P1P44FA30-001 - Segatrice 4 assi per marmo/granito: Manuale operatore
| Documento | P1P44FA30-001 | ||
|---|---|---|---|
| Descrizione | Manuale installatore | ||
| Elaborazione | |||
| Approvazione | Bozza | ||
| Link: | http://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p44/mdu_p1p44fa30-001/funzionamento | ||
| Lingua | Italiano | ||
| Release | Descrizione | Note | Data |
| 01 | Nuovo manuale | 27/06/16 | |
Indice
I diritti d'autore di questo manuale sono riservati. Nessuna parte di questo documento, può essere copiata o riprodotta in qualsiasi forma senza la preventiva autorizzazione scritta della QEM. QEM non presenta assicurazioni o garanzie sui contenuti e specificatamente declina ogni responsabilità inerente alle garanzie di idoneità per qualsiasi scopo particolare. Le informazioni in questo documento sono soggette a modifica senza preavviso. QEM non si assume alcuna responsabilità per qualsiasi errore che può apparire in questo documento. Marchi registrati : * QEM® è un marchio registrato. * Microsoft® e MS-DOS® sono marchi registrati e Windows® è un marchio della Microsoft Corporation.
1. Caratteristiche generali
Descrizione
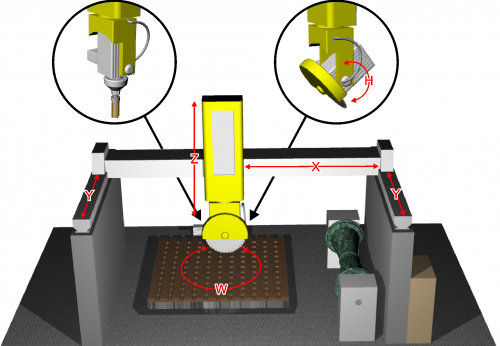
Il software P1P44FA30 - 001 installato nell'hardware Qmove+ J1-P44-FA30 è sviluppato per controllare una segatrice a ponte da 3 a 4 assi, per marmo e granito. Le caratteristiche principali di P1P44FA30 - 001 sono descritte di seguito.
Assi
-
Assi Y, Z controllati con PID di spazio (motori brushless con servo-drive oppure asincroni e inverter V/F).
-
Asse X con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F).
-
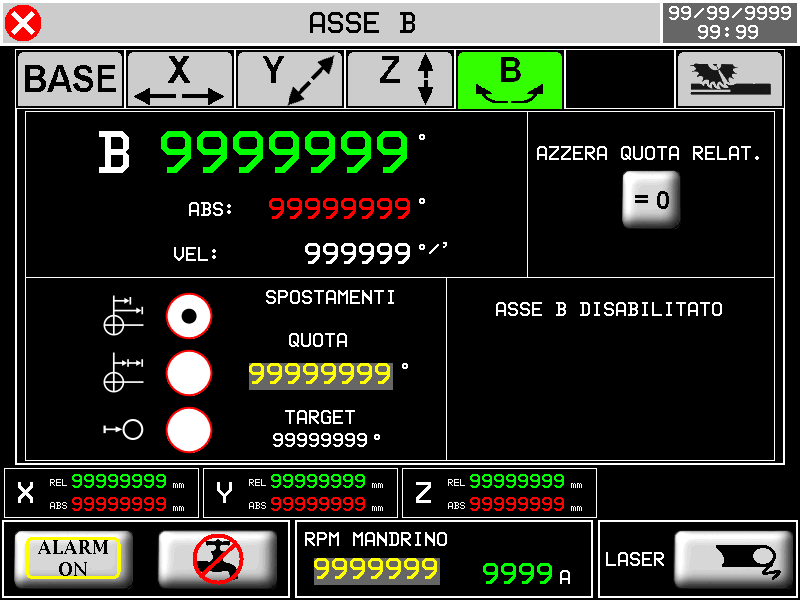
Asse B manuale oppure con posizionamento che tiene conto dell'inerzia (motore asincrono e inverter V/F).
Lavorazioni
-
Funzioni Semiautomatiche per posizionamenti singoli e tagli singoli.
-
Tagli multipli per blocchi e lastre, con rotazione del tavolo (B) per taglio marmette.
-
Spianatura del banco.
-
Profilatura dritta con disco verticale.
-
Finitura del profilo, usando la spalla del disco (interpolazione in YZ).
Disegni
-
Programmazione del profilo tramite miniCAD, integrato nel controllo.
-
Importazione di profili, da file DXF, tramite il programma di conversione “Profile Importer” (optional).
Modalità di lavoro
-
Ripetizione del profilo programmato.
-
Impostazione della precisione di finitura.
-
Modifica degli RPM del disco al volo durante il ciclo di lavoro.
-
Compensazione automatica dello spessore del disco e del diametro.
Funzioni accessorie, messaggi e allarmi
-
Selezione della lingua
-
Visualizzazione del profilo e della posizione del disco durante il ciclo di lavoro.
-
Diagnostica degli ingressi e delle uscite. Possibilità di forzare le uscite.
-
Backup e restore dei dati su memoria non volatile (FLASH EPROM).
-
Messaggistica per gli allarmi attivi, utili in caso di assistenza.
-
Messaggistica di aiuto.
-
Contaore parziale resettabile e totali vita macchina non azzerabile.
Interfaccia Modbus (optional)
-
E' possibile utilizzare la seriale AUX per creare una rete MODBUS RTU (RS485), per leggere i dati che interessano dei drive.
