata è minore del minimo consentito Controllare tramite l'editor la correttezza della sagoma; controllare che i parametri di lavorazione siano corretti 27 PROFILO > BLOCCO Il profilo programmato eccede le dimensioni del blocco in Y Controllare tramite l'editor la correttezza della sagoma; controllare che i parametri di lavorazione siano corretti 28 DISTANZA TAGLI = 0 La distanza tra un taglio e l'altro è zero Occorre impostare almeno un valore nella pagina parametri del programma 18. Diagnostica
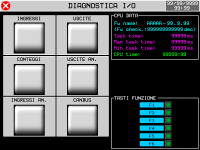
F6

PASSWORD:462
I/O

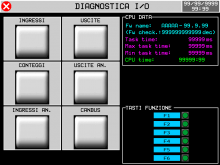
INGRESSI

USCITE

CONTEGGI

USCITE ANALOGICHE

INGRESSI ANALOGICI
COMUNICAZIONE CON I MODULI RMC1S
18.1 CPU DATA
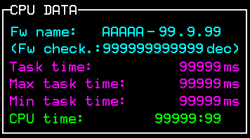
Fw name : codice firmware e relativo checksum
Task time : tempo medio del ciclo CPU
Maximum Time e Minimum Time limiti registrati
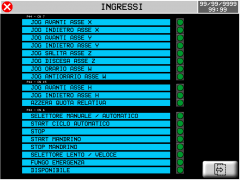
CPU time : tempo totale della CPU nello stato di RUN (hh:mm)18.2 Ingressi digitali
INGRESSI

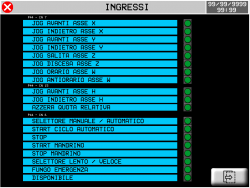
Stato degli ingressi digitali
 = OFF
= OFF
= ONPagina precedente Pagina successiva
18.3 Uscite digitali
USCITE

Stato delle uscite digitali
= OFF
 = ON
= ON Pagina precedente Pagina successiva 
Premere per passare alla modalità di forzatura uscite
Premere sull'uscita che si intende attivare.
18.4 Conteggi encoder
CONTEGGI

Posizione assi

Stato dei canali encoder
= OFF
= ON 18.5 Uscite analogiche
USCITE AN.

Voltaggio uscite analogiche
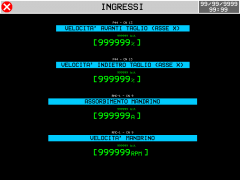
18.6 Ingressi analogici
INGRESSI AN.
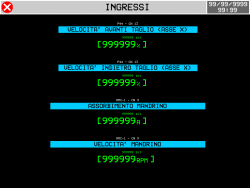
Lettura ingressi analogici
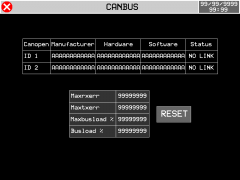
18.7 Comunicazione con i moduli RMC1S
CANBUS
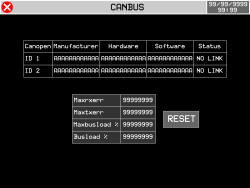
Stato della comunicazione con i moduli RMC1S. 19. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -



















































































































































































- Ultima modifica: 2023/02/16 10:27