P1P20FH20 - 001 : User Manual

| Document | MDI_P1P20FH20-001 | ||
|---|---|---|---|
| Description | User Manual | ||
| Drawn up by | Michele Sandri | ||
| Approved by | Gabriele Bazzi | ||
| Link | http://www.qem.eu/doku/doku.php/en/strumenti/qmoveplus/j1p20/p1p20fh20-001/mdo_p1p20fh20-001 | ||
| http://www.qem.eu/doku/doku.php/strumenti/qmoveplus/j1p20/mimj1p20fx | |||
| Language | English | ||
| Document Release | Description | Notes | Date |
| 01 | New manual | 07/07/2014 | |
All rights reserved on this manual. No part of this document can be copied or reproduced in any form without prior written authorisation. QEM does not insure or guarantee its contents and explicitly declines all liability related to the guarantee of its suitability for any purpose. The information in this document can be changed without notice. QEM shall not be held liable for any error or omission in this document. QEM® is a registered trademark.Microsoft® and MS-DOS® are registered trademarks and Windows® is a trademark of Microsoft Corporation.
Indice
-
1. Release3. Descrizione
-
3.1. Simbologia e Tasti4. Messa in funzione
-
4.11. Tarature5. Diagnostica7. Programmi di lavoro
-
7.1. Modifica programma di lavoro8. Funzioni generiche
-
8.1. Manuale Automatico
1. Descrizione
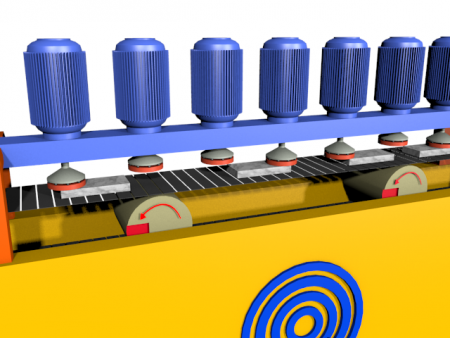
Il software P1P20FH20 - 001, installato nell'hardware Qmove J1-P20-FH20, realizza l'automazione di macchine levigatrici/levigabordi .
Caratteristiche principali
-
lo strumento comanda 19 teste di lavoro
-
controlla l'avviamento sequenziale dei motori (per limitare l'eccessivo richiesta di corrente )
-
gestisce l'eventuale spostamento del ponte
-
per ogni testa di lavorazione è possibile impostare gli anticipi e i ritardi di lavorazione, sia all'inizio, sia alla fine del pezzo
-
I comandi di salita/discesa delle teste di levigatura, vengono calcolati automaticamente al variare della velocità del nastro trasportatore.
-
lo strumento conta i metri lavorati ed è in grado di lavorare fino a 30 pezzi presenti contemporaneamente in macchina.
Altre Caratteristiche
-
HMI con touchscreen
-
Tasti funzione
-
Programmi di lavoro
-
Messaggi di allarme
-
Messaggi di warning
-
Reset dei pezzi difettosi
-
Reset di tutti i pezzi in lavorazione
-
Compensazione dell'offset del finecorsa di presenza pezzo
-
Modo di lavorazione delle teste
-
Levigatura
-
Fresatura
-
Molatura
-
Spazzolatura
-
Getto d'acqua
Opzioni e caratteristiche di possibile futura implementazione
-
Con l'installazione dei moduli RMC1XX sarà possibile automatizzare 2 o 4 calibratori
-
Con l'installazione dei moduli RMC1YY sarà possibile leggere la corrente di ogni testa
-
E' possibile dotare lo strumento del software necessario per realizzare delle lavorazioni di bocciardatura
-
E' possibile dotare lo strumento di funzionalità software di abilitazione/disabilitazione di ogni singola testa
-
E' possibile dotare lo strumento di porta Etnernet, che consente di trasmettere i dati della macchina agli uffici di programmazione della produzione .
-
Risparmio energetico : accensione dei motori solo durante la lavorazione
Nota : in questo caso si dovrà utilizzare un modulo di espansione degli I/O
Note Se il cliente è interessato a queste opzioni e caratteristiche, oppure altre di Sua scelta, contattare l'Ufficio Commerciale della QEM ( info@qem.it )
2. Hardware J1-P20-FH20