1.1 Lavorazioni eseguibili
 Tagli multipli |  Tagli mattonelle |
 Profilatura |  Finitura profilo |
2. Hardware J1-P44-FA30
J1-P44-FA30   MIMJ1P44Fx:Manuale di Installazione e Manutenzione (base) MIMJ1P44Fx:Manuale di Installazione e Manutenzione (base) |  |
|
|---|---|---|
2.1 Tasti Funzione e LED
| Tasto | Icona | Funzione | Led | Tasto | Icona | Funzione | Led |
|---|---|---|---|---|---|---|---|
| F1 | - | Reboot | - | F4 | - | Semiautomatico = ON | Semiautomatico attivo |
| F2 | - | Lingua | - | F5 | - | Alarm = ON | Presenza allarme |
| F3 | - | Restart | - | F6 | - | Uscita | - |
| - - - - | - - - - | - - - - | - - - - | - - - - | - - - - | - - - - | - - - - |
2.2 Simboli e tasti
| Buttone | Descrizione | ———————– | Simboli barra superiore | Descrizione |
|---|---|---|---|---|
| | Premere per confermare | | Manuale | |
| | Selezione | | Emergenza | |
 | Pagina precedente | | Automatico | |
 | Pagina successiva | | Modalità taratura | |
 | Area riservata | | Non inizializzato | |
| | Apri file da USB | | Setup Protetto/Sprotetto | |
| | Salva | |||
 | Anteprima lavorazione | |||
| | I dati in giallo sono modificabili | |||
| - - - - | - - - - | - - - - | - - - - | - - - - |
3. Startup
| START | | OPPURE  per uscire |
 |
||
| HOMING |  | OPPURE F6 per uscire |
| |
||
| MENU PRINCIPALE |  | |
4. Menu Principale
F6 | |
|
  |   |
|
  |   |
|
 |   |
|
  |   |
|
5. Homing
| | |
||
| | Asse inserito nella procedura di homing | | Homing OK |
| | Asse non inserito nella procedura di homing | | Homing non OK |
 | Delta errore rispetto all'homing precedente | ||
 | Eseguire SEMPRE l'homing prima di passare alla pagina MANUALE. la mancata esecuzione dell'homing pregiudica le funzionalità della macchina. |
||
|---|---|---|---|
5.1 Procedura di Homing
-
Selezionare uno o più assi

-
tasto START esterno
-
Homing eseguito =

-
Homing non eseguito =

-
Il delta errore è vicino ad ogni asse
6. Dati macchina
MENU PRINCIPALE  |  |
|
 |  |
|
 |  |
|
Impostazione Minima posizione Z  | Impostazione automatica Minima posizione Z  | Impostazione QUOTA DI SICUREZZA 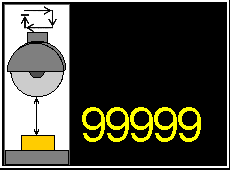 |
 RPM Disco RPM Disco | | Impostazione diametro e RPM |
 Assorbimento corrente del disco Assorbimento corrente del disco |  AL : Impostazione corrente massima WR : Impostazione soglia di preallarme |  Impostazione spessore disco Impostazione spessore disco |
 Posizione fuori ingombro Posizione fuori ingombro |  Posizione di parcheggio Posizione di parcheggio |  Posizione cambio utensile Posizione cambio utensile |
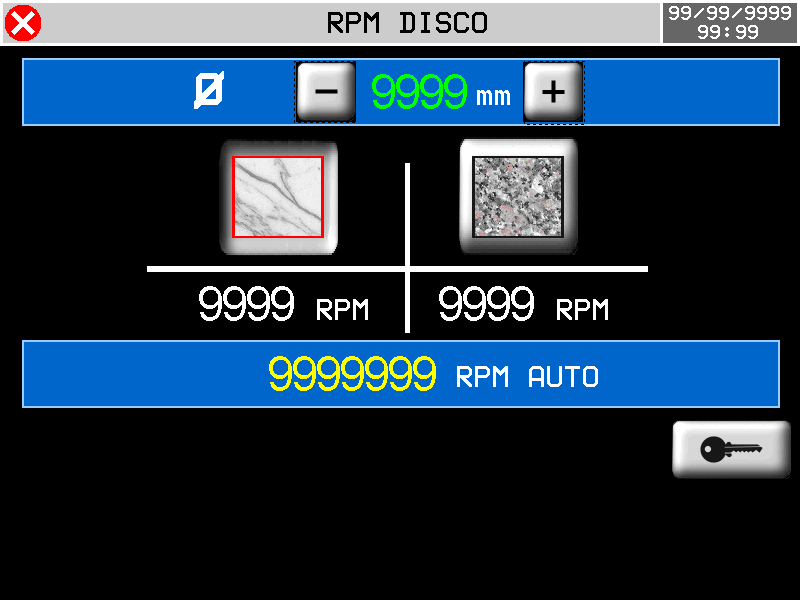
| DIAMETRO DISCO E RPM | ||
|---|---|---|
 Diametro disco Diametro disco |  Marmo Marmo |  Granito Granito |
 RPM automatici in base al diametro disco - Impostazione di un override RPM RPM automatici in base al diametro disco - Impostazione di un override RPM |
||
7. Barra inferiore

 | : Allarme flussostato attivo  : Allarme flussostato disattivo : Allarme flussostato disattivo | |
 | : EV acqua disattiva  : EV acqua attiva : EV acqua attiva | |
| SPINDLE RPM |  | Ø : Diametro attuale RPM : Impostare i giri desiderati MIN RPM : Minimo valore impostabile MAX RPM : Massimo valore impostabile |
| 99999 A | Assorbimento istantaneo di corrente del mandrino. | Se appare il simbolo WRN sopra l'indicazione dell'assorbimento di corrente, significa che è stata superata la soglia di pre-allarme. |
 | : EV laser disattiva  : EV laser attiva : EV laser attiva |
8. Manuale/Semiautomatico
| F6 | | ||
| | |
||
  |   |
||
  |   |
||
  |
|||
 |  |
| | Posizione fuori ingombro | | Posizione di parcheggio | | Posizione cambio utensile |
 |  |
|
| SET POSIZIONE TARGET | -  POSIZIONE TARGET ASSOLUTA POSIZIONE TARGET ASSOLUTA-  POSIZIONE TARGET INCREMENTALE POSIZIONE TARGET INCREMENTALE-  POZIZIONE TARGET 0 POZIZIONE TARGET 0 | Azzera posizione relativa  |
 |  | Compensazione disco  OFF OFF  ON ON |
 |  | Quota minima Z Autoapprendimento quota minima Z |
 |  | |
 |  | |
 | Autoapprendimento posizioni X |  | X Posizione START taglio |  | X Posizione FINE taglio |
 | Singola passata |  | Taglio a greca |  | Profondità taglio |
| Set dati del taglio a greca (max 10) |  | % Riduzione velocità del primo taglio | |||
 | Calata avanti (X+) |  | Calata indietro (X-) | ||
Direzione ultimo taglio    |  | Profondità ultima calata |  | % Riduzione velocità dell'ultimo taglio | |
8.1 Esecuzione di un Semiautomatico
-
Assicurarsi di essere in manuale

-
F4 →

-
tasto START esterno
Nel caso di asse X senza encoder :
Premere la freccia corrispondente al senso di movimento
-
l'asse raggiunge la quota impostata oppure viene eseguito il taglio singolo.

