This is an old revision of the document!
MDO_P1P20F - 022 : Operator Manual
1. Informations
1.1 Release
This document is valid except for errors or omissions.
| |
|||
| Document: | mdo_p1p20fh20-001 | ||
|---|---|---|---|
| Description: | Manual Operator p1p20f-022 | ||
| Editor: | Omar Sbalchiero | ||
| Approver | Gabriele Bazzi | ||
| Link: | https://www.qem.eu/doku/doku.php/en/strumenti/qmoveplus/j1p20/p1p20f-022/mdo_p1p20f-022 | ||
| Language: | English | ||
| Document release | Description | Note | Data |
| 01 | New manual | 31/08/2021 | |
1.1.1 Specifications
All rights reserved on this manual. No part of this document can be copied or reproduced in any form without prior written authorisation. QEM does not insure or guarantee its contents and explicitly declines all liability related to the guarantee of its suitability for any purpose. The information in this document can be changed without notice. QEM shall not be held liable for any error or omission in this document. QEM® is a registered trademark.Microsoft® and MS-DOS® are registered trademarks and Windows® is a trademark of Microsoft Corporation.
2. Description

The P1P20F - 022 software, controls the automation of machines sanders/edge-sanders.
Main features
-
control of 20 heads
-
control the sequential start of motors (to limit excessive power demand)
-
can manages the bridge movements
-
for each machining head, you can set processing advances/delays at the beginning/end of the piece
-
the ascent/descent controls of the sanding heads, are calculated automatically as the speed of the conveyor belt change
-
counts the processed meters and can work up to 30 pieces simultaneously
Other features
-
HMI with touchscreen
-
Function keys
-
Working program
-
Alarm messages
-
Warning messages
-
Reset defective pieces
-
Reset of all workpieces
-
Compensation of the offset of the piece presence limit switch
-
Mode of heads processing
-
Smoothing
-
Milling
-
Grinding
-
Brushing
-
Water jet
3. Main page

3.1 Control bars and informations
The bars at the top and bottom of each page provide the following informations:

A Machine status B Page name C Additional page description D Page number E Clock F Active alarm (red background) G Warning (azure background) 
Current conveyor belt speed N: Setting the conveyor belt speed P: Setting the bridge speed 
Bridge position.
N.B. The position of the Bridge is enabled only if the encoder is present on the axis of the Bridge
Machined linear meters 
Total number of pieces machined 
Number of parts currently being machined 
Last workpiece length 3.2 Main Page 2
Pressing the key
 , you can access the second main page:
, you can access the second main page:

in addition to the information on the main page, you can see:
-
Heads status
-
The current speeds of the conveyor belt and the bridge.
N.B. The the speed of the Bridge can be showed, only if the encoder is present on the axis of the Bridge -
The status of the part presence input
Pressing the key
 , for return to the main page.
, for return to the main page.
3.3 Main Page 3
From the main page 2, pressing the key
, you can access the third main page:

In addition to the information on the main page, are showed:
-
The bridge speed and position.
-
With the keys
 and
and  you can to vary the back and forward limits of the Bridge.
you can to vary the back and forward limits of the Bridge. -
With the key
 you can to start the search for homing of the Bridge
you can to start the search for homing of the Bridge
Pressing the key
, you can return to the main page 2.
N.B. The Main Page “3” is enable only if is present the encoder on the Bridge axis.
3.4 Machine status
Simbols Descriptions 
Manual 
Emergency 
Automatic 
Mode of operation 
Calibration 
Not initialized 3.5 Common keys
Simbol Description 

Scroll through programs 
Save and exit: the setup values are saved in the internal memory and run 
open the program 
Forward page 
Backward page 
Exit without saving: the setup values entered are not saved and the values in the internal memory are reloaded. 
Access to the MENU page 
Access to the SETUP (protected with password) 
Access to the WORKING PROGRAMS 
Access to the TOTAL PIECES RESET 
Access to the PARTIAL PIECES RESET 
Access the the ALARMS 
Exit from the page 4. Main menu
For access from the MAIN PAGE press the key



Alarms 
Access to programs 
Functions menu 
Diagnostics 
Bridge homing 
Access to the setup 5. Utilization
5.1 Startup
If the Bridge encoder is installed and enabled, when switched on, the instrument show the Main Page 3 and and it is requested to start the homing search to calibrate the position of the Bridge Axis.