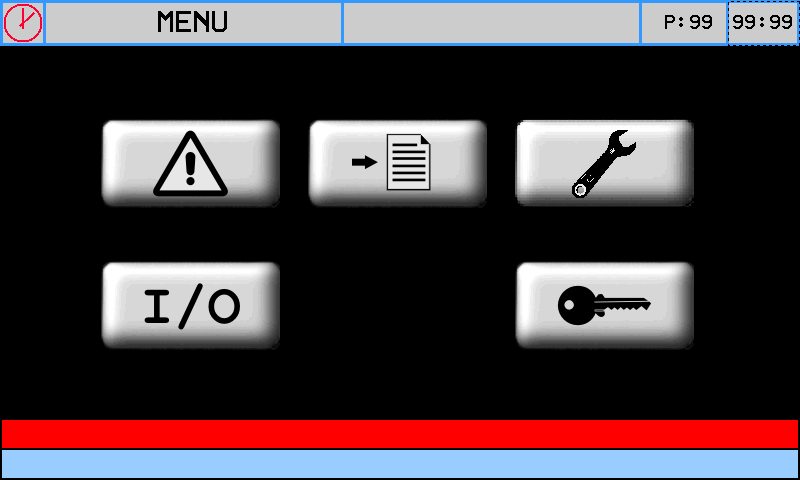
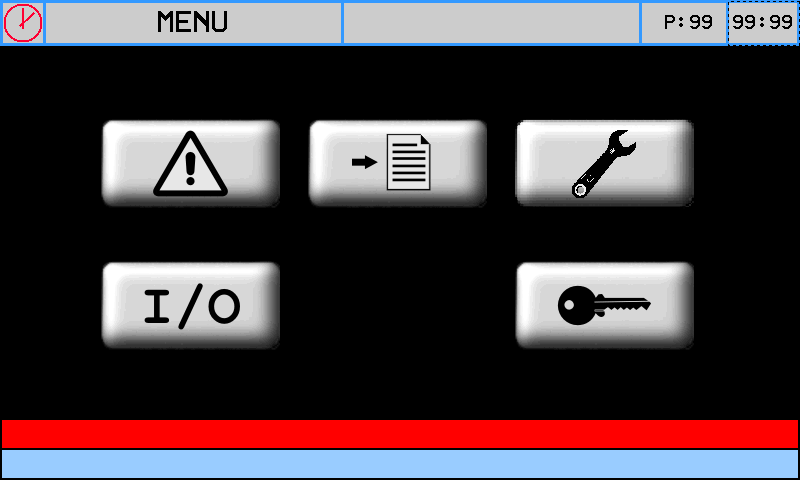
MAIN MENU 
RESERVED SETUP (enter password) 
WORK PROGRAMS 
RESET ALL SLABS 
RESET SELECTED SLABS 
ALARMS 
ESC TO PREVIOUS SCREEN 2.1 Standard Symbols & Buttons
Button Description ———————– Top Bar Symbol Description 
Confirm Popup entry 
Manual 
Popup Select 
Alarm  ..
..
Previous screen & Next screen 
Automatic  ..
..
Scroll list 
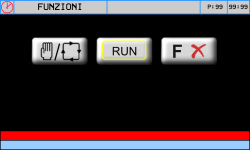
Function mode 
Reserved Area 
Not initialized 
Quit without saving 
Setup Locked/Unlocked 
Confirm setting 
Calibration 
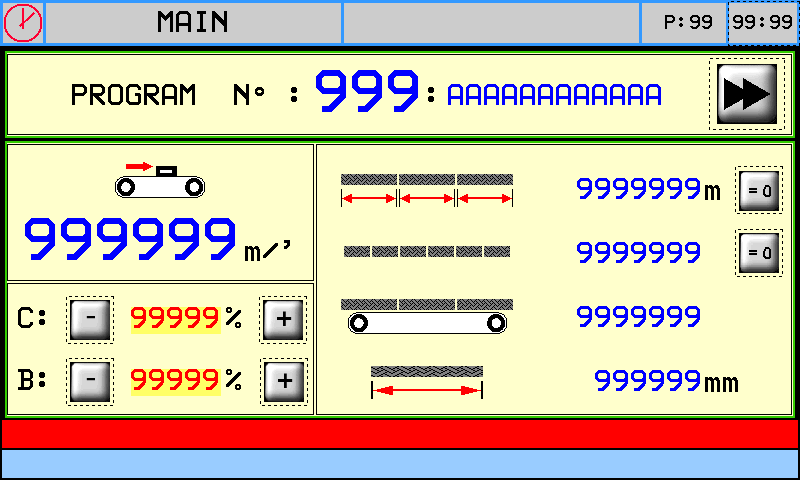
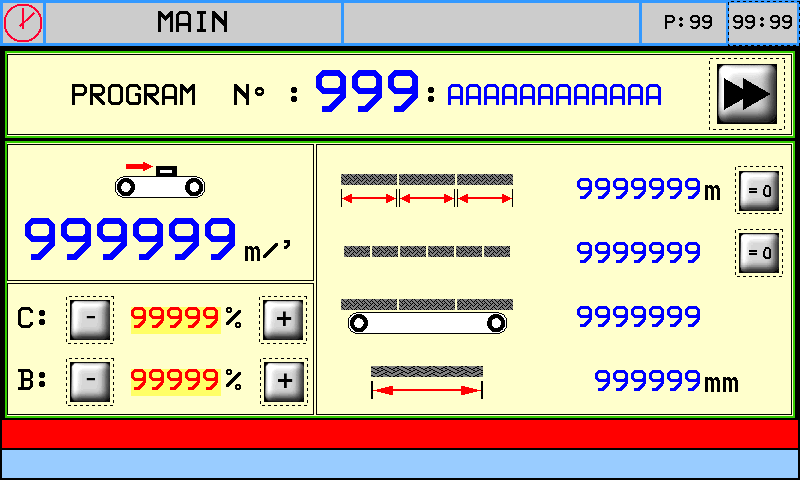
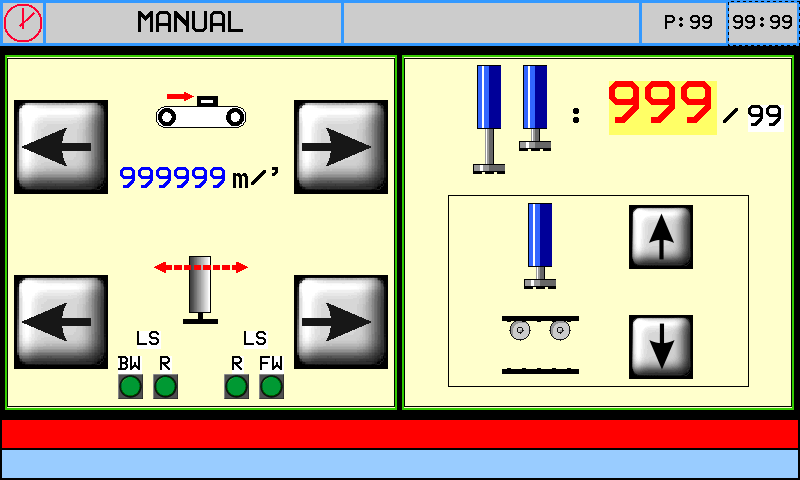
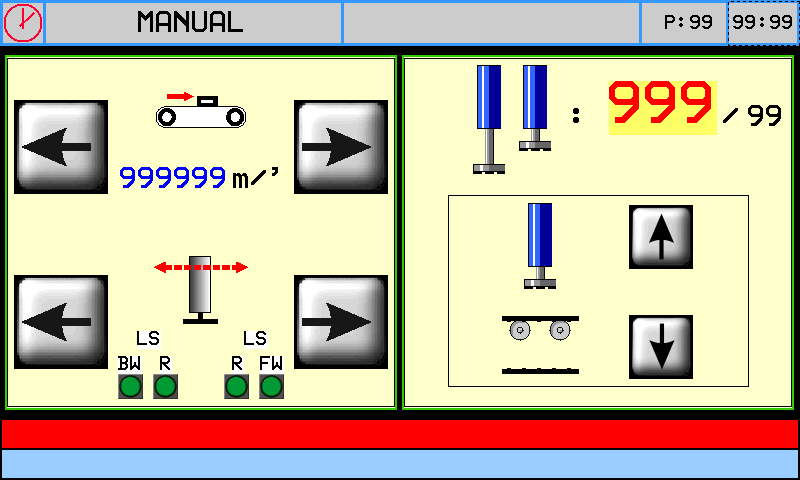
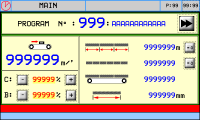
Green settings can be changed - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 3. Main Screen
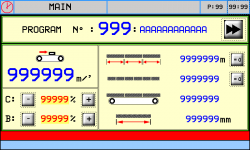