9. Azzeramento assi
La funzione di azzeramento assi resetta le quote RELATIVE
-
Assicurarsi di essere in manuale
| F3 |  |
-
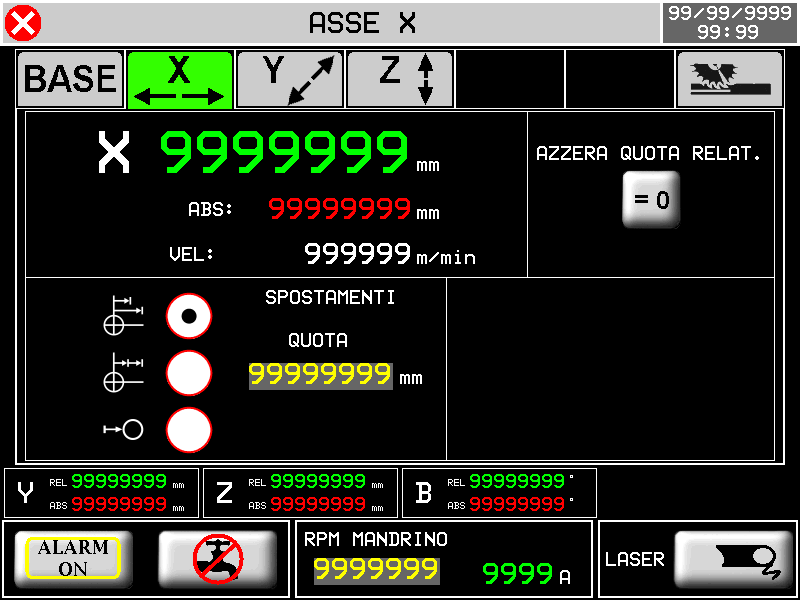
X -
 : tenere premuto per azzerare il conteggio asse X
: tenere premuto per azzerare il conteggio asse X -
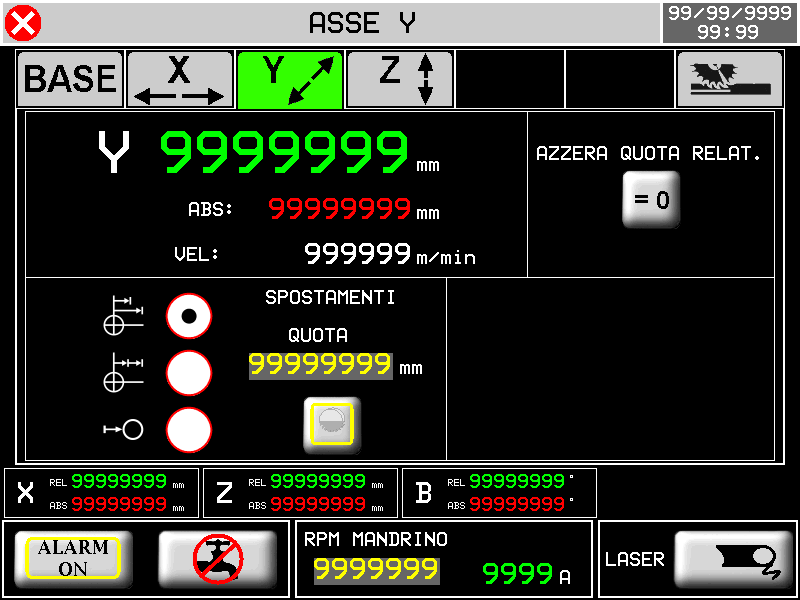
Y - : tenere premuto per azzerare il conteggio asse Y
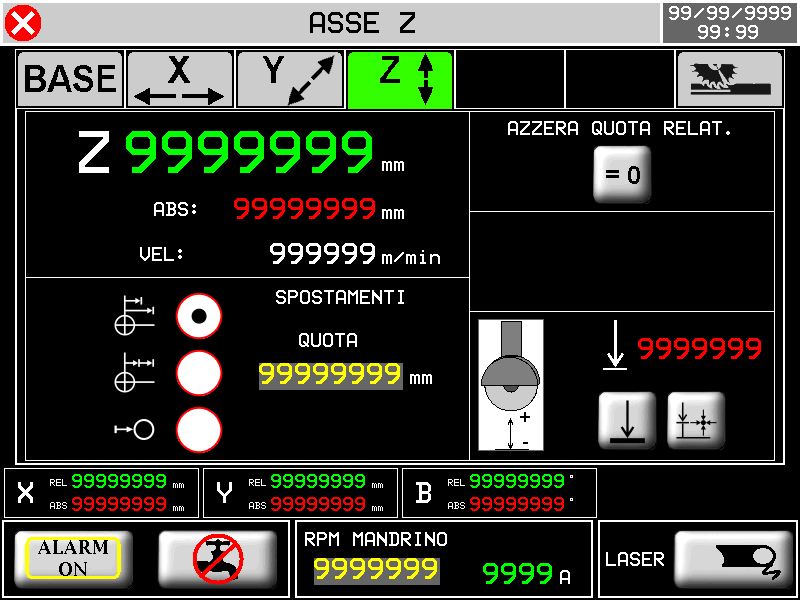
-
Z - : tenere premuto per azzerare il conteggio asse Z
-
F6 - Uscita dalla pagina

10. Restart lavorazione
La funzione di restart fa ripartire la lavorazione caricata dall'inizio
-
Assicurarsi di essere in manuale
-
Assicurarsi di essere in una delle pagine di lavorazione
| F3 | in caso di taglio lastre |
 in caso di profilatura |
-
OK -
 : premere per confermare il restart e uscire dalla pagina
: premere per confermare il restart e uscire dalla pagina -
F6 - Uscita dalla pagina senza conferma
11. Tagli multipli
| F6 |  |
||
| | |
||
| |  |
||
| |  |
||
| |  |
||
11.0.1 Senza rotazione tavola
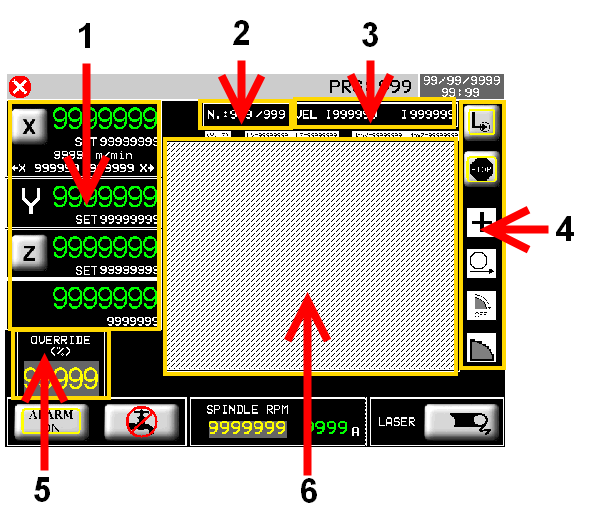
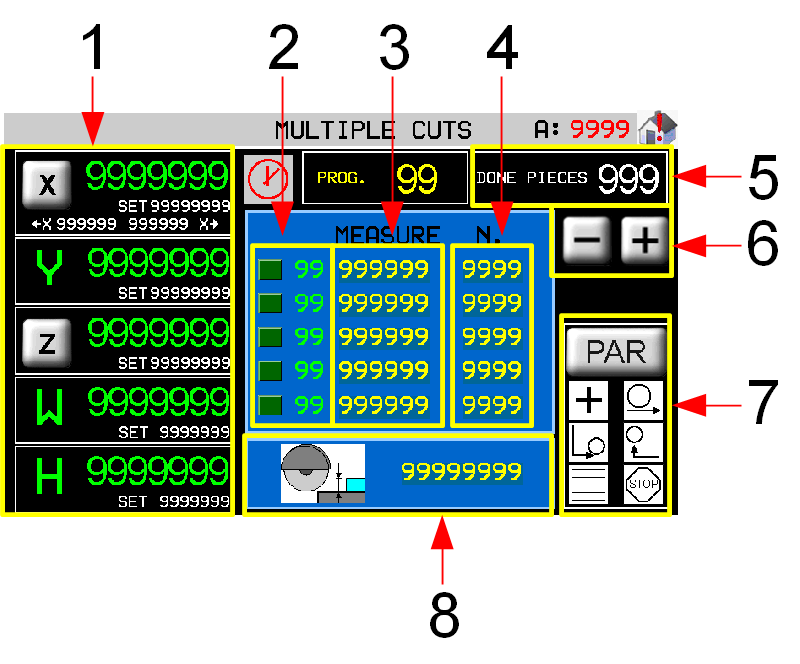 | 1 Posizioni attuali e quote target assi 2 Passo di lavoro attuale 3 Ampiezza del taglio (Y) 4 Numero di tagli da eseguire 5 Contapezzi 6 Scroll della lista tagli (1-10) 7 Parametri della lavorazione 8 Profondità di taglio (Z) |
|
11.0.2 Con rotazione tavola

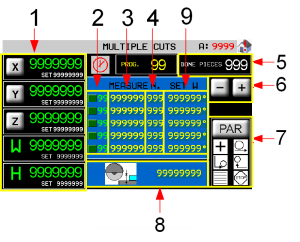 | 1 Posizioni attuali e quote target assi 2 Passo di lavoro attuale 3 Ampiezza del taglio (Y) 4 Numero di tagli da eseguire 5 Contapezzi 6 Scroll della lista tagli (1-10) 7 Parametri della lavorazione 8 Profondità di taglio (Z) 9 Rotazione del banco (B) |
|
11.0.3 Parametri degli assi
| | SENZA ROTAZIONE TAVOLA 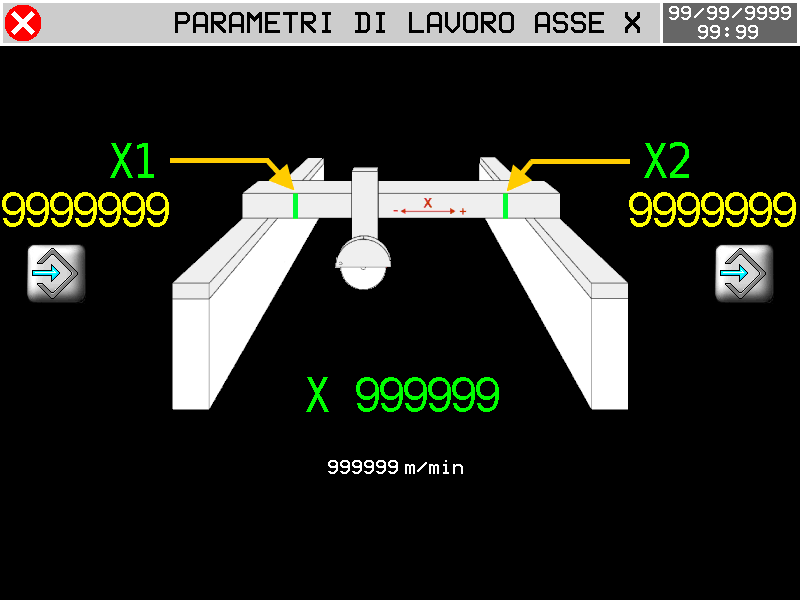 | CON ROTAZIONE TAVOLA 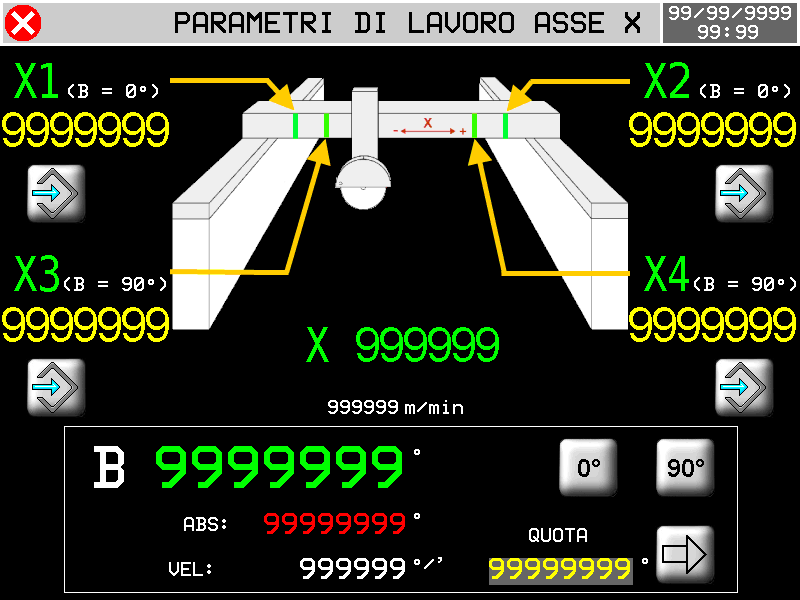 |
||||
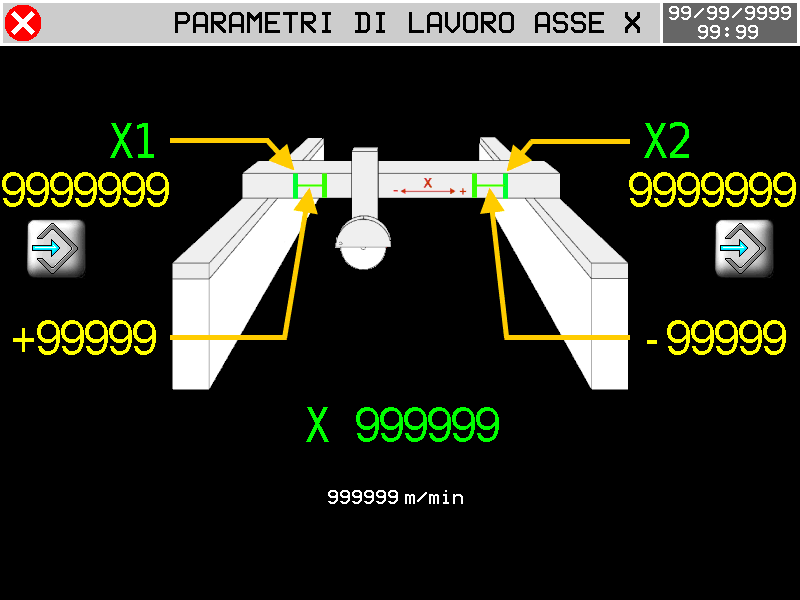
| | Autoapprendimento delle posizioni X1 + X2 = Banco (B) a 0°…..X3 + X4 = Banco (B) a 90° N.B. il disco deve uscire dalla lastra prima di apprendere le quote X1 - X2 oppure X3 - X4. | |||||
| |  |
|||||
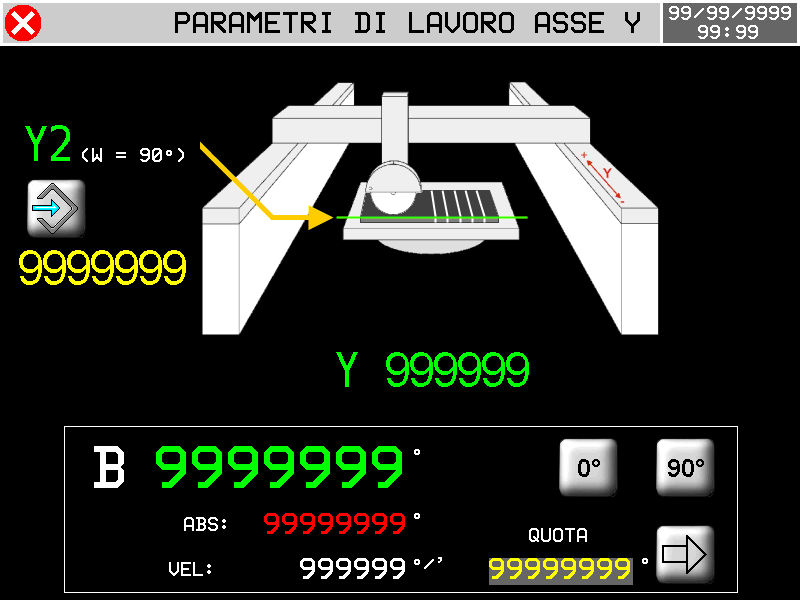
| | Autoapprendimento posizione Y2 = Posizione di start con il Banco (B) a 90° | |||||