Pressing the key
for start the homing search.
To the end of the homing search, the instrument show directly the Main Page.
5.2 Working program
For access to the “Working program” section:
-
press the F3 funcion key

-
or access the MENU page, pressing the F1 key
 than press the key
than press the key 

To select one of the work programs listed, you must tap on the corresponding line.
 and
and 
To scroll through the list of work programmes. Each page can display 5 programs at a time.
It is possible to move directly to the desired page by editing it on the title bar.
Switching to the Work Cycle Editing Function. 
Opens the selected work program to edit it. 5.2.1 Edit Workin Program
 →
→ 

Unique Value
Copy the parameters of the first head to all Enabled HeadsAutomatic program: execute the points 1 - 2 - 3 - 4 :
-
To change the program enter the values in the various fields, using the virtual keyboard.
-
Type on the field “ UNIQUE VALUE” for copy the parameters of the first head on the all heads
-
Set machining parameters
-
After completing the parameter entry, pressing F7 key and the save the program are show
 →
→ 
Notes:
-
1 = sander, 2 = milling machine, 3 = grind, 4 = brush, 5 = water jet
-
if the heads are all of type 1 - 4 - 5, or all of the type 2, or all of the type 3, you can set “ all heads ”, or “ single head ”
-
if are set mix of types 1 - 2 - 3 then the choice “single heas” are disable.
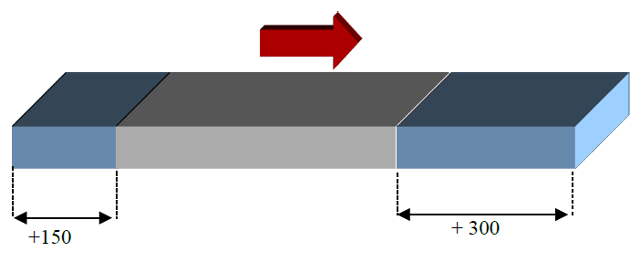
5.2.2 Sander machine parameters
By default the machining parameters are all at 0.
Parameter name Units of measurement Range Description Advance(-)/Delay (+) head descent mm 0 ÷ 99999.0
Advance or delay spacehead descent from the beginning of the piece . Advance(+)/Delay (-) head ascent mm 0 ÷ 99999.0 head ascent from the end of the piece. .
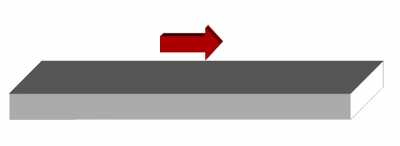
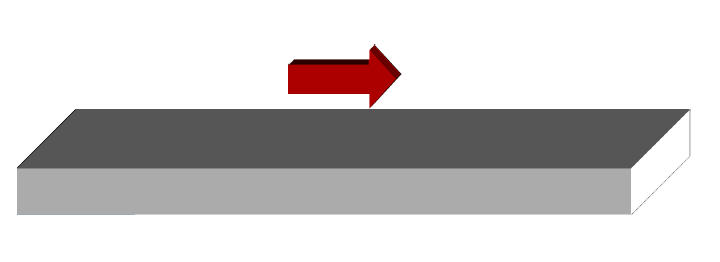
Polished piece only in the central part Piece entirely polished 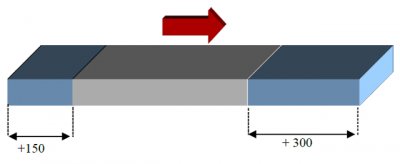
Advance(+)/Delay (-)
head ascent = +150Advance(-)/Dealy (+)
head descent = +300Advance(+)/Dealy (-)
head ascent = 000Advance(-)/Delay (+)
head descent = 0005.2.3 Milling machine parameters

Parameter name Units of measurement Range Description 
mm 0 ÷ 99999.0 Distance piece beginning / milling. It is the space between the beginning of the piece and the beginning of the milling process. 
mm 0 ÷ 99999.0 Distance piece ending / milling. It is the space between the end of the piece and the end of the milling working. 
mm 0 ÷ 99999.0 Milling length. It's the milling space. NB: If one of the two distance parameters is greater than zero, the other is automatically set to -1 (parameter value disabled).
Milling with reference from begin of workpiece Milling with reference from the end of the workpiece 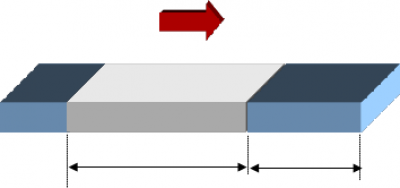
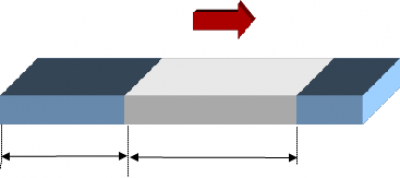
Milled space
Parameter:
milling lengthUnsead space
Parameter:
starting piece distanceUnsead space
Parameter:
end piece distanceMilled space
Parameter:
milling length5.2.4 Grinding wheel parameters