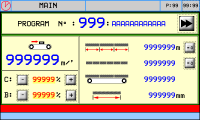
 Right IN
Right INTop Bar (grey)
- Machine State
- Page name
- Page number
- Time
Bottom Bars
- Alarms (red)
- Warnings (light blue)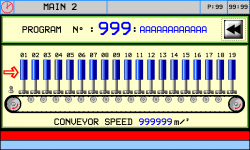 Left IN
Left INName Description Program Program loaded Belt speed Conveyor belt speed in m/s C: % Conveyor speed Change speed or use  to increase
to increase  to decrease
to decrease B: % Beam speed 
Meters worked  Press for 3 seconds to zero count
Press for 3 seconds to zero count 
Slab counter 
Number of slabs in machine 
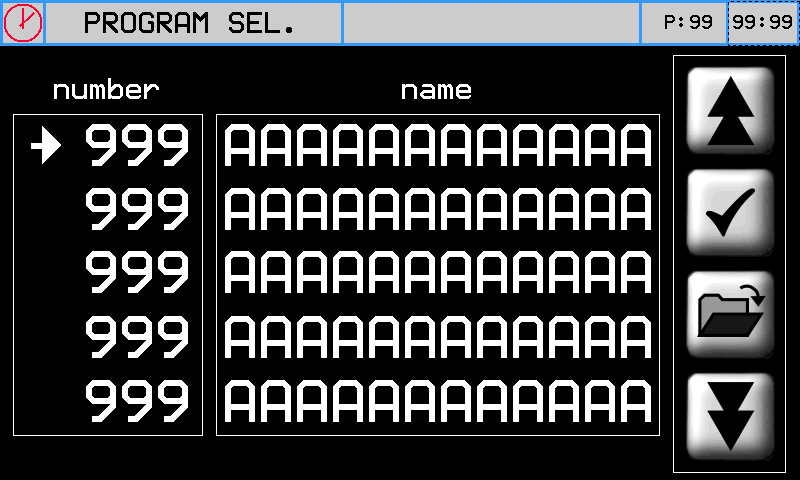
Length of last slab 4. Work Programs