| Inizio taglio X | | Fine taglio X | |||
| B | Spostamento rapido del banco | Quota immediata : 0° Quota immediata : 90° Quota immediata impostata | ||||
| |  |
|||||
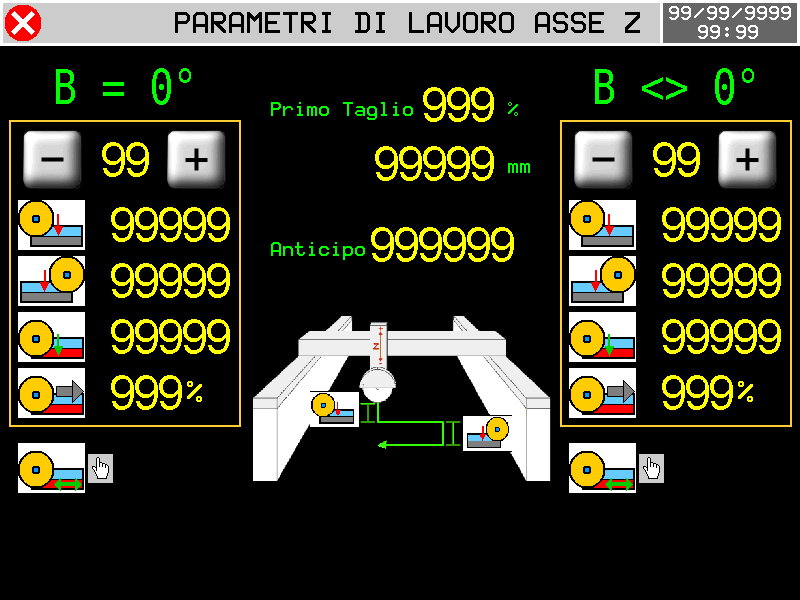
| Set dei dati di calata | Direzione ultimo taglio | |||||
| Calata avanti (X+) | | calata indietro (X-) | |||
| Profondità ultimo taglio | | % Riduzione velocità ultimo taglio | |||
| Primo Taglio % Riduzione velocità del primo taglio Quota del primo incremento del taglio a passate. | ||||||
| Anticipo Spazio prima del FC software X quando Z comincia la calata | ||||||
| Nel caso di Z senza encoder le quote di calata sono intese in decimi di secondo (s/10) | ||||||
11.0.4 Parametri di lavorazione
 | 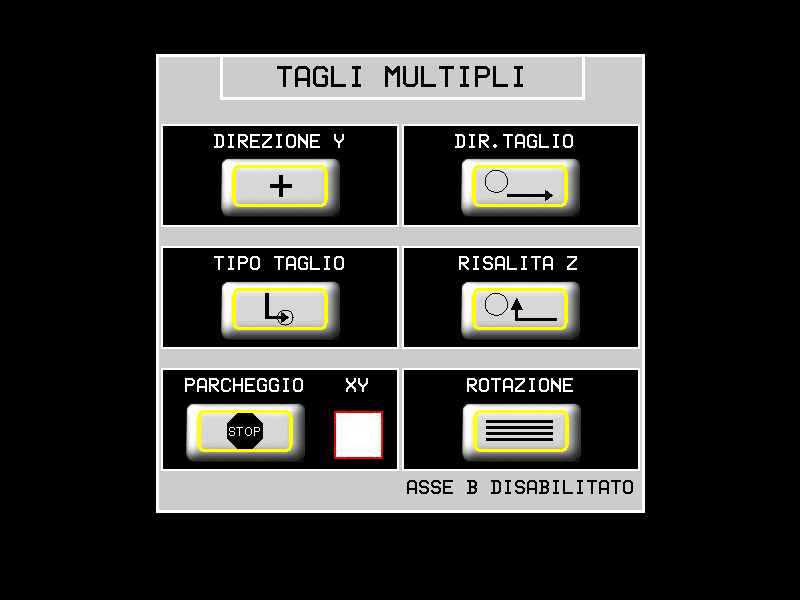 |
|
| DIREZIONE Y | POSITIVA Lo spessore pezzo è fatto con Y che si incrementa  | NEGATIVA Lo spessore pezzo è fatto con Y che si decrementa  |
| DIREZIONE TAGLIO | X+ Solo avanti  | BILATERALE a greca  |
| TIPO DI TAGLIO | SINGOLO una passata | A CALATE multipassata |
| RISALITA Z | Risalita Z quando X è nella POSIZIONE INDIETRO | X e Z escono dalla lastra INSIEME  |
| FINE CICLO | Gli assi SI FERMANO una vola finito il ciclo  | Il disco va in PARCHEGGIO alla fine del ciclo  |
| XY | Assi X e Y in parcheggio uno dopo l'altro | Assi X e Y in parcheggio contemporaneamente. |
| ROTAZIONE | SENZA ROTAZIONE BANCO  | CON ROTAZIONE BANCO  |
12. Spianatura
| F6 | |
||
| | |
||
| | |
||
| | 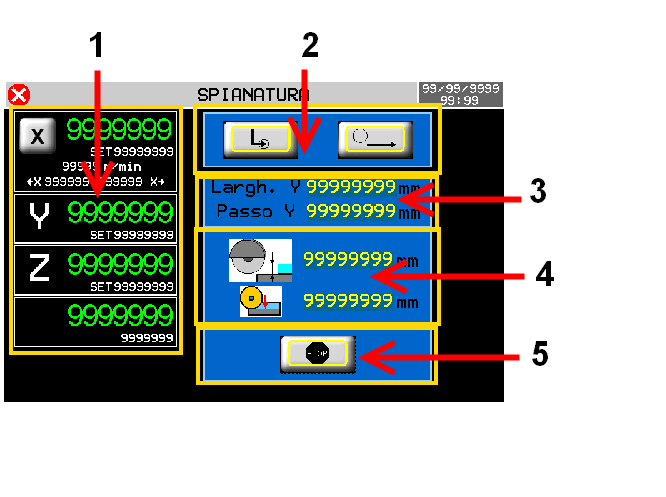 | 1 Posizioni attuali e quote target assi 2 Parametri della lavorazione 3 Ampiezza della superfice e del passo 4 Profondità del taglio e incremento 5 Parcheggio a fine lavorazione |
12.0.1 Dati della lavorazione
| Largh. Y | Larghezza totale della parte che deve essere spianata. |
| Passo Y | Valore del passo che compie l'asse Y dopo ogni taglio. |
| Profondità Z | Profondità del taglio. Usato se è impostato il taglio a calate. |
| Passo Z | Valore del passo che compie l'asse Z ad ogni passata. Usato se è impostato il taglio a calate. |
12.0.2 Parametri degli assi
| | |
|