Parameter name Units of measurement Range Description 
mm 0 ÷ 99999.0 Worked linear meters. Space beyond which the grinding wheel wear compensation is activated. 
sec. 0 ÷ 99999.0 Head activation time. Activation time, the head performs a forward shift to compensate for the wear of the grinding wheel. 5.2.5 Brush parameters
The parameters are similar to the sander processing.
5.2.6 Water jet parameters
The parameters are similar to the sander processing.
6. Work functions
To select the desired work functions, press the key
 e poi sul tasto
e poi sul tasto 


Manual/Automatic page 
* Start: Automatic machine start-up with heads rotation
* Stop: Automatic machine start-up without heads rotation
Go to the Piece Reset page 6.1 Manual / Automatic
To select the function of choosing the working mode, presse the key

The following page is showed:


Operation mode selection MANUAL 
Operation mode selection AUTOMATIC 6.1.1 Manual
To select the MANUAL mode operation, press the key

The following page is Showed:

Description of possible operations in manual mode 
Press the keys  and
and  you can move the conveyor belt.
you can move the conveyor belt. 
Pressing the keys and it's possible to move the Bridge.

 –> Back Limit Switch and Back Slowdown.
–> Back Limit Switch and Back Slowdown.
 –> Slowdown Forward and Limit Switch Forward.
–> Slowdown Forward and Limit Switch Forward.
N.B. Bride jog (MP-04 = 1)
Selection of the Head to be moved
N.B. In manual it is possible to move only one head at a time
Pressing the keys  and
and  it is possible to go up and descend the selected head
it is possible to go up and descend the selected head
Pressing the keys and
and  you can turn on/off the spindle rotation of the selected head
you can turn on/off the spindle rotation of the selected head6.1.2 Automatic
 cambiare link immagini da italiano in inglese
Per selezionare il modo di funzionamento AUTOMATICO, premere il tasto
cambiare link immagini da italiano in inglese
Per selezionare il modo di funzionamento AUTOMATICO, premere il tasto 
Lo strumento si porta alla visualizzazione della Pagina Principale ed è pronto all'acquisizione dei pezzi in macchina.
6.2 Reset pezzi
Per selezionare il RESET dei pezzi , premere il tasto

Viene visualizzata la seguente pagina:


Reset di tutti i pezzi

Reset dei pezzi selezionati.6.2.1 Reset di tutti i pezzi
Per selezionare il RESET dei pezzi , premere il tasto

Viene visualizzata la seguente pagina:


Reset di tutti i pezzi
Nota :
attendere che la funzione sia completata .6.2.2 Reset di una selezione di pezzi
Per selezionare il RESET di una selezione di pezzi , premere il tasto

Viene visualizzata la seguente pagina:

IN LAVORO –> Pezzi dentro la macchina.
SELEZIONATI –> Somma dei pezzi selezionati.
QI –> Spazio tra il sensore di rilevazione pezzo (INP_09) e l'inizio del pezzo.
QF –> Spazio tra il sensore di rilevazione pezzo (INP_09) e la fine del pezzo.
L –> Lunghezza del pezzo.
TESTE –> <> Indica che il pezzo è tra le due teste .Premere il tasto
 per selezionare i pezzi presenti nelle teste oltre la nr. 08.
per selezionare i pezzi presenti nelle teste oltre la nr. 08.

Selezionare il/i pezzo/i che si intende/ono cancellare. Premere il tasto
Viene visualizzata la seguente pagina.