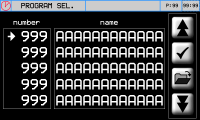





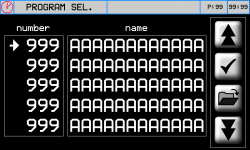 number…name
number…name
to select a program load a program for work
load a program for work  open a program
open a program

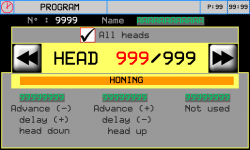
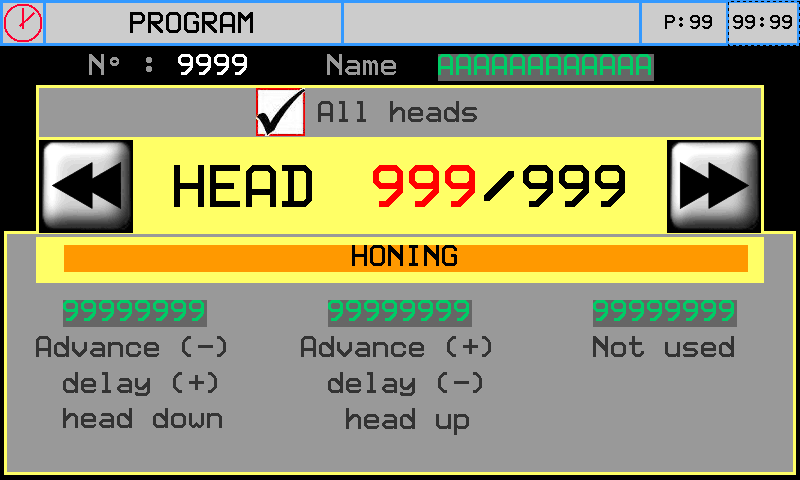
 All Heads
All Heads
Copy HEAD 1 settings to all headsAutomatic Program:
-
To change the program settings, press each box and enter the settings.
-
Press ALL HEADS to copy the HEAD 1 settings to all heads
-
Set the work parameters
-
press F7 to quit
Advance (-)
delay (+) head downAt start of slab set Advance with (+) entry and Delay with (-) entry Advance (+)
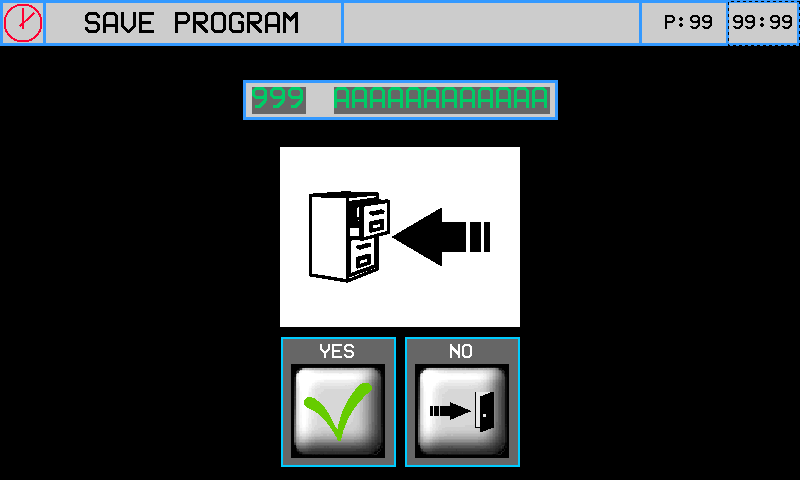
delay (-) head downAt end of slab set Advance with (-) entry and Delay with (+) entry → 
999…AAAAAAAAAAA
to change name & number4.0.1 Polishing parameters
All default work parameters are set to 0.
Parameter Unit measure Range Description Advance(-)/Delay(+) head down mm 0 ~ 99999.0
Advance or delay distancehead down at start of slab . Advance(+)/Delay(-)head up mm 0 ~ 99999.0 head up at end of slab . .
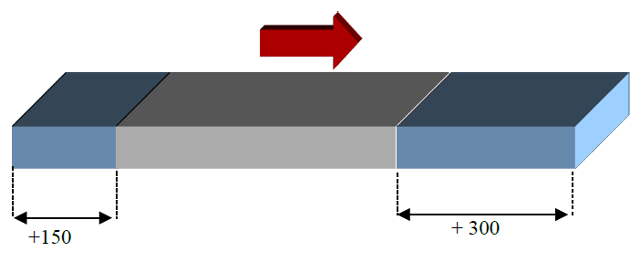
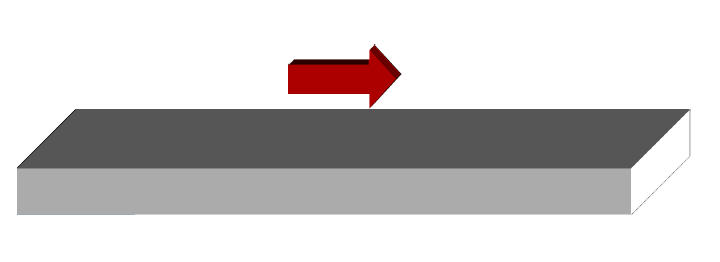
Slab polished only on central part Slab polished fully 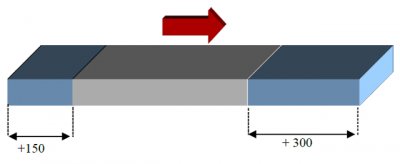
Advance(+)/Delay(-)
head up= +150Advance(-)/Delay(+)
head down = +300Advance(+)/Delay (-)