| | Autoapprendimento delle posizioni X1 + X2 = Finecorsa software di taglio N.B. il disco deve uscire dalla lastra prima di apprendere le quote X1 - X2 |
|
12.0.3 Parametri di lavorazione
| TIPO DI TAGLIO | SINGOLO una passata | A CALATE multipassata |
| DIREZIONE TAGLIO | X+ Solo avanti | BILATERALE a greca |
| FINE CICLO | Gli assi SI FERMANO una vola finito il ciclo | Il disco va in PARCHEGGIO alla fine del ciclo |
13. Programmazione
| F6 | |
||
| | |
||
 |  |
||
 |  |
||
 |  |
||
| ESECUZIONE  |  |
||
13.0.1 Filtro della lista programmi
 Usando il filtro della lista programmi è possibile visualizzare velocemente il programma desiderato, senza scorrere l'intera lista. Il sistema prevede due tipi di filtraggio che possono essere combinati insieme:
Usando il filtro della lista programmi è possibile visualizzare velocemente il programma desiderato, senza scorrere l'intera lista. Il sistema prevede due tipi di filtraggio che possono essere combinati insieme:
-
Filtro sulla descrizione programmi
-
Filtro del tipo programma
Cosa significa “Tipo programma” :
| Tipo | Descrizione |
|---|---|
| 0 | Mostra tutti i programmi |
| 1 | Mostra solo programmi di profilatura |
| 2 | Mostra solo programmi di fresatura Non abilitati in questa versione |
| 3 | Mostra solo programmi di taglio poligoni Non abilitati in questa versione |
13.1 Profili
| F6 | |   |
||
| | |
|||
| | |
|||
| |   |
|||
  |   |
|||
  |
||||
 |  |
|||
13.1.1 Profili - CAD
 |  | ||||||||
 | | Ripeti sagoma | | Specchia sagoma | Z0 = origine Coordinata Y = 0 |
||||
| | Zoom in | | Zoom out | | Adatta allo schermo | ||||
 | | Scorrere per scegliere il tratto desiderato | |||||||
| | Aggiungi un tratto | | Inserisci un tratto | | Cancella un tratto | | Proprietà del tratto | ||
 |  |
|||||||
| Tipi di tratto |       |
|||||||
 | Assoluto le coordinate finali sono assolute rispetto all'origine |  | Incrementale le coordinate finali sono relative rispetto alla fine del tratto precedente |
|||||
| - - | - - | - - | - - | - - | - - | - - | - - | - - |
LINEA  | | Inserire le coordinate finali |
LINEA TANGENTE  |  | Inserire la coordinata Y 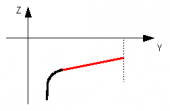 |
Inserire la coordinata Z 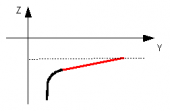 |