Premere il tasto
 , per azzerare il/i pezzo/i da cancellare.
, per azzerare il/i pezzo/i da cancellare.
Nota
attendere che il Reset sia completato.7. Diagnostica
Per accedere alla diagnostica, dalla pagina di MENU premere il tasto


Da questa pagina è possibile accedere alle varie sezioni di diagnostica presenti:

Ingressi digitali 
Uscite digitali 
Conteggi 
Ingressi/uscite analogiche 
Informazioni connessione CAN 
Informazioni di sistema Per tornare al MENU' premere il tasto

7.1 Ingressi digitali
Per accedere alla pagina di diagnostica degli Ingressi Digitali, premere il tasto


Per tornare al menù di DIAGNOSTICA premere il tasto
7.2 Uscite digitali
Per accedere alla pagina di diagnostica delle Uscite Digitali premere il tasto


Per tornare al menù di DIAGNOSTICA premere il tasto
7.3 Conteggi
Per accedere alla pagina di diagnostica dei Conteggi, premere il tasto

Per tornare al menù di DIAGNOSTICA premere il tasto
7.4 Uscite analogiche
Per accedere alla pagina di Diagnostica delle Uscite analogiche, premere il tasto

L'uscita analogica è espressa in Volt.
Per tornare al menù di DIAGNOSTICA premere il tasto
7.5 Informazioni connessione CAN
Per accedere alla pagina di diagnostica della Connessione CanOpen, premere il tasto

Per tornare al menù di DIAGNOSTICA premere il tasto
7.6 Informazioni di sistema
Per accedere alla pagina di diagnostica delle “Informazioni del sistema”, premere il tasto

Fw name firmware e checksum Aux fw firmware del modulo I/O Task time tempo ciclo CPU : Minimo, Medio, Massimo CPU time tempo CPU nello stato di Run (hh:mm) Touch screen Test touch Per tornare al menù di DIAGNOSTICA premere il tasto
8. Messaggi di warning
Messaggio Descrizione Troppi pezzi in macchina In macchina ci sono più di 30 pezzi Attesa attivazione ausiliari… Attesa abilitazione ausiliari (con MP-08 abilitato)(I4 = ON) Posizionamento quota cambio abrasivo… Il ponte viene comandato nella posizione di cambio abrasivo Ausiliari disabilitati Ausiliari disabilitati (I4 = OFF) Attenzione!!! Motori spenti. Tentativo di Start nastro con motori spenti 9. Allarmi
Per accedere alla pagina della visualizzazione degli ALLARMI, premere il tasto

Premere il pulsante
 per cancellare l'allarme
per cancellare l'allarme
Messaggio Causa Ingresso Emergenza premuta Controllare la linea dell'emergenza I01 Fault Inverter Controllare inverter I12 Rottura encoder nastro Controllare encoder nastro trasportatore (Attivo solo con MP-03 > 2). Protezioni termiche Controllare le protezioni termiche I06 Carter Controllare le protezioni perimetrali I07 Mancanza aria Controllare il pressostato I08 Il messaggio “Rottura encoder nastro” viene generato automaticamente, se entro 5 secondi non è stato compiuto uno spazio superiore a 2 unità di misura
in altre parole, il messaggio viene generato se lo strumento rileva una velocità inferiore a 60mm al minuto9.1 Storico allarmi
Per accedere, dalla pagina di ALLARMI premere il tasto


Dopo aver rimosso le cause che provocano l'allarme, premere (x 3 sec.) il tasto
per cancellare
Massimo 60 allarmi.
10. Assistenza
Per poterti fornire un servizio rapido, al minimo costo, abbiamo bisogno del tuo aiuto.


Segui tutte le istruzioni fornite nel manuale MIMAT Se il problema persiste, compila il “Modulo richiesta assistenza” nella pagina Contatti del sito www.qem.it.
I nostri tecnici otterranno gli elementi essenziali per comprendere il tuo problema.Riparazione
Per poterVi fornire un servizio efficente, Vi preghiamo di leggere e attenerVi alle indicazioni qui riportate
Spedizione
Si consiglia di imballare lo strumento con materiali in grado di assorbire eventuali cadute.



Utilizzare l'imballo originale: deve proteggere lo strumento durante il trasporto. Allega:
1. Una descrizione dell'anomalia;
2. Parte dello schema elettrico in cui è inserito lo strumento
3. Programmazione dello strumento (setup, quote di lavoro, parametri…).Una descrizione approfondita del problema ci consentirà di identificare e risolvere rapidamente il tuo problema.
Un accurato imballaggio eviterà ulteriori inconvenienti. -
























































































- Last modified: 2021/09/07 17:51