head up = 000Advance(-)/Delay (+)
head down = 0004.0.2 Parametri fresatrice
Nome parametro Unità di misura Range Descrizione Start slab distance / grinding mm 0 ~ 99999.0 Distance between slab start and start grinding End slab distance / grinding mm 0 ~ 99999.0 Distance between slab end and stop grinding Grinding length mm 0 ~ 99999.0 Grinding length 
If one distance is greater than zero, the other is automatically set to -1 (disable parameter) Fresatura con riferimento da inizio pezzo Fresatura con riferimento dalla fine del pezzo 
Spazio fresato
Parametro:
lunghezza di fresaturaSpazio non lavorato
Parametro:
distanza inizio pezzoSpazio non lavorato
Parametro:
distanza fine pezzoSpazio fresato
Parametro:
lunghezza di fresatura4.0.3 Parametri mola
Nome parametro Unità di misura Range Descrizione Metri lineari lavorati mm 0 ÷ 99999.0 Spazio oltre il quale viene attivata la compensazione usura mola . Tempo attivazione testa sec. 0 ÷ 99999.0 Tempo di attivazione, la testa fa uno spazio in avanti per compensare l'usura della mola . 4.0.4 Brush Parameters
The brush parameters are similar to honing above.
4.0.5 Water Spray Parameters
The brush parameters are similar to honing above.
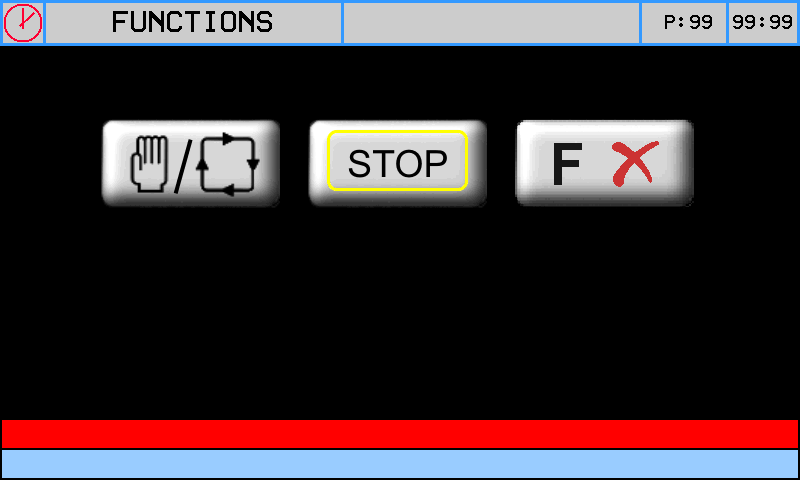
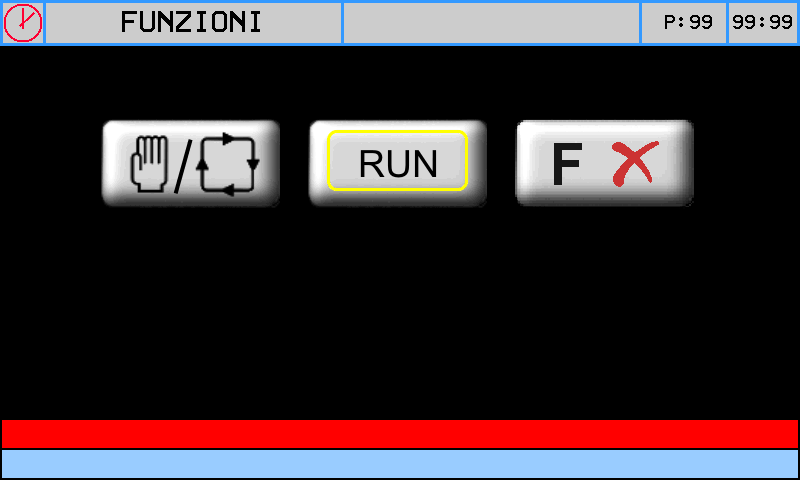
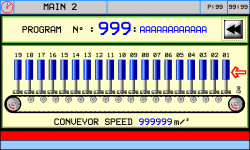
5. Work mode