||
Inserire L = lunghezza 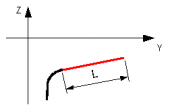 |
||
ARCO CON RAGGIO  |  | Inserire le coordinate finali e il raggio MINIMO è il minimo raggio possibile |
 orario orario 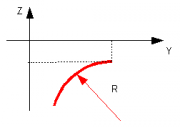 |
||
 antiorario antiorario 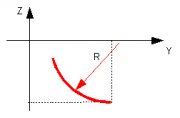 |
||
Scelta della direzione dela curva orario OPPURE orario OPPURE  antiorario antiorario arco breve OPPURE arco breve OPPURE  arco lungo arco lungoIl programma mostra il minor valore di raggio possibile |
||
ARCO PER 3 PUNTI  |  | Inserire le coordinate del punto finale e del punto intermedio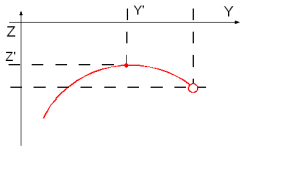 |
ARCO TANGENTE  |  | Inserire le coordinate del punto finale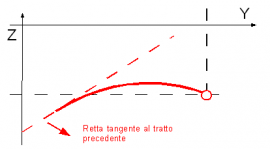 |
TRASFERIMENTO  |  | Tratto di spostamento senza tagli. Inserire le coordinate del punto finale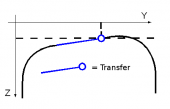 |
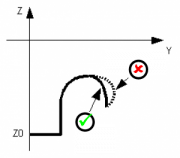 | Il software corregge automaticamente i sottosquadra. | |
13.1.2 Profili - parametri


 |   |
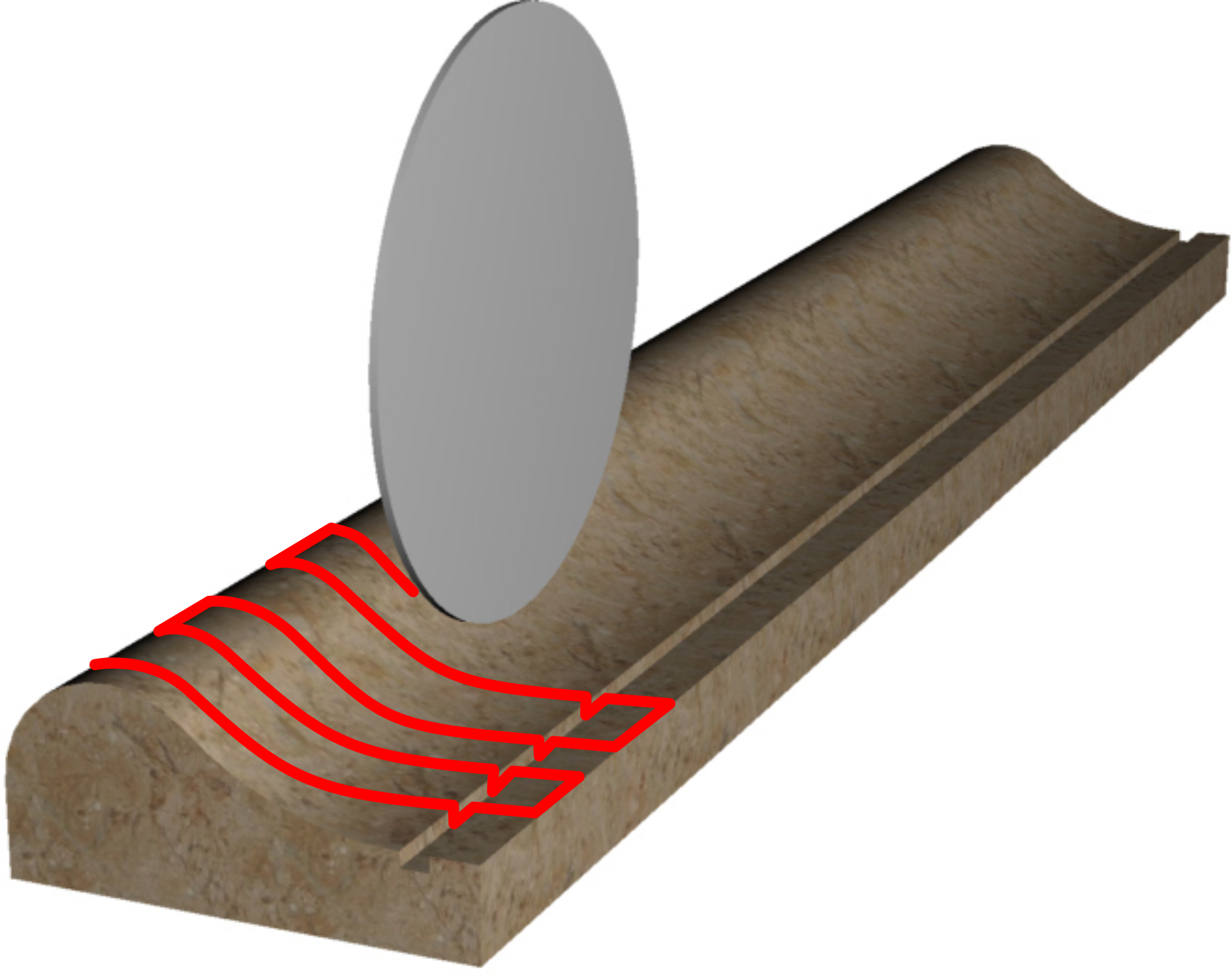
Dimensioni del massello. Come opzioni è possibile inserire le dimensioni del massello. Questo sara disegnato in grigio nelle pagine di CAD e di anteprima lavorazione. 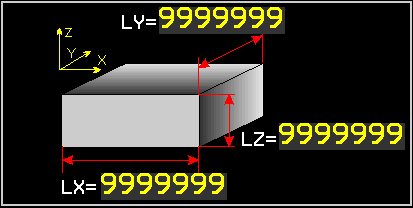 | Sovra Materiale sul profilo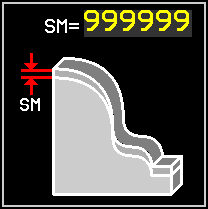 | Direzione di taglio solo verso X+ Taglio bilaterale | Direzione incremento asse Y   |
|
Distribuzione dei tagli 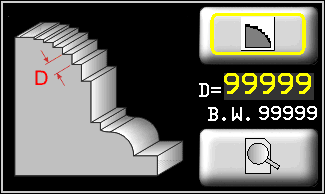 | Tipo strategia  | Spessore del disco  | Anteprima dei tagli | |
 Distribuzione lungo il profilo  |  Distribuzione lungo l'asse Y ON: taglio garantito sui punti notevoli 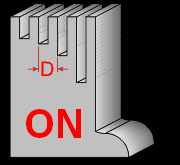 |  Distribuzione lungo l'asse Y OFF: i punti notevoli non vengono processati 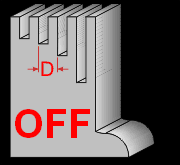 |
||
Ripetizione lavorazione 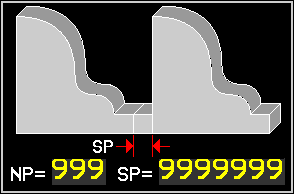 | NP = Numero di ripetizioni SP = Spazio tra le ripetizioni |
|||
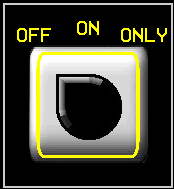 | Sequenza della lavorazione OFF Solo profilatura 0N = Profilatura e finitura ONLY = Solo finitura |
|||
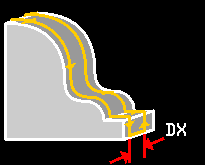 | DX = Incremento dell'asse X dopo ogni finitura V = Velocità di finitura |
|||
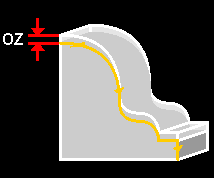 | OZ = Offset di finitura | |||
14. Esecuzione
14.1 Esecuzione di un programma
| F6 | |
|||
| | |
|||
| ESECUZIONE | |
|||
| |  |
|||
| | |
|||
14.1.1 Esecuzione di un profilo
 | 1 Posizioni attuali e quote target assi 2 Sagoma in esecuzione 3 Velocità di interpolazione 4 Parametri della lavorazione 5 Override di velocità di finitura 6 Anteprima della sagoma disegnata |
14.1.2 Parametri degli assi
| |  |
|||||
| | Autoapprendimento delle posizioni X1 + X2 = Finecorsa software di taglio Sotto i finecorsa è possibile inserire un valore di restringimento quando parte la lavorazione di finitura. | |||||
| | |
|||||
| Set dei dati di calata | Direzione ultimo taglio | |||||
| Calata avanti (X+) | | calata indietro (X-) | |||
| Profondità ultimo taglio | | % Riduzione velocità ultimo taglio | |||
| Primo Taglio % Riduzione velocità del primo taglio | ||||||
| Anticipo Spazio prima del FC software X quando Z comincia la calata | ||||||
| Nel caso di Z senza encoder le quote di calata sono intese in decimi di secondo (s/10) | ||||||
14.1.3 Parametri di lavorazione
| TIPO DI TAGLIO | SINGOLO una passata  | A CALATE multipassata  | |
| FINE CICLO | Gli assi SI FERMANO una vola finito il ciclo  | Il disco va in PARCHEGGIO alla fine del ciclo  | |
| I seguenti simboli sono in sola visualizzazione Sono programmati nelle apposite pagine di parametri. | |||
| DIREZIONE Y | POSITIVA Il taglio successivo è fatto con Y che si incrementa  | NEGATIVA Il taglio successivo è fatto con Y che si decrementa  | |
| DIREZIONE TAGLIO | X+ Solo avanti  | BILATERALE a greca  | |
| SEQUENZA LAVORI | SOLO PROFILATURA | PROFILATURA + FINITURA  | SOLO FINITURA  |
| STRATEGIA | TAGLI LUNGO IL PROFILO | TAGLI LUNGO Y - Notevoli ON  | TAGLI LUNGO Y - Notevoli OFF  |
Alla pressione del bottone di START CICLO,la macchina parte con la lavorazione impostata.
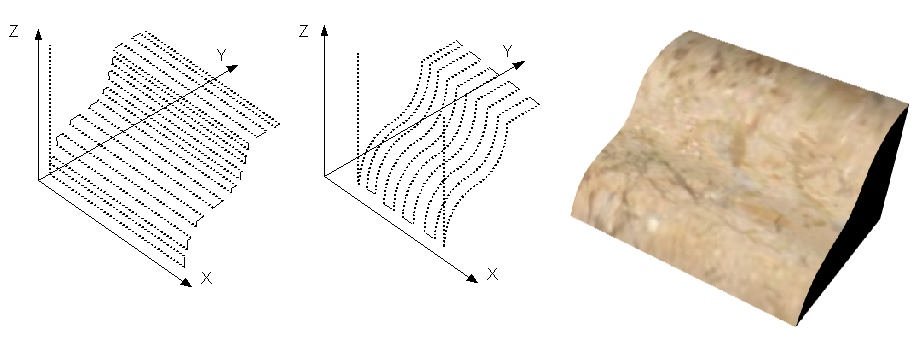 |
| Sgrossatura, finitura e profilo risultante |
15. Allarmi
 |  |  Cancella tutti gli allarmi |
Gli allarmi bloccano tutte le operazioni della macchina.