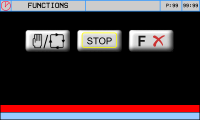



→ 
Manual/Automatic.

Start/Stop Motors.

Cancel Slabs.* Run: Start machine in automatic with heads running
* Stop: Start machine in automatic without heads runnings 

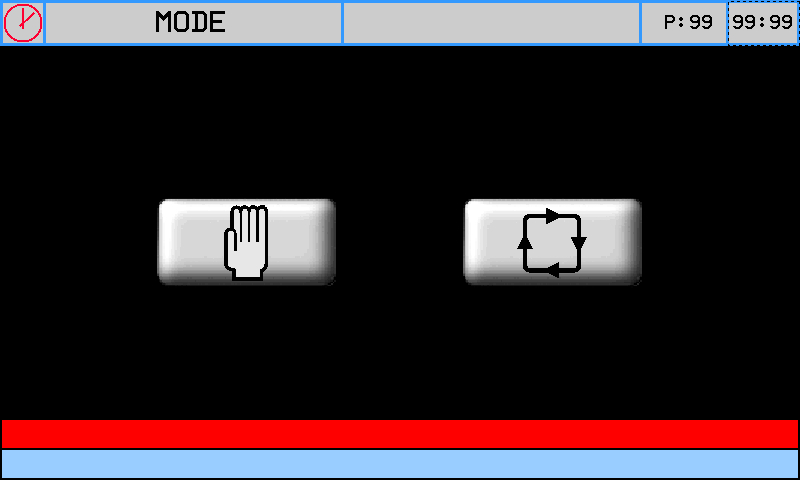
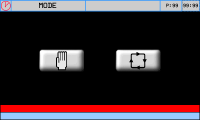
MANUAL
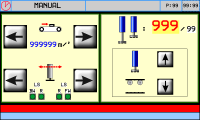
AUTOMATIC5.1 Manual mode
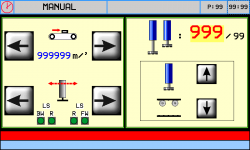

Limit switch
- FW Forward
- BW Backward
- R Slow
Head number 

Belt and Beam Jog 

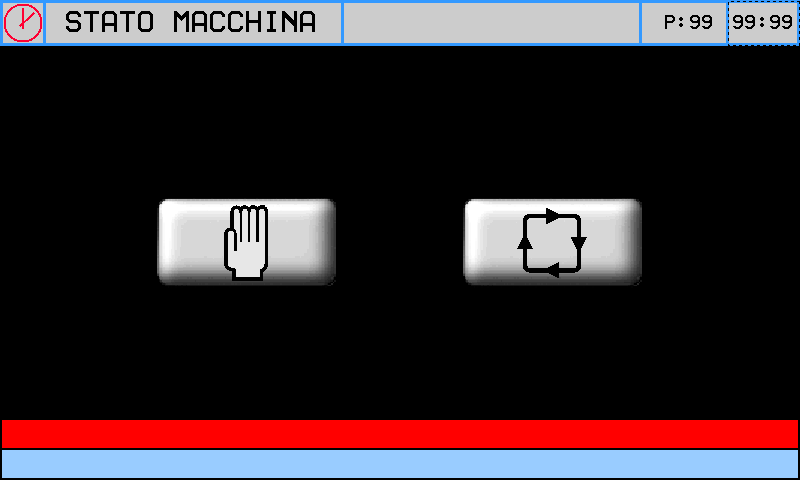
Head UP/DOWN Jog 5.2 Automatic mode
The machine works in automatic by default. To go from Manual to Automatic always select it as the work mode
6. Cancel Slabs