| Allarme | Causa | Soluzione |
|---|---|---|
| Emergenza | Stop per fungo di emergenza | - |
| Finecorsa asse Y avanti | L'asse Y ha impegnato il finecorsa avanti | - |
| Finecorsa asse Y indietro | L'asse Y ha impegnato il finecorsa indietro | - |
| Finecorsa asse Z alto | L'asse Z ha impegnato il finecorsa alto | - |
| Finecorsa asse Z basso | L'asse Z ha impegnato il finecorsa basso | - |
| Finecorsa asse X avanti | L'asse X ha impegnato il finecorsa avanti | - |
| Finecorsa asse X indietro | L'asse X ha impegnato il finecorsa indietro | - |
| Lama non in rotazione | Il disco deve essere in movimento durante il ciclo automatico | - |
| Pressione acqua | Mancanza acqua di raffreddamento | Controllare il flussostato |
| Overcurrent motore lama | L'assorbimento del motore del disco è oltre la soglia di allarme | - |
| Errore di inseguimento Z | L'errore di inseguimento dell'asse è oltre la soglia massima | - |
| Errore di inseguimento Y | - | |
| Fault interpolazione | Errore durante l'interpolazione degli assi | Un asse è oltre i limiti software |
| Scatto di un termico | Un termico dei drive è scattato | - |
| Fault drive U0 | Fault dell'inverter U0 | - |
| Fault drive U1 | Fault dell'inverter U1 | - |
| Fault drive U2 | Fault dell'inverter U2 | - |
| Asse X fuori tolleranza | Posizionamento concluso fuori tolleranza | Controllare i parametri dell'asse |
| Asse Y fuori tolleranza | ||
| Asse Z fuori tolleranza | ||
| Asse B fuori tolleranza | ||
| Due assi abilitati su inverter U1 | Due assi sono abilitati sullo stesso inverter | Controllare i relè di scambio |
| Due assi abilitati su inverter U2 | ||
| Due inverter abilitati per l'asse Z | L'asse Z è connesso a due inverter | |
| Sollevamento carrello | Il carrello si è sollevato dalla guida | - |
| Barriere interrotte | Le barriere di protezione sono state violate | - |
| Anomalia pressione | Mancanza pressione dell'aria | Controllare il pressostato |
| Anomalia encoder X | Mancata rilevazione conteggio | Controllare la bontà dell'encoder |
| Anomalia encoder Y | ||
| Anomalia encoder Z | ||
| Anomalia encoder B | ||
| Timeout impulsi asse Y | E' scaduto il timeout durante il posizionamento ad impulsi | Controllare la parametrizzazione del posizionamento |
| Timeout impulsi asse Y | ||
| Errore comunicazione dati modulo CAN | Modulo CAN in errore | Controllare i settaggi e il cavo di comunicazione |
| Nessuna risposta dal modulo CAN | Modulo CAN non risponde | |
| USB not present | Errore nell'upload/download con USB | Controllare il supporto USB, controllare la corretta procedura |
| USB error update | ||
| USB file not open | ||
| USB file not create | ||
| USB error write | ||
| USB error seek | ||
| USB error read | ||
| USB error read seek | ||
| USB error read format | ||
| USB error record | ||
| USB error delete | ||
| USB error max retry | ||
| USB undefined error | ||
| INT: motion mode not defined | Errore dell'interprete interpolazione | - |
| INT: exact path mode not supported | ||
| INT: invalid istruction | ||
| INT: invalid version | ||
| INT: invalid release | ||
| INT: spindle management | ||
| INT: change tool management | ||
| Mechanical components activation error | Errore nell'esecuzione dell'interpolazione | |
| INTERP writing error | ||
| INTERP starting error | ||
| INTERP X target out of limit | ||
| INTERP Y target out of limit | ||
| INTERP Z target out of limit | ||
| INTERP speed set error | ||
| INTERP end block error |
15.1 Storico allarmi
 | 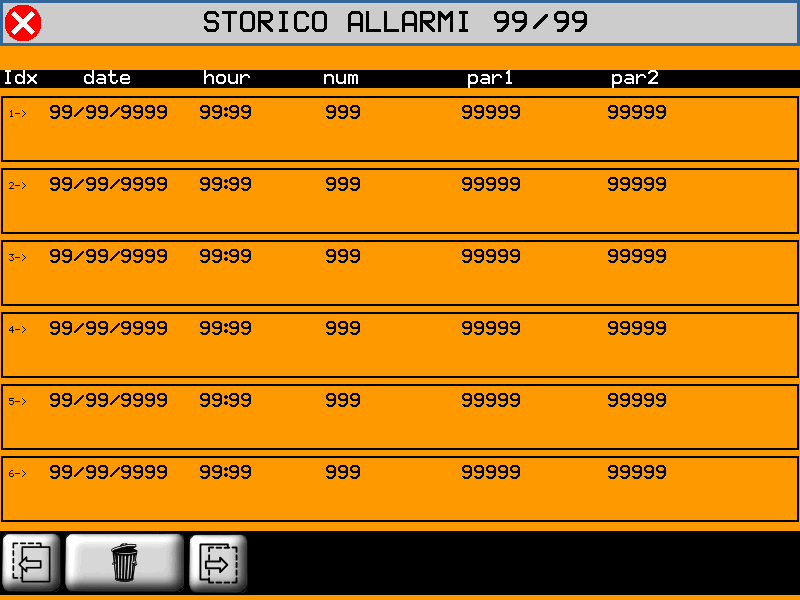 |
per cancellare lo storico allarmi
15.2 Messaggi
I messaggi non bloccano le operazioni della macchina.
| Messaggio | Causa | Soluzione |
|---|---|---|
| ATTENDERE… | Si stanno processando dei dati | - |
| ERRORE PERCORSO | Errore nel calcolo del percorso assi. | L'utensile è troppo largo |
| LAMA INCLINATA | L'inclinazione disco non è compatibile con la lavorazione in corso | Correggere l'inclinazione |
| X OVER MAX LIMIT | La quota target dell'asse è oltre il finecorsa massimo | - |
| Y OVER MAX LIMIT | - | |
| Z OVER MAX LIMIT | - | |
| X OVER MIN LIMIT | La quota target dell'asse è oltre il finecorsa minimo | - |
| Y OVER MIN LIMIT | - | |
| Z OVER MIN LIMIT | - | |
| LAVORO CONCLUSO | Il ciclo automatico è terminato con successo | - |
| X FUORI POSIZIONE | La posizione di X non è corretta | La posizione di X è dentro i finecorsa software di taglio |
| ESEGUIRE HOMING | L'Homing non è stato fatto | Eseguire la procedura |
| PONTE SOLLEVATO | Il carrello è sollevato dalla guida | - |
| GEOMETRIA VUOTA | Si tenta di aprire una geometria inesistente | - |
| ATTESA START… | La lavorazione attende la pressione dello START | - |
| ERRORE COMPENSAZIONE | Errore nel calcolo della compensazione disco | Controllare il disegno della sagoma |
| ACCENDERE L'UTENSILE | Far partire il disco per iniziare il ciclo | - |
16. Diagnostica
| F6 | |
||||
| | |
||||
 PASSWORD:462 |  |
||||
| | I/O | |
|||
INGRESSI  | USCITE  |
||||
CONTEGGI  | USCITE ANALOGICHE  |
||||
INGRESSI ANALOGICI  | |||||
16.1 CPU data
 | Fw name : codice firmware e relativo checksum Task time : tempo medio del ciclo CPU Maximum Time e Minimum Time limiti registrati CPU time : tempo totale della CPU nello stato di RUN (hh:mm) |
16.2 Ingressi digitali
| INGRESSI  | | Stato degli ingressi digitali |
| Pagina precedente | |
| Pagina successiva |
16.3 Uscite digitali
| USCITE | | Stato delle uscite digitali |
| Pagina precedente | |
| Pagina successiva | |
 | Premere per passare alla modalità di forzatura uscite Premere sull'uscita che si intende attivare. |
16.4 Conteggi encoder
| CONTEGGI | | Posizione assi  Stato dei canali encoder  FOLLERR: = Errore di inseguimento istantaneo MAX: POS:/NEG: = min - max errore di inseguimento |
|
16.5 Uscite analogiche
| USCITE AN. | | Voltaggio uscite analogiche |
16.6 Ingressi analogici
| INGRESSI AN. | | Lettura ingressi analogici |