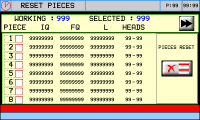

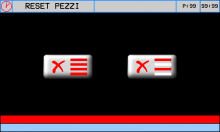
Cancel all slabs
Cancel selected slabs.Cancel all slabs
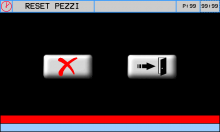
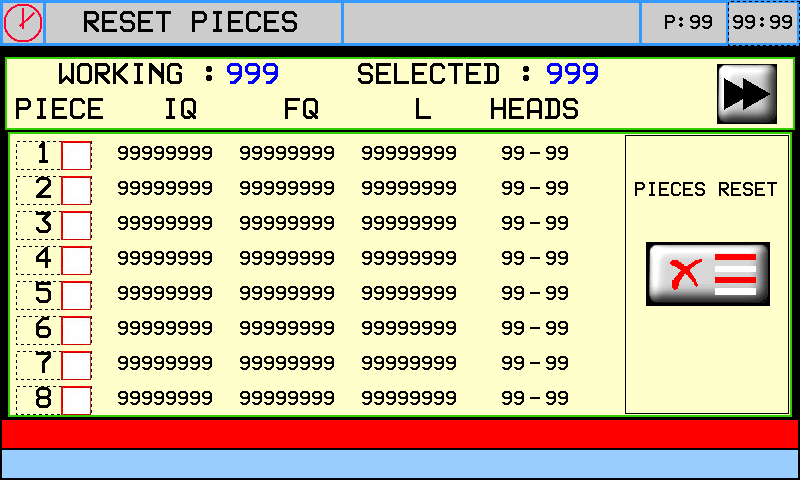
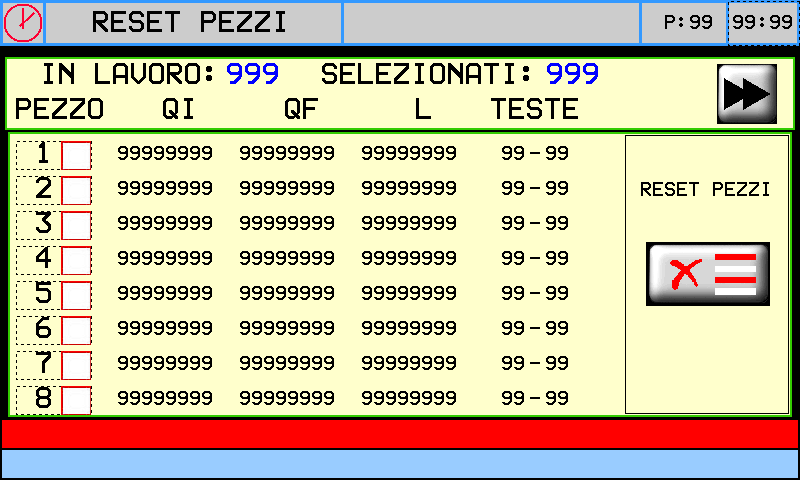
Cancel all slabs Wait for the process to end Cancel selected slabs
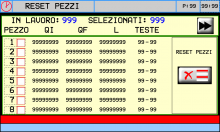

Select
slabs → 
Wait for the process to end Parameter Description Working Slabs in the machine Selected Total of selected slabs QI Distance between slab IN sensor (I09) and start of slab QF Distance between slab IN sensor (I09) and end of slab L Slab length Head <> Signals that the slab is between two heads 7. Alarms



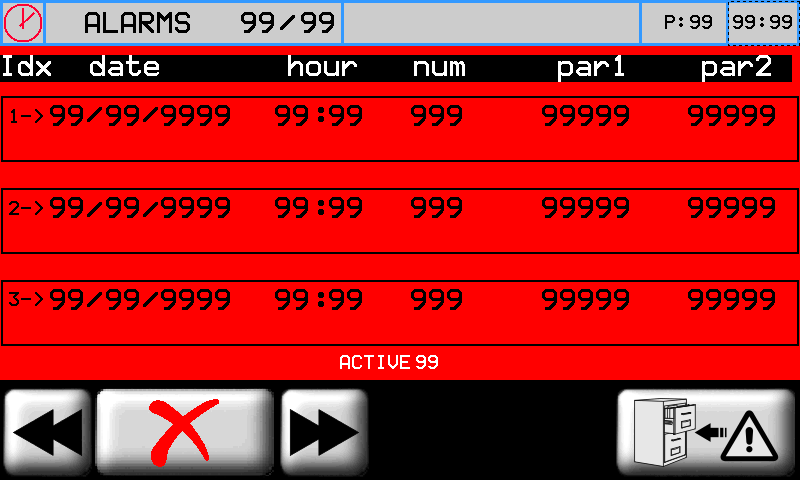
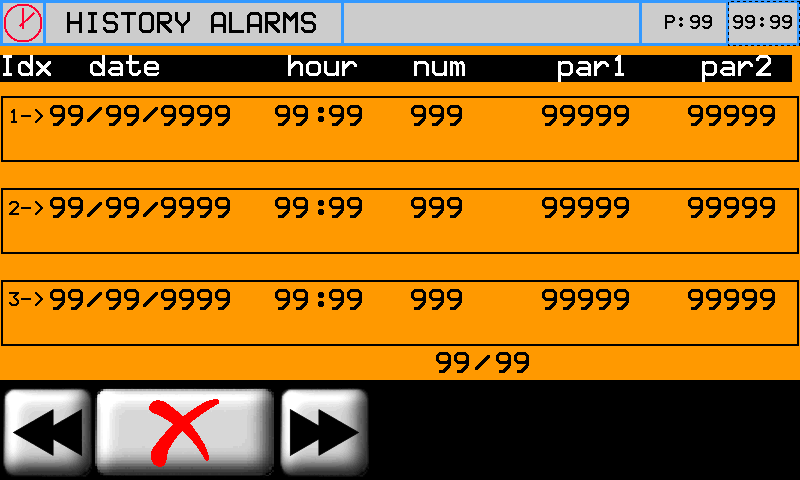
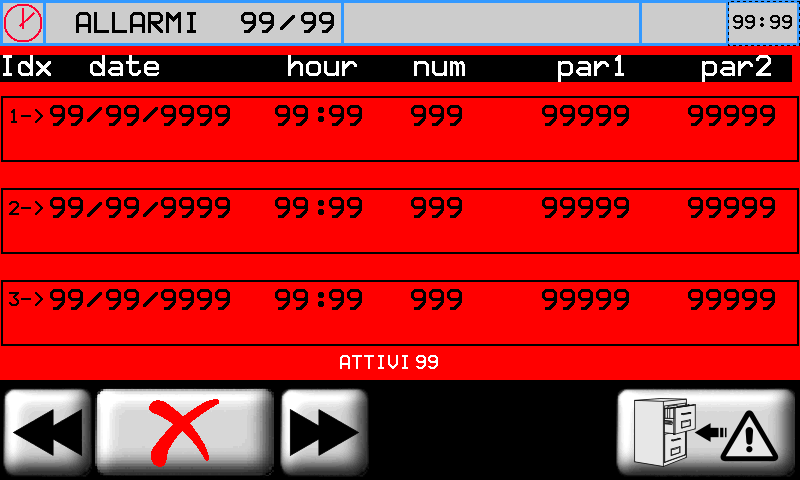
7.1 Alarm list

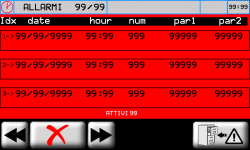
To cancel alarms
- eliminate the cause
- press for 3 seconds.
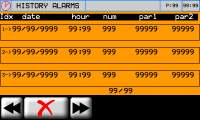
Message Cause Input Emergency pressed Check the emergency button and line I01 Inverter fault Control the inverter I12 Belt encoder fault Control the belt encoder (Acive only with MP-03 > 2). Overload cutouts Check the overload cutouts I06 Enclosures Check the enclosures I07 No air Check the air pressure switch I08 the Belt encoder fault alarm trips automatically if the belt moves less 2 u.m. in 5 seconds (less than 60 mm/min) 7.2 Alarm history

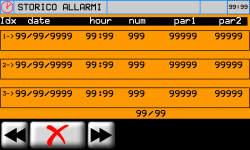
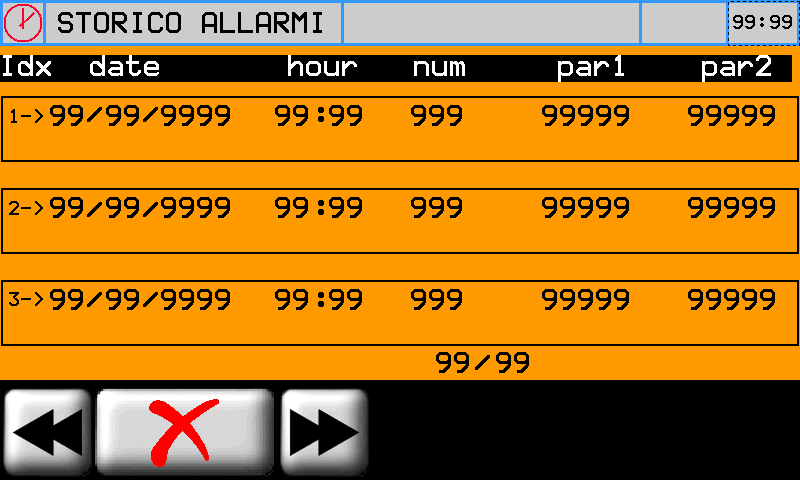
To cancel alarms
- eliminate the cause
- press for 3 seconds Maximum 60 alarms
8. Warnings
Message Description Too many slabs in the machine There are more than 30 slabs in the machine Waiting for power system… Waiting for the power system to startup (MP-08 enabled)(I04 = ON ) Going to change abrasive position… The beam has been commanded to move to change abrasive Power system disabled Power system disabled (I04 = OFF). Caution Motors off Belt start attempted with motors off -
- Last modified: 2019/08/29 17